
Zastosowanie termografii aktywnej do badań nieniszczących stalowych paneli typu sandwich spawanych laserowo
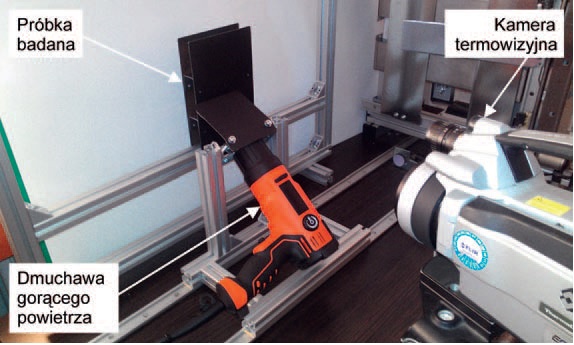
W artykule pokazano możliwość zastosowania termografii aktywnej do badań nieniszczących stalowych paneli typu sandwich wytwarzanych w technologii spawania laserowego. Badania termograficzne wykonano w układzie pomiarowym jednostronnym. Źródło ciepła, a także kamera termowizyjna usytuowane są po tej samej stronie względem badanej próbki. Uzyskane wyniki przedstawiono w postaci obrazów termograficznych chwilowego rozkładu temperatury, obrazujących kształt analizowanych złączy, a także sztucznie wytworzoną wadę.
Stalowe panele typu sandwich wytwarzane w technologii spawania laserowego są obecnie coraz częściej stosowane m.in. w przemyśle stoczniowym przy produkcji współczesnych konstrukcji pokładów statków [1-3]. Technologia spawania laserowego znalazła przy tym szerokie zastosowanie ze względu na jej podstawowe zalety, takie jak np.: duża gęstość mocy, duża elastyczność procesu, duża prędkość spawania, łatwość automatyzacji i robotyzacji [4]. W praktyce produkcyjnej przy wytwarzaniu stalowych paneli typu sandwich odnotowuje się przypadki, w których – pomimo ustalonych, odpowiednio dobranych parametrów procesu spawania laserowego – występują niezgodności złączy. Np. w postaci lokalnego braku przetopienia obu elementów łączonych (tj. blachy zewnętrznej z wewnętrznym wspornikiem). W efekcie prowadzi to do obniżenia wytrzymałości mechanicznej.
Wymagania dla badań nieniszczących
Z tego względu przemysł zgłasza zapotrzebowanie na efektywną, bezkontaktową, podlegającą automatyzacji, a także nieniszczącą metodę badań, która umożliwia kontrolę jakości złączy spawanych laserowo. Typowo do oceny ciągłości materiałowej złączy spawanych laserowo stosuje się techniki ultradźwiękowe. Istotnym problemem jest przy tym przede wszystkim wydajność, która ma duże znaczenie przy kontroli jakości wielkogabarytowych produktów.
W pracy analizowano możliwość zastosowania termografii aktywnej jako metody, która może także spełniać stawiane wymagania dotyczące badań nieniszczących złączy spawanych laserowo w stalowych panelach typu sandwich. Wcześniejsze opublikowane wyniki badań własnych dowiodły skuteczności termografii aktywnej w ocenie jakości następujących połączeń nierozłącznych: teowych spawanych laserowo [5], adhezyjnych na zakładkę [6], lutowanych na zakładkę [7], a także spawanych laserowo na zakładkę [8].
Materiał do badań
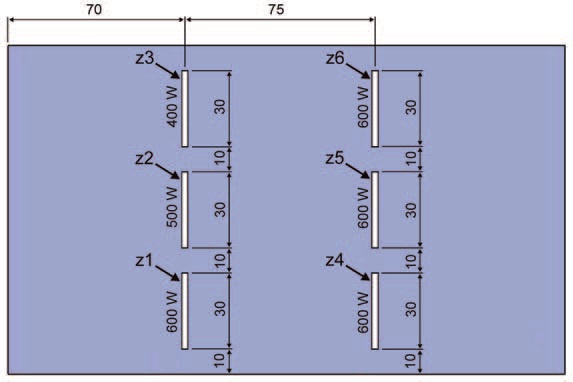
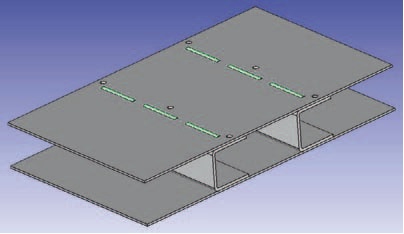
Na potrzeby eksperymentu wytworzono próbkę do badań (rys. 1) w postaci stalowego panelu typu sandwich. Składał się on z dwóch zewnętrznych blach (220 x 130 mm) o grubości 1,2 mm, a także dwóch wewnętrznych ceowników (30 x 30 mm) z blachy o grubości 2,0 mm. Próbkę zaprojektowano tak, aby posiadała sześć osobnych złączy (w tym jedno wadliwe). Ich rozmieszczenie wraz z wymiarami i wartościami zastosowanej mocy wiązki lasera pokazano na rys. 2.
Przed wykonaniem prób spawania dokonano wstępnego montażu komponentów stalowych. Zastosowano połączenia śrubowe, aby w efekcie występujących odkształceń cieplnych towarzyszących procesowi spawania nie powstał odstęp pomiędzy blachą a ceownikiem. Wyeliminowało to możliwość powstawania przypadkowych wad.
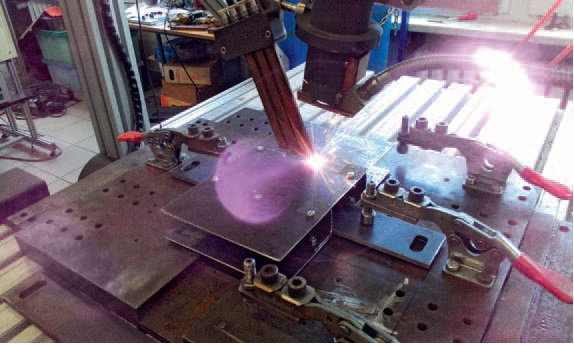
Niezgodność w jednym ze złączy, w postaci braku przetopienia blachy z wewnętrznym wspornikiem, uzyskano poprzez zastosowanie niższej wartości mocy wiązki lasera w stosunku do wartości mocy, z jaką spawano pozostałe złącza. Każde złącze miało długość równą 30 mm, a odstęp pomiędzy nimi wynosił 10 mm. Próbkę wytworzono w Katedrze Spawalnictwa Politechniki Śląskiej. Zastosowano zautomatyzowane stanowisko do spawania laserowego. Wyposażono je w laser dyskowy TruDisk 3302 o maksymalnej mocy wiązki równej 3,3 kW i jej średnicy wynoszącej 200 µm. Złącza wykonywano z prędkością spawania równą 500 mm/min. Jako gazu osłonowego używano argonu, stosując przepływ w zakresie od 10 do 12 l/min.
Galeria


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































