Moc wycinarki laserowej – czy zawsze więcej znaczy lepiej?
Moc lasera jest tematem nie do końca zrozumiałym dla klientów chcących kupić wycinarkę laserową, ponieważ producenci w swoich kampaniach reklamowych prześcigają się w oferowaniu coraz większych mocy tych urządzeń. Natomiast okazuje się, że temat ten najpierw trzeba zrozumieć, zanim się podejmie odpowiednią decyzję, ponieważ odpowiedź na tytułowe pytanie brzmi – nie, nie zawsze więcej znaczy lepiej.
W ostatnich latach poziom mocy oferowanych w wycinarkach laserowych znacznie wzrósł. Przez 30 lat lasery (wtedy jeszcze CO2) były oferowane najpierw do 4, później do 6 kW i to był w zasadzie standard. Później pojawiły się lasery światłowodowe, na początku o małej mocy (1, 2, 3, 4, 6 kW), następnie wartości te zaczęły rosnąć od 10, 15, 20, aż do 30 kW. Dziś niektórzy producenci oferują moce na poziomie nawet 40 kW. Aby móc wyobrazić sobie skalę tej mocy, warto porównać maszynę do samochodu osobowego. Takie skojarzenie pozwoli nam również uzmysłowić sobie, dlaczego przesadzanie z mocą nie ma sensu.
Możliwości kontra rzeczywistość
1 kW. Laser o mocy 1 kW jest jak maluch, który posiadał dwadzieścia kilka koni mechanicznych, ale dało się nim jeździć. Może nie wjechał pod zbyt dużą górkę i może nie zrobił tego zbyt szybko, ale dojechał. Taką wycinarką również da się wycinać – może nie zbyt grubą blachę, może nie za szybko, ale idea jest użyteczna. Natomiast jest to tak mała wartość mocy, że w zasadzie nikt jej obecnie nie kupuje, ponieważ podwojenie tej mocy jest niewiele droższe.
2 kW. Przejdźmy do lasera 2 kW – można go porównać do współczesnego samochodu o najmniejszej dostępnej mocy, który można kupić i jeździć po zakupy. Taka moc dobrze sprawdzi się tam, gdzie większość ciętych blach nie przekracza grubości 3 mm, a wydajność nie jest czynnikiem kluczowym. Laser o mocy 2 kW przetnie bez problemu blachy czarne do 12 mm, a aluminium i stal nierdzewną do 6 mm. Jest to moc, która może się sprawdzić przy cięciu na własny użytek, jednak przy usługach wydajność byłaby niekonkurencyjna.
3 kW. Następna moc, 3 kW, to już jest moc, którą można porównać do samochodu mającego 100 KM, czyli podstawowy standard miejski. Przy cienkich blachach całkiem nieźle się sprawdza, a przyzwoitą wydajność uzyskujemy przy cięciu blach czarnych do 4 mm, które przy tej mocy można ciąć jeszcze w azocie. Grubsze blachy czarne – do 15 mm – tniemy już w tlenie, ale znacznie wolniej niż w azocie. Aluminium i stal nierdzewna będą cięte poprawnie do 8 mm. Uśredniona na wszystkie cięte blachy wydajność uwzględniająca ruchy przejazdowe i czynności przygotowawcze w stosunku do 2 kW rośnie o ok 30%.
4 kW. Taką moc możemy przyrównać do samochodu z mocą 150 KM, czyli standardu w samochodach klasy średniej. 4 kW wycina w azocie blachę czarną do 5 mm, a w tlenie do 18 mm. Aluminium i stal nierdzewna cięta jest do 10 mm. Wraz ze zwiększaniem mocy przy cięciu w azocie prędkość cięcia rośnie liniowo, ale przy 4 kW nie jest jeszcze na tyle duża, aby wyraźnie uwidaczniały się ograniczenia wynikające z dynamiki ruchów głowicy tnącej. Taka moc pozwala już na przyzwoite zarabianie na usługach, jednak należy traktować ją jako minimalną do tego celu. Wydajność w stosunku do 3 kW rośnie o ok. 18%.
6 kW. To moc odpowiadająca podstawowym mocom aut klasy premium ok. 250 KM. Jest to obecnie najczęściej wybierana moc, ponieważ do mocy 6 kW wydajność wycinarki szybko rośnie i nie jest jeszcze silnie ograniczana dynamiką ruchów przy cienkich blachach. W stosunku do 4 kW przy blachach 3-6 mm będziemy widzieli znaczną różnicę w wydajności, ale dla blachy 1 mm będzie ona już niewielka. Przy mocy 6 kW tniemy stal czarną do 6 mm w azocie i do 20 mm w tlenie. Aluminium i stal nierdzewna do 12 mm. Wydajność w stosunku do 4 kW rośnie o ok. 15%.
8 kW. To już jest jak samochód o mocy 400 KM. Kosztuje już sporo, ale w mieście niewiele to zmieni, gdy musimy kluczyć wąskimi uliczkami. Co prawda na autostradzie pojedziemy szybciej, ale i tak ograniczenia prędkości nie pozwolą nam na wykorzystanie takiej mocy. Oczywiście może trochę szybciej wystartujemy spod świateł, ale to niewiele zmieni w szybkości dotarcia do celu. Tu największa różnica będzie dla blachy czarnej o grubości 8 mm, ponieważ możemy ciąć tę blachę jeszcze w azocie, co pozwala ciąć nawet 4 razy szybciej niż w tlenie. Laser 8 kW tnie stal czarną w tlenie do 25 mm, a aluminium i stal nierdzewną do 15 mm (w azocie). Przy cienkich blachach do 1,5 mm szybkość liniowa cięcia jest już tak duża, że ograniczenia dynamiki powodują, że różnica w stosunku do mocy 6 kW jest niemal pomijalna. Wydajność w stosunku do 6 kW rośnie o ok. 10%.
10 kW. Kiedy kupimy laser o mocy 10 kW, to tak, jakbyśmy mieli auto 500 KM, to jest granica dostępności samochodów seryjnych. Teraz grubość blachy czarnej ciętej w azocie rośnie do 10 mm (grubość ta jest proporcjonalna do mocy), więc największą różnicę zobaczymy właśnie dla tej grubości. Grubsze blachy czarne dalej musimy ciąć w tlenie, a tu okazuje się, że zjawiska fizyczne występujące przy cięciu w tlenie nie pozwalają na zwiększenie prędkości przy mocach powyżej 8 kW, co więcej zwiększanie mocy nawet pogarsza jakość cięcia. Ale i granica widocznej przewagi tej mocy przesuwa się przy cienkich blachach do wartości ponad 3 mm. Czyli widoczna przewaga lasera 10 kW nad 8 kW dotyczy tylko blach 4-10 mm. Wydajność w stosunku do 8 kW rośnie o ok. 6%.
12 kW. To już musimy porównać do samochodów wyścigowych o mocach 700 KM. Największa różnica będzie dla blachy czarnej 12 mm. Przy cienkich blachach taka moc będzie nawet niemożliwa do wykorzystania, ponieważ zaczyna pojawiać się zjawisko zapalenia się plazmy, która źle wpływa na proces cięcia i nie można do tego dopuścić przez zmniejszanie mocy lub przez zmniejszanie prędkości posuwu. Takie niekorzystne zjawisko występuje przy większych mocach również w stali nierdzewnej, dlatego dalsze zwiększanie mocy nie powoduje proporcjonalnego zwiększania posuwu. Wydajność w stosunku do 10 kW rośnie o ok. 3%.
15 kW. To można porównać do samochodu o mocy 1000 KM. Takie samochody to już wyłączne samochody sportowe, których opanowanie wymaga ogromnego doświadczenia, a drobny błąd kierowcy powoduje często bardzo kosztowną kolizję. Podobnie jest z laserami, gdzie wraz ze wzrostem mocy urządzenie coraz rzadziej wybacza błędy operatora. Co prawda można takim laserem ciąć blachy czarne w azocie do 15 mm, ale zaczynają się pojawiać problemy z innym zjawiskiem – thermal lensingiem, czyli zmianą pozycji ogniskowej wraz z rozgrzewaniem się elementów optycznych.
To zjawisko powoduje często utratę stabilności cięcia, co skutkuje tym, że początkowo poprawne cięcie w ciągu kilku minut pogarsza się i czasami wymaga przerwy w cięciu w celu ostygnięcia optyki. Przy tak dużych mocach znacznie skraca się również żywotność elementów eksploatacyjnych, co powoduje radykalne zwiększenie kosztów cięcia. Z tego powodu użytkownicy, którzy kupili bardzo drogi laser dużej mocy, decydują się na cięcie wolniej z mniejszą mocą dla uniknięcia powyższych problemów. Wydajność w stosunku do 12 kW rośnie o ok. 2%.
20 kW i więcej. Tu można by było kontynuować wyliczankę i porównywać do samochodów o mocach 1500 czy 2000 KM. Czy nawet do rakiety kosmicznej. Jednak czy mglista perspektywa możliwości cięcia blachy 20 mm w azocie zrekompensuje ogromne koszty zakupu oraz eksploatacji takiego lasera? Co prawda producenci starają się omijać pojawiające się problemy np. przez zwiększenie długości ogniskowych do 300 mm, ale to powoduje zwiększenie średnicy plamki i zmniejszenie gęstości mocy, co skutkuje zmniejszeniem prędkości cięcia. Może się zatem okazać, że cięcie z mocą 20 kW lub więcej, uwzględniając przerwy na naprawy, przeglądy, wymiany spalonych soczewek czy światłowodów oraz zmarnowany materiał, kosztuje więcej niż cięcie przy mniejszych mocach.
Dobro klienta przede wszystkim
Zatem czy można sprzedać laser o mocy 15, 20, 30 kW? Można, nic prostszego, kupić źródło lasera o mocy 30 kW, włożyć do wycinarki laserowej, sprzedać klientowi, a potem? Chyba już tylko uciekać. Jednak powinno się wziąć odpowiedzialność za takiego klienta i wytłumaczyć mu wszystkie ograniczenia i zagrożenia płynące z posiadania takiej mocy. Również aspekty ekonomiczne powinny wziąć tu górę. Nawet pobieżna analiza powyższych faktów wskazuje, że często znacznie korzystniej jest kupić w tej samej cenie dwie wycinarki mniejszej mocy niż jedną większą. Dwie wycinarki zapewniają podwojenie wydajności dla całego asortymentu blach. Natomiast wydanie takich samych środków na jedną wycinarkę dużej mocy może w sumie podnieść tę wydajność tylko o np. 20%.
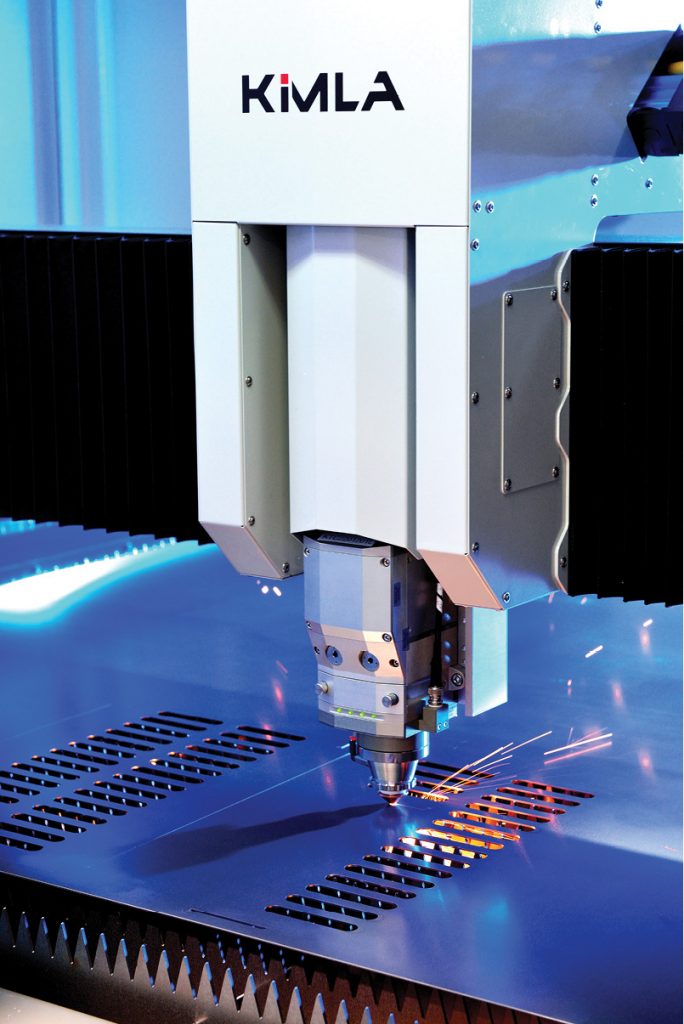
Źródło: Kimla
Galeria

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również






Programista robotów: Gdzie pracować? Video z ekspertem.
Zapraszamy do obejrzenia drugiej części nagrania z ekspertką – Dobromiłą Włodarską (robotycy.com) na temat pracy programisty robotów przemysłowych.

Transformacja polskiego przemysłu stalowego na europejskim rynku stali. Długofalowe zmiany rynkowe w ujęciu historycznym, cz. II
Z artykułu dowiesz się: czy jest szansa na obniżenie energochłonności w hutach w Polsce; czy przemysł hutniczy inwestuje w innowacyjne rozwiązania;

Targi FASTENER POLAND® – eksperci branży elementów złącznych z całego świata znowu spotkają się w Krakowie
Targi FASTENER POLAND®, które 25-26 września odbędą się w EXPO Kraków, to jedyne międzynarodowe targi elementów złącznych organizowane w Europie Środkowo-Wschodniej. Od siedmiu lat Targi FASTENER POLAND® są kluczowym forum wymiany do...


Jakość procesu cięcia laserowego blach stalowych – wpływ zawartości krzemu i innych pierwiastków stopowych
Przeprowadzono analizę czynników i parametrów decydujących o jakości procesu cięcia laserowego. Zestawiono blachy stalowe o gwarantowanej przez producentów jakości cięcia laserowego laser grade steels. Opisano wpływ zawartości krzemu i innych pierwiastków stopowy...

Nearshoring i friendshoring to szansa dla rozwoju branży TSL
W obliczu globalnych wyzwań, firmy coraz częściej decydują się na przeniesienie produkcji bliżej rynków zbytu. Trend ten zyskuje na sile, a Europa staje się atrakcyjną lokalizacją dla nowych inwestycji. Szczególną popularnością cieszą się koncepcje nearshoringu i friendshori...
Jakość procesu cięcia laserowego blach stalowych – wpływ zawartości krzemu i innych pierwiastków stopowych
Przeprowadzono analizę czynników i parametrów decydujących o jakości procesu cięcia laserowego. Zestawiono blachy stalowe o gwarantowanej przez producentów jakości cięcia laserowego laser grade steels. Opisano wpływ zawartości krzemu i innych pierwiastków stopowy...

Niekonwencjonalne metody kształtowania plastycznego
W artykule przedstawiono koncepcje czterech niekonwencjonalnych metod przeróbki plastycznej: kucia z oscylacyjnym skręcaniem, kucia z poprzecznym ruchem stempla, walcowania z poprzecznym ruchem walców oraz kucia segmentowego. Metody te umożliwiają wytwarzanie wyrobów o nietypo...

Współczesne trendy rozwojowe w obróbce skrawaniem
Obróbka skrawaniem w technologii maszyn zajmuje miejsce w grupie obróbki kształtowej – ubytkowej. Jest wiodącą techniką wytwarzania i na razie nic nie wskazuje na to, aby miało się to zmienić. Zastosowanie obróbki skrawaniem jest bardzo szerokie...

System zarządzania magazynem elementów złącznych
WMS to system zarządzania magazynem, który umożliwia kontrolowanie łańcucha dostaw. Jakie funkcje posiada?

Relacja ze szkolenia „Fotowoltaika na dachach płaskich”
12 września 2024 roku w Strykowie odbyło się szkolenie pt. „Fotowoltaika na dachach płaskich”, zorganizowane przez Stowarzyszenie DAFA. Było to pierwsze takie przedsięwzięcie w Polsce, poświęcone szczegółowym aspektom projektowania i realizacji instalacji fotowoltaicznych na d...

Przepis na sukces firmy ARSTON
Kaliska firma specjalizuje się w cięciu, wykrawaniu i gięciu długich elementów z blach. Abysprostać oczekiwaniom klientów, stawia na wysoką technologię i innowacyjne rozwiązania.Od 2011 r., czyli od początku działalności, ARSTON pracuje na obrabiarkach niemieckiegopotentata,...

Odporność stali nierdzewnej na korozję w świetle obróbki spawaniem TIG
Proces spawania stali wiąże się między innymi z negatywnymi skutkami, takimi jak podatność na korozję czy też odbarwienia. Jakie metody pozwalają zatem im zaradzić? Z artykułu dowiesz się:

Polska nie może się uwolnić od węgla. Brak inwestycji w modernizację sieci elektroenergetycznych
W Polsce ponad połowa linii elektroenergetycznych jest starsza niż 30 lat, a spory odsetek ma już ponad pół wieku. To powoduje coraz większe utrudnienia w zakresie możliwości przyłączania odnawialnych źródeł energii – dane URE pokazują, że liczba odmów przyłączenia do sieci z ...

Znamy laureatów nagrody Złoty Medal targów MODERNLOG 2024
Poznaliśmy produkty wyróżnione prestiżową nagrodą Złotego Medalu na targach Logistyki, Magazynowania i Transportu MODERNLOG 2024 oraz ITM INDUSTRY EUROPE 2024. Laureaci zawalczą teraz o Złoty Medal Wybór Konsumentów. W minionym tygod...


Kwazikryształy – aperiodyczne struktury w stopach metali
Z artykułu dowiesz się: czym są kwazikryształy;jakimi cechami się charakteryzują;gdzie mogą znaleźć zastosowanie. 5 października 2011 roku izraelski badacz Dan Shechtman o...

Polska ma szansę przyciągnąć duże inwestycje związane z nearshoringiem
Mimo rosnących kosztów pracy Polska pozostaje atrakcyjnym celem inwestycji zagranicznych związanych ze skracaniem łańcuchów dostaw (nearshoring). Tak uważają eksperci kancelarii DLA Piper. Wysoko wykwalifikowani pracownicy, rosnąca pula nieruchomości spełniających kryteria ś...


Kalendarium wydarzeń
Relacje

OpenHouse 2024: z wizytą u TRUMPF Polska
TRUMPF Polska z sukcesem zorganizowała Dni Otwarte OpenHouse 2024, które odbyły się 12 i 13 września br. Wydarzenie przyciągnęło ponad 200 gości reprezentują...
Sprawdź więcej
Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!