
Badania nieniszczące magnetyczno-proszkowe MT
Przygotowanie
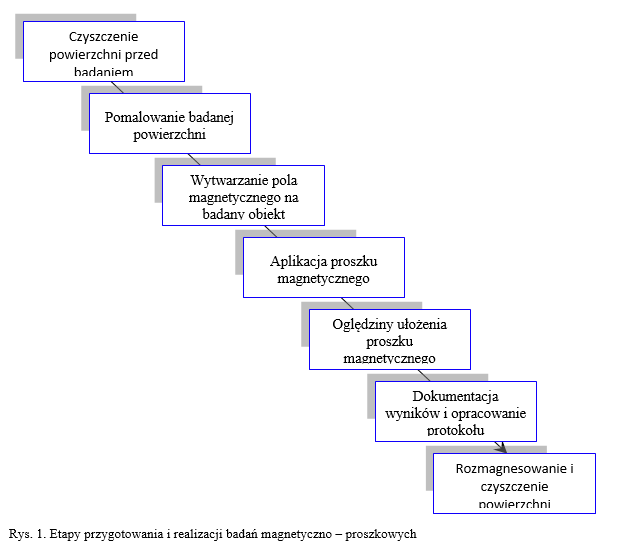
W kolejnym etapie nakłada się białą farbę podkładową – pomalowanie obiektu białą farbą ułatwia ocenę wyników badania. Stanowi niejako tło dla nakładanego później proszku magnetycznego. Na etapie przygotowań do badań należy również właściwie dobrać dla badanego materiału parametry magnesowania oraz sposób realizacji tego działania. Ważnym jest, aby kierunek działania sił pola magnetycznego był prostopadły do badanej powierzchni. To jest nieco utrudnione, gdy badane powierzchnie nie są płaskie. Przyrządy – głowice służące do wytwarzania pola magnetycznego – posiadają różne lokalizacje biegunów magnetycznych. Właściwe ustawienie urządzenia wytwarzającego pole magnetyczne w stosunku do wad ma więc ogromne znaczenie w ich wykrywaniu.
Błędy w tym zakresie mogą spowodować niewykrycie wady. Z tego powodu, dla zapewnienia wysokiego prawdopodobieństwa wykrycia nieprawidłowości, badanie powinno być realizowane w dwóch, prostopadłych kierunkach. Najlepsze rezultaty uzyskuje się, jeśli ułożenie wady jest prostopadłe do kierunku sił pola magnetycznego. Redukcja tego kąta powoduje coraz mniej wyraźne wskazania. Etap przygotowań kończy naniesienie proszku magnetycznego na badany obiekt.
Wykrywanie niedoskonałości
Na skutek wad, nieciągłości czy też niezgodności spawalniczych, naniesiony odpowiednio dobrany proszek magnetyczny zmienia swój układ w miejscu ich występowania, tym samym pozwalając na ich wykrycie. Każda różnica układu ułożenia cząstek proszku może być symptomem poszukiwanych anomalii, które mogą występować bezpośrednio lub też w pobliżu zaobserwowanego zaburzenia. Do interpretacji uzyskanych przez proszek magnetyczny wzorów wykorzystać można wzorniki (wzorce Bertholda). Ułatwiają one określenie miejsc niedoskonałości a także określenie rodzaju niezgodności w strukturze materiału i oszacowanie jej wielkości. W przypadku złączy spawanych, anomalie mogą przejawiać się rozproszeniem proszku, co jest spowodowane zaburzeniem pola magnetycznego.
Oświetlenie
Od staranności realizacji obserwacji układania się proszku zależy poprawność a także jakość uzyskanych wyników badań. Na tym etapie należy zachować właściwe warunki obserwacji, przede wszystkim oświetlenia badanej powierzchni. Należy też wziąć pod uwagę efektywny obszar badania w zastosowanej metodzie magnesowania, gdyż często etap magnesowania przebiega z etapem obserwacji.
Dokumentacja – badania magnetyczno-proszkowe
Kolejnym etapem realizacji badania jest dokumentacja jego wyników w zależności od wymogów odnoszących się do samego badania i sporządzenie protokołu, którego częścią może być np. dokumentacja zdjęciowa. Następnie powinno nastąpić oczyszczenie badanego przedmiotu. Badanie kończy zazwyczaj rozmagnesowanie obiektu badań, o ile magnetyzm szczątkowy nie jest odpowiednio mały.
Kwalifikacje niezbędne do realizacji badań magnetyczno-proszkowych
Certyfikowane badania nieniszczące może wykonywać personel po właściwym przeszkoleniu. W przypadku badań złączy spawanych, niezbędne kwalifikacje określa norma PN-EN ISO 9712 „Badania nieniszczące – Kwalifikacja i certyfikacja personelu badań nieniszczących” oraz norma PN-EN ISO 9934 „Badania nieniszczące – Badania magnetyczne proszkowe”. Również wymagania dotyczące jednostek certyfikujących osoby podlegają regulacji przez normę PN-EN ISO/IEC 17024:2012 „Ocena zgodności. Ogólne wymagania dotyczące jednostek certyfikujących osoby”.
Wykształcenie i szkolenia
Osoba ubiegająca się o certyfikację musi spełniać minimalne wymagania odnoszące się do szkolenia a także praktyki przemysłowej w odpowiedniej metodzie, stopniu i sektorze. Powinna również posiadać pozytywny wynik badania wzroku oraz spełniać wymogi odnośnie wykształcenia. Dla 1. i 2. stopnia osoba powinna posiadać wykształcenie co najmniej średnie ogólne lub też techniczne. W przypadku wykształcenia zasadniczego technicznego, musi posiadać minimum 3 letnią praktykę w badaniach nieniszczących. W przypadku ubiegania się o certyfikację 3. stopnia, kandydat musi posiadać wykształcenie co najmniej średnie ogólne lub techniczne. Czas szkolenia to minimum 16 godzin dla 1. stopnia i 24 godziny dla stopnia drugiego. Trzeci stopień certyfikacji wymaga minimum kolejnych 24 godzin szkolenia. Ponadto wymagana jest praktyka przemysłowa, a w przypadku certyfikacji najwyższego stopnia, należy spełnić dodatkowe warunki. Kwalifikacje wymagają odnawiania/recertyfikacji po upływie określonego czasu.
Osoba wykonująca badanie powinna znać podstawy fizyczne realizacji metody i jej ograniczenia, sposoby magnesowania, wykrywanie magnetycznego pola rozproszenia, organizację badania i przepisy bezpieczeństwa jak również dokumenty normatywne oraz terminologię. W ramach szkolenia powinna też nabyć wiedzę na temat praw odnoszących się do przepływu prądu w obwodach elektrycznych, własności magnetycznych materiałów, parametrów opisujących pole magnetyczne i oddziaływania pola magnetycznego na element ferromagnetyczny. Ponadto powinna znać, jaki wpływ na badanie ma kształt i wymiary badanego elementu na wzbudzone w nim pole magnetyczne, przyrządy i środki do badań, a także umieć je dobierać do konkretnego zadania, posiadając również wiedzę na temat podstawowych procesów technologicznych, znać sposoby kontroli warunków realizacji badania, zasad tworzenia protokołów, metod rozmagnesowania obiektu badanego. Powinna też posiadać umiejętność lokalizacji i wymiarowania niezgodności.


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































