
Problemy optymalizacji prosumenckiej mikrosieci OZE dla małych i średnich przedsiębiorstw
Przykład
Przykładowo, jeżeli w mikrosieci jest akumulatorowy zasobnik energii o pojemności energetycznej 10 kWh, to ustalając – na podstawie ofert producentów magazynów energii – że koszt inwestycyjny wynosi 30 000 zł, a jego trwałość 2 000 cykli, przy wykorzystywaniu 60% jego nominalnej pojemności, można wyliczyć, że magazynowana, a następnie oddawana energia przez okres eksploatacji wyniesie:
2 000 · 0,6 · 10 [kWh] = 12 000 [kWh],
a koszt jednostkowy magazynowania (obciążający dodatkowo energię przechodzącą przez akumulatory) to:
30 000 [zł] / 12 000 [kWh] = 2,50 [zł/kWh].
Problemy do rozwiązania
Projektując mikrosieć prosumencką, należy określić przede wszystkim:
- całkowitą moc OZE,
- właściwy udział poszczególnych rodzajów OZE w mocy całkowitej, czyli tzw. „miks”,
- dane znamionowe źródeł, dostosowane do nasłonecznienia i/lub wietrzności w miejscu zainstalowania. Zwłaszcza: prędkość znamionową ewentualnej turbiny wiatrowej odpowiednią do średniej kubicznej prędkości wiatru),
- sposób pracy instalacji (wyspowy, współpraca z siecią),
- rodzaj i pojemność energetyczną ewentualnego zasobnika energii,
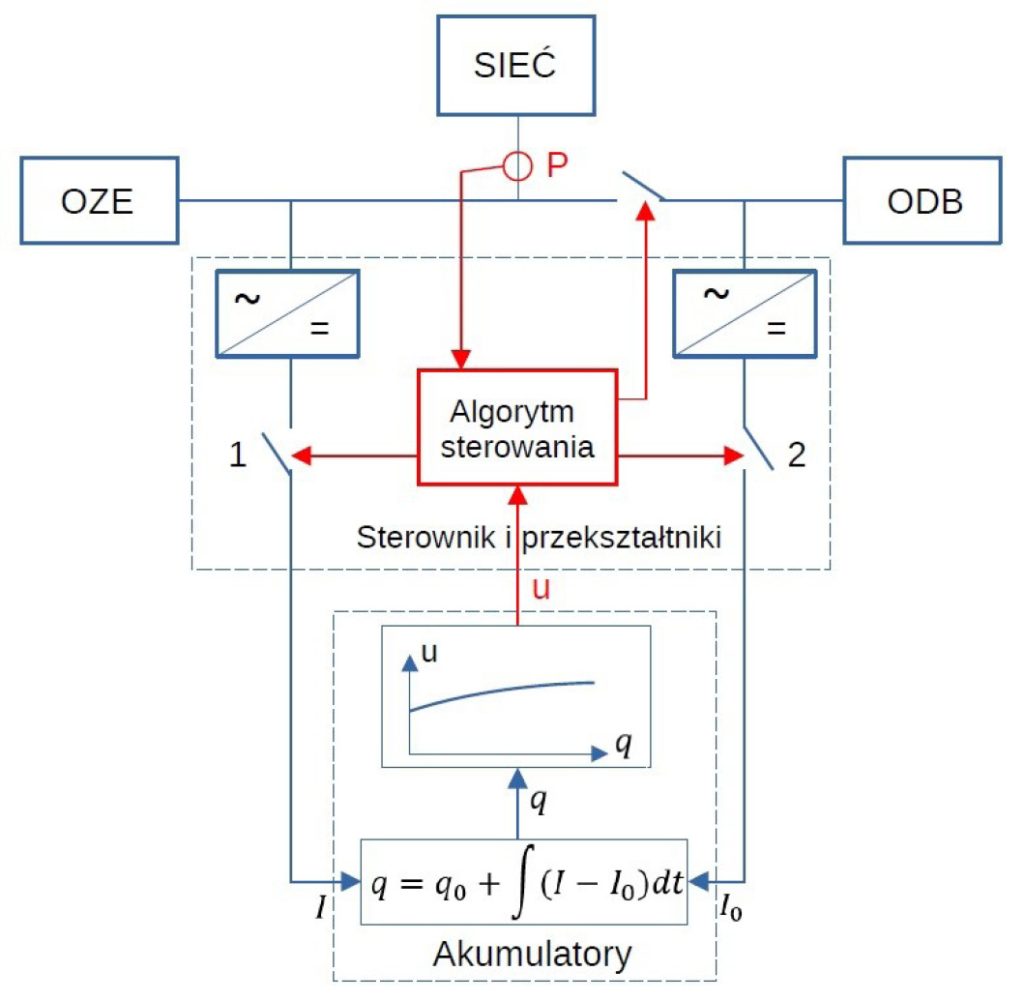
- algorytm sterowania pracą mikrosieci i zasobnika,
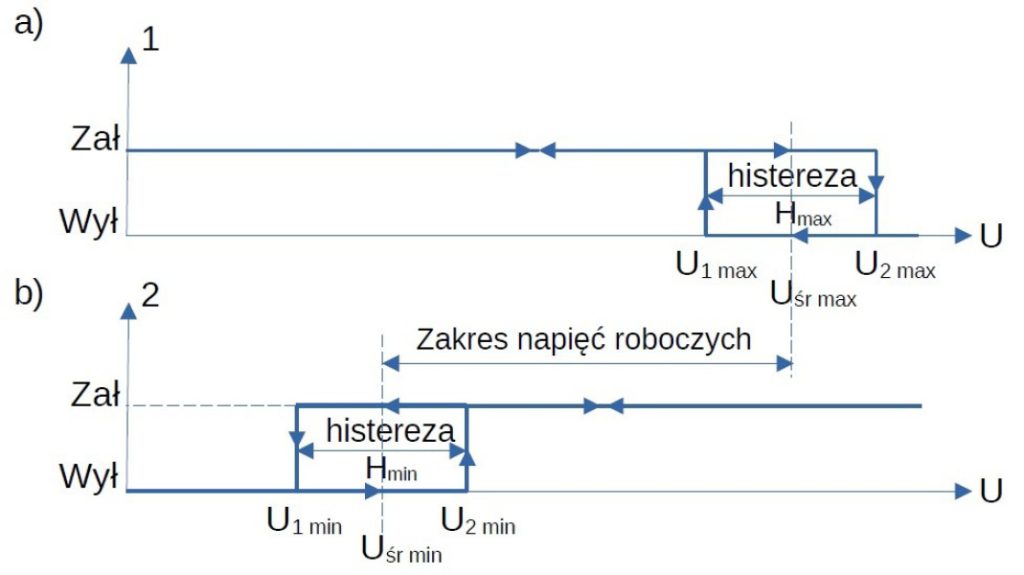
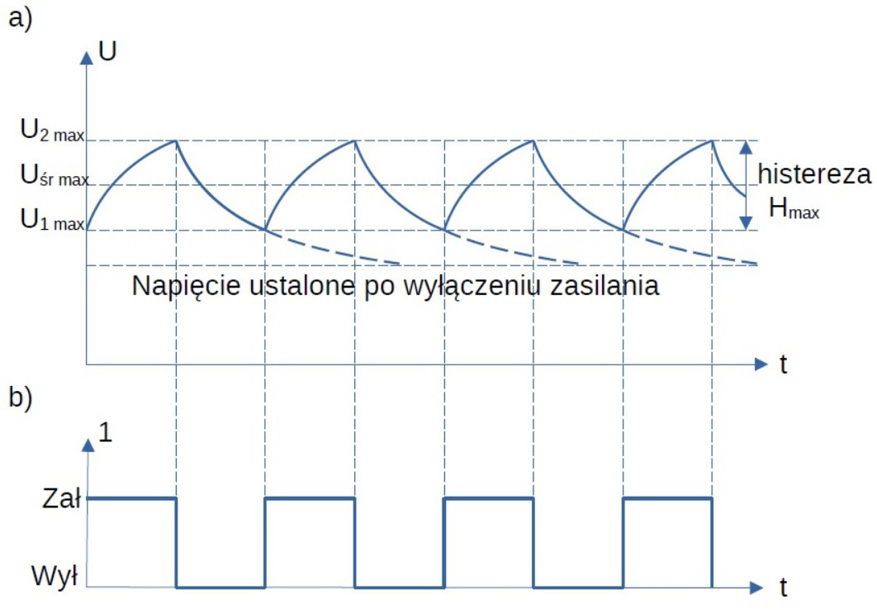
- progi załączeń i wyłączeń w torach ładowania oraz obciążenia, a także histerezy w układzie sterowania ładowaniem i obciążeniem, zabezpieczającym zasobnik przed nadmiernym ładowaniem i rozładowaniem (dotyczy zwłaszcza akumulatorowego magazynu energii).
Rozwiązanie wszystkich wyliczonych zagadnień ma wpływ na efekty pracy mikrosieci. Przede wszystkim – na stopień spełnienia kryterium (1) w postaci kosztu jednostkowego energii. Dwa z tych problemów, związane z miksem rodzajów OZE i zasobnikiem energii, przybliżono w kolejnych punktach.
Problem miksu OZE – koszty
Na początek należy zaznaczyć, że częściej, niż by mogło to się wydawać, wbrew tendencyjnym zachętom i kalkulatorom zamieszczanym na stronach firm sprzedających OZE, energia wytwarzana w OZE o mocy rzędu kilkudziesięciu kW nie jest tańsza od energii kupowanej od operatorów ogólnych sieci elektroenergetycznych. Przykładowo całkowity koszt inwestycyjny elektrowni wiatrowej o mocy 30 kW (z transportem, fundamentem, instalacją i podatkiem VAT) wynosi obecnie ok. 900 000 zł. Przy idealnym spełnieniu wszystkich warunków dobrej produktywności przez 20 lat „życia” w naszej strefie klimatycznej elektrownia ta wyprodukuje najwyżej energię 1 GWh. Biorąc pod uwagę koszty eksploatacyjne i niewielkie nawet naprawy w tym okresie, uzyskuje się w tych idealnych warunkach koszt jednostkowy powyżej 1 zł/kWh. Wystarczy jednak „nieidealność” któregoś z czynników warunkujących optymalną pracę, a koszt wytwarzanej energii będzie większy.
Problem miksu OZE – wykorzystanie energii
Drugim bardzo ważnym elementem z punktu widzenia efektywności inwestycji jest właściwe wykorzystanie wyprodukowanej energii. Idealnie by było, gdyby cała wytworzona energia, i tylko ona, szła na potrzeby przedsiębiorstwa. Niekorzystny jest każdy nadmiar energii w mikrosieci. Trzeba go „tanio” (często poniżej kosztu wytworzenia) oddawać do sieci albo akumulować w zasobniku energii. Zasobnik (jak pokazano wyżej) znacznie podnosi cenę energii o koszt jej magazynowania. Niekorzystny jest również każdy deficyt energii. Trzeba go uzupełniać drogą (przy kupowaniu) energią z ogólnej sieci lub korzystać z drogiej energii akumulowanej. Przypadek idealny, że nie ma ani nadmiaru, ani deficytu, nie jest możliwy. Zatem należy dążyć do tego, aby minimalizować zarówno nadmiary, jak i deficyty energii w mikrosieci. Można to uzyskać poprzez właściwy dobór rodzaju i mocy OZE, zasilających mikrosieć i to jest problem właściwego „miksu”.
Ogólnie można powiedzieć, że „miks” należy tak dobrać, aby sumaryczny rytm wytwarzania energii przez OZE możliwie najbardziej zbliżał się do rytmu jej użytkowania przez odbiorniki przedsiębiorstwa. Chodzi o minimalizację niezbilansowania.
Miks OZE na przykładach
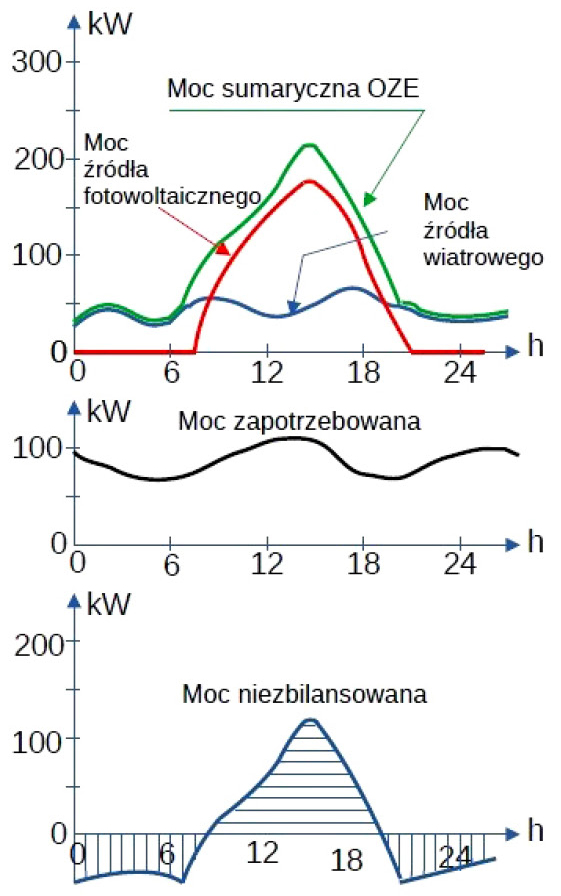
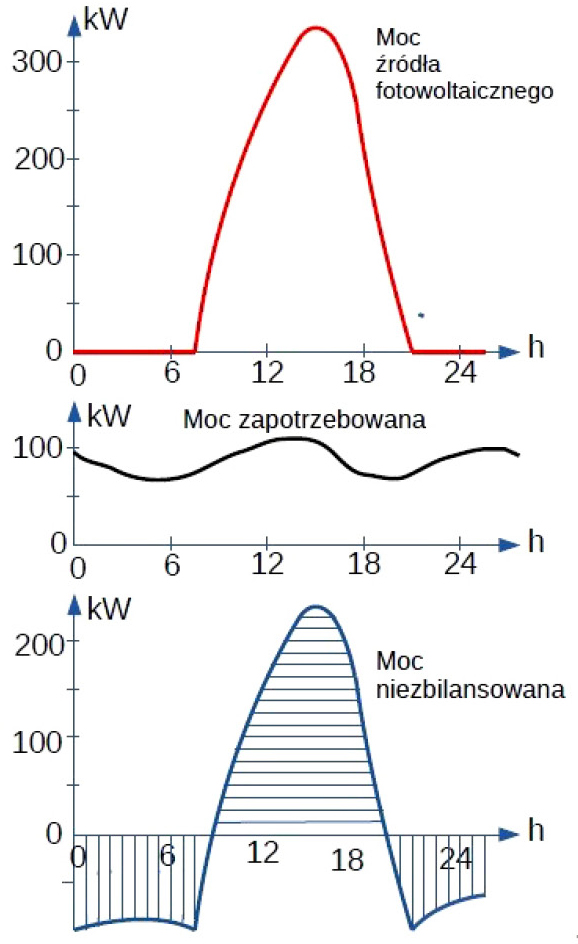
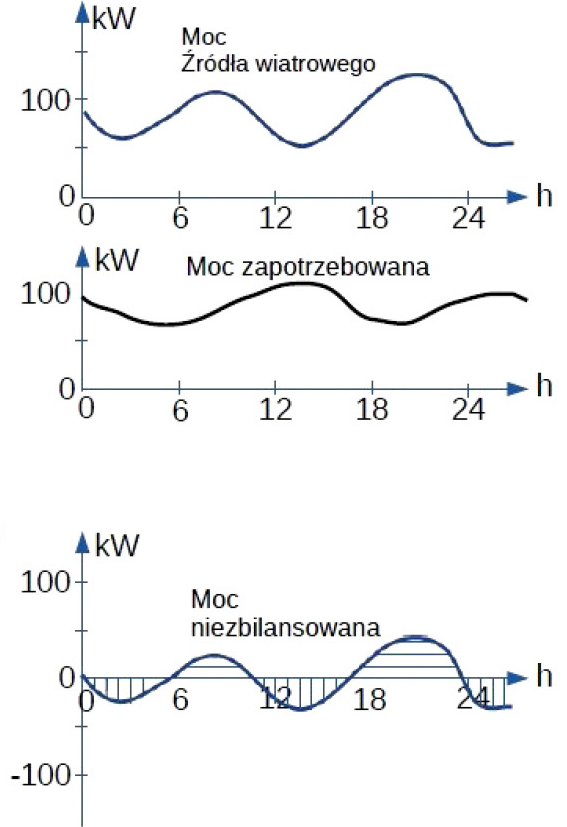
Zagadnienie przedstawiono na rys. 1, na którym – w ramach rysunków a, b oraz c – przedstawiono trzy przykładowe przypadki „miksu”. W każdym z nich jest taki sam przebieg obciążenia w zakładzie, obejmujący jedną dobę, pokazany czarną linią na rysunkach środkowych. Przyjęto, że średniodobowa moc tego obciążenia wynosi 100 kW. Rytm jej zmian jest typowy dla odbiorów komunalnych dużego miasta w Polsce, ze szczytem rannym około 12.00 godziny i wieczornym około 21.00 godziny. Jest to średnioroczny przebieg dobowego obciążenia.
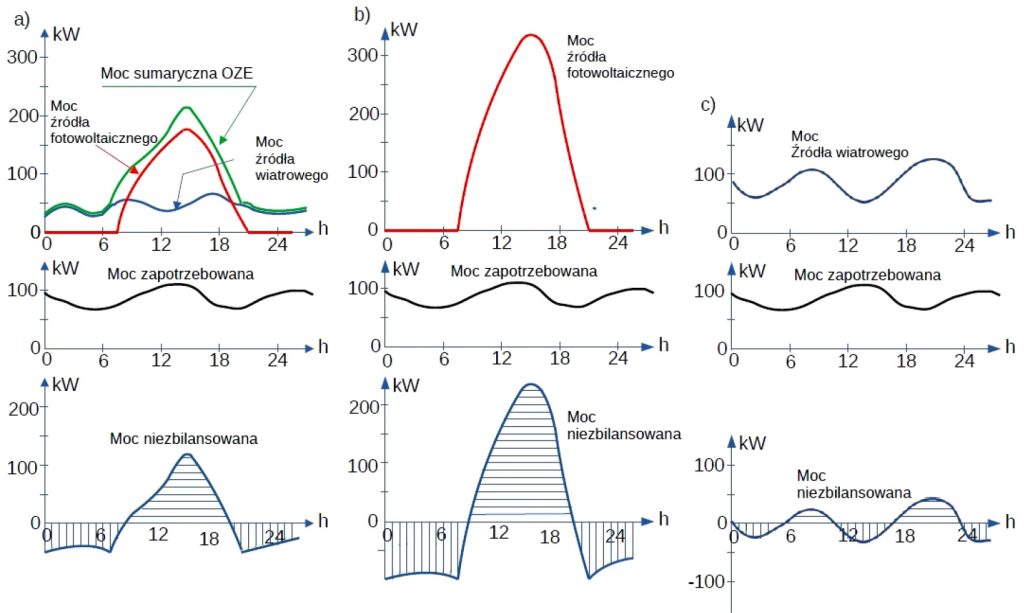
Na rysunkach górnych niebieską linią pokazano przebieg średnioroczny mocy generowanej w warunkach wietrzności w Polsce przez źródło wiatrowe. Czerwoną – takiż przebieg typowy dla źródła fotowoltaicznego w polskich warunkach nasłonecznienia.
Galeria





Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































