Badania nieniszczące magnetyczno-proszkowe MT
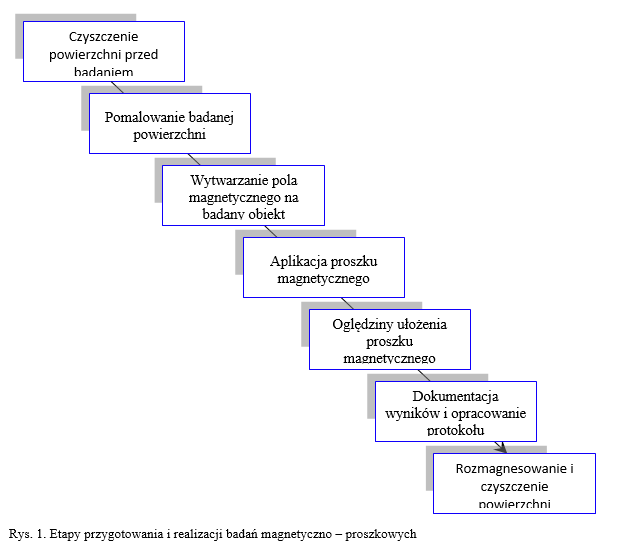
Przygotowanie
W kolejnym etapie nakłada się białą farbę podkładową – pomalowanie obiektu białą farbą ułatwia ocenę wyników badania. Stanowi niejako tło dla nakładanego później proszku magnetycznego. Na etapie przygotowań do badań należy również właściwie dobrać dla badanego materiału parametry magnesowania oraz sposób realizacji tego działania. Ważnym jest, aby kierunek działania sił pola magnetycznego był prostopadły do badanej powierzchni. To jest nieco utrudnione, gdy badane powierzchnie nie są płaskie. Przyrządy – głowice służące do wytwarzania pola magnetycznego – posiadają różne lokalizacje biegunów magnetycznych. Właściwe ustawienie urządzenia wytwarzającego pole magnetyczne w stosunku do wad ma więc ogromne znaczenie w ich wykrywaniu.
Błędy w tym zakresie mogą spowodować niewykrycie wady. Z tego powodu, dla zapewnienia wysokiego prawdopodobieństwa wykrycia nieprawidłowości, badanie powinno być realizowane w dwóch, prostopadłych kierunkach. Najlepsze rezultaty uzyskuje się, jeśli ułożenie wady jest prostopadłe do kierunku sił pola magnetycznego. Redukcja tego kąta powoduje coraz mniej wyraźne wskazania. Etap przygotowań kończy naniesienie proszku magnetycznego na badany obiekt.
Wykrywanie niedoskonałości
Na skutek wad, nieciągłości czy też niezgodności spawalniczych, naniesiony odpowiednio dobrany proszek magnetyczny zmienia swój układ w miejscu ich występowania, tym samym pozwalając na ich wykrycie. Każda różnica układu ułożenia cząstek proszku może być symptomem poszukiwanych anomalii, które mogą występować bezpośrednio lub też w pobliżu zaobserwowanego zaburzenia. Do interpretacji uzyskanych przez proszek magnetyczny wzorów wykorzystać można wzorniki (wzorce Bertholda). Ułatwiają one określenie miejsc niedoskonałości a także określenie rodzaju niezgodności w strukturze materiału i oszacowanie jej wielkości. W przypadku złączy spawanych, anomalie mogą przejawiać się rozproszeniem proszku, co jest spowodowane zaburzeniem pola magnetycznego.
Oświetlenie
Od staranności realizacji obserwacji układania się proszku zależy poprawność a także jakość uzyskanych wyników badań. Na tym etapie należy zachować właściwe warunki obserwacji, przede wszystkim oświetlenia badanej powierzchni. Należy też wziąć pod uwagę efektywny obszar badania w zastosowanej metodzie magnesowania, gdyż często etap magnesowania przebiega z etapem obserwacji.
Dokumentacja – badania magnetyczno-proszkowe
Kolejnym etapem realizacji badania jest dokumentacja jego wyników w zależności od wymogów odnoszących się do samego badania i sporządzenie protokołu, którego częścią może być np. dokumentacja zdjęciowa. Następnie powinno nastąpić oczyszczenie badanego przedmiotu. Badanie kończy zazwyczaj rozmagnesowanie obiektu badań, o ile magnetyzm szczątkowy nie jest odpowiednio mały.
Kwalifikacje niezbędne do realizacji badań magnetyczno-proszkowych
Certyfikowane badania nieniszczące może wykonywać personel po właściwym przeszkoleniu. W przypadku badań złączy spawanych, niezbędne kwalifikacje określa norma PN-EN ISO 9712 „Badania nieniszczące – Kwalifikacja i certyfikacja personelu badań nieniszczących” oraz norma PN-EN ISO 9934 „Badania nieniszczące – Badania magnetyczne proszkowe”. Również wymagania dotyczące jednostek certyfikujących osoby podlegają regulacji przez normę PN-EN ISO/IEC 17024:2012 „Ocena zgodności. Ogólne wymagania dotyczące jednostek certyfikujących osoby”.
Wykształcenie i szkolenia
Osoba ubiegająca się o certyfikację musi spełniać minimalne wymagania odnoszące się do szkolenia a także praktyki przemysłowej w odpowiedniej metodzie, stopniu i sektorze. Powinna również posiadać pozytywny wynik badania wzroku oraz spełniać wymogi odnośnie wykształcenia. Dla 1. i 2. stopnia osoba powinna posiadać wykształcenie co najmniej średnie ogólne lub też techniczne. W przypadku wykształcenia zasadniczego technicznego, musi posiadać minimum 3 letnią praktykę w badaniach nieniszczących. W przypadku ubiegania się o certyfikację 3. stopnia, kandydat musi posiadać wykształcenie co najmniej średnie ogólne lub techniczne. Czas szkolenia to minimum 16 godzin dla 1. stopnia i 24 godziny dla stopnia drugiego. Trzeci stopień certyfikacji wymaga minimum kolejnych 24 godzin szkolenia. Ponadto wymagana jest praktyka przemysłowa, a w przypadku certyfikacji najwyższego stopnia, należy spełnić dodatkowe warunki. Kwalifikacje wymagają odnawiania/recertyfikacji po upływie określonego czasu.
Osoba wykonująca badanie powinna znać podstawy fizyczne realizacji metody i jej ograniczenia, sposoby magnesowania, wykrywanie magnetycznego pola rozproszenia, organizację badania i przepisy bezpieczeństwa jak również dokumenty normatywne oraz terminologię. W ramach szkolenia powinna też nabyć wiedzę na temat praw odnoszących się do przepływu prądu w obwodach elektrycznych, własności magnetycznych materiałów, parametrów opisujących pole magnetyczne i oddziaływania pola magnetycznego na element ferromagnetyczny. Ponadto powinna znać, jaki wpływ na badanie ma kształt i wymiary badanego elementu na wzbudzone w nim pole magnetyczne, przyrządy i środki do badań, a także umieć je dobierać do konkretnego zadania, posiadając również wiedzę na temat podstawowych procesów technologicznych, znać sposoby kontroli warunków realizacji badania, zasad tworzenia protokołów, metod rozmagnesowania obiektu badanego. Powinna też posiadać umiejętność lokalizacji i wymiarowania niezgodności.

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Robo Challenge: zaprogramuj robota!
Tegoroczna, czwarta już edycja Robo Challenge odbędzie się dniach 9 oraz 10 października 2024 r. we Wrocławiu. Wydarzenie to wielowymiarowa przestrzeń wymiany doświadczeń i kontaktów z zakresu automatyki i robotyki przemysłowej. ...

Ekologiczna stal pozyskiwana z odpadów!
O ekologicznej produkcji stali mówi się w ostatnim czasie coraz więcej. Zazwyczaj odnosi się ona do kwestii emisji gazów cieplarnianych, uwalnianych podczas produkcji. Tym razem doniesienia naukowców mówią o samych materiałach, wykorzystywanych podczas wytwarzania stali.

Zalety użycia nitonakrętek i nitotrzpieni w montażu
Nitonakrętki i nitotrzpienie to elementy złączne, które służą do trwałego lub półtrwałego łączenia różnych materiałów. Dowiedz się, jakie konkretnie zastosowanie mają nitonakrętki i nitotrzpienie w montażu i dlaczego warto wykorzyst...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Sytuacja firm w Polsce a eksport towarów: dane i badania
73% polskich firm jest spokojnych o perspektywy eksportu w 2024 r.: po burzy przychodzi słońce? Ostrożność jednak ich nie opuszcza – zarządzający nimi są najmniej optymistyczni w porównaniu z przedsiębiorcami z innych krajów Od p...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Polska strategia cyfryzacji: czy przemysł skorzysta z 5G?
Polska potrzebuje nowej strategii cyfryzacji, w której zawarty zostanie plan rozwoju infrastruktury technologii informacyjno-komunikacyjnych (ICT). Powinien on zostać dostosowany do możliwości i potrzeb krajowych - ocenili eksperci podczas XVI Europejskiego Kongresu Gospodar...

Niskoemisyjna i naturalna przyszłość branży budowlanej
Ograniczanie emisji CO2 w branży budowlanej staje się koniecznością – wymaga tego osiągnięcie neutralności klimatycznej w 2050 r. Nie uda się to bez upowszechnienia w budownictwie naturalnych materiałów i technologii oraz zasad Gospodarki Obiegu Zamkniętego (GOZ), czyli ponown...

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Gazy osłonowe do spawania łukowego drutem litym (MAG) stali węglowych i niskostopowych
Spawanie łukowe elektrodą topliwą w osłonie gazu aktywnego, określane w skrócie jako metoda MAG (ang. Metal Active Gas) lub GMAW (ang. Gas Metal Arc Welding), jest bez wątpienia najczęściej stosowaną metodą łączenia stali niskostopowych oraz niestopowych, nazywanyc...

MFiPR: Powstanie Społeczny Fundusz Klimatyczny z budżetem 50 mld zł na inwestycje w energetykę
Nowelizacja ustawy o zasadach prowadzenia polityki rozwoju, przyjęta przez Sejm 15 maja br., po wejściu w życie, da podstawy do wdrażania Społecznego Funduszu Klimatycznego. W jego ramach dostępnych będzie aż 50 mld zł na inwestycje w energetykę. Kto będzie mógł ubiegać się ...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Co roku korozja niszczy 25 mln ton stali
W ciągu roku na świecie korozja niszczy 25 mln ton stali. Globalny roczny koszt strat z nią związanych wynosi około 2,5 biliona dolarów. Mimo nowych metod ochrony nadal nie umiemy wyeliminować tego procesu - podkreśla dr Adrian Gudwański z Uniwersytetu Śląskiego.

30% projektów zostało opóźnionych z powodu przestępczości budowlanej
Jak wynika z nowo opublikowanego raportu BauWatch „Niewidoczne Zagrożenia: Indeks Przestępczości w Budownictwie 2024” aż 40 proc. respondentów zauważyło wzrost przypadków kradzieży w ostatnim roku. Co więcej aż 64 proc. osób przyznało, że przynajmniej raz w roku byli świadkami...




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















