
Zastosowania przemysłowe optycznych współrzędnościowych maszyn pomiarowych
Optyczne współrzędnościowe maszyny pomiarowe 3D
W zastosowaniach praktycznych często pojawia się potrzeba wykonania przestrzennych współrzędnościowych pomiarów wielkości geometrycznych, tzn. pomiarów 3D. Pomiarów dokonuje się za pomocą wideomikroskopów pomiarowych 2D, które w niektórych sytuacjach są niewystarczające. Firmy produkujące sprzęt pomiarowy – takie jak Hexagon, Mitutoyo, Optical Gaging Products, Werth itp. – proponują dwa sposoby rozwiązania tego problemu. Pierwszy z nich polega na wyposażeniu wideomikroskopów pomiarowych 2D w dodatkowe układy pomiarowe, optyczne lub stykowe. Pozwolą one wykonywać pomiary także wzdłuż osi pionowej wideomikroskopu. Drugi sposób to opracowanie specjalnych konstrukcji OWMP wyposażonych w różnego rodzaju specjalizowane sensory optyczne.
W rezultacie użytkownicy sprzętu pomiarowego coraz częściej mają do czynienia z multisensorowymi współrzędnościowymi systemami pomiarowymi. Wyposażenie OWMP w dodatkową głowicę stykową pozwala na wykonywanie pomiarów tych parametrów geometrycznych przedmiotu mierzonego. Z różnych przyczyn nie można zmierzyć ich optycznie. W procesach produkcji ważne jest to, że dzięki zastosowaniu kilku sensorów w jednym systemie pomiarowym można szybko ocenić różne właściwości geometryczne przedmiotu. Nie jest przy tym konieczna zmiana jego zamocowania.
Przykłady współrzędnościowych maszyn pomiarowych 3D
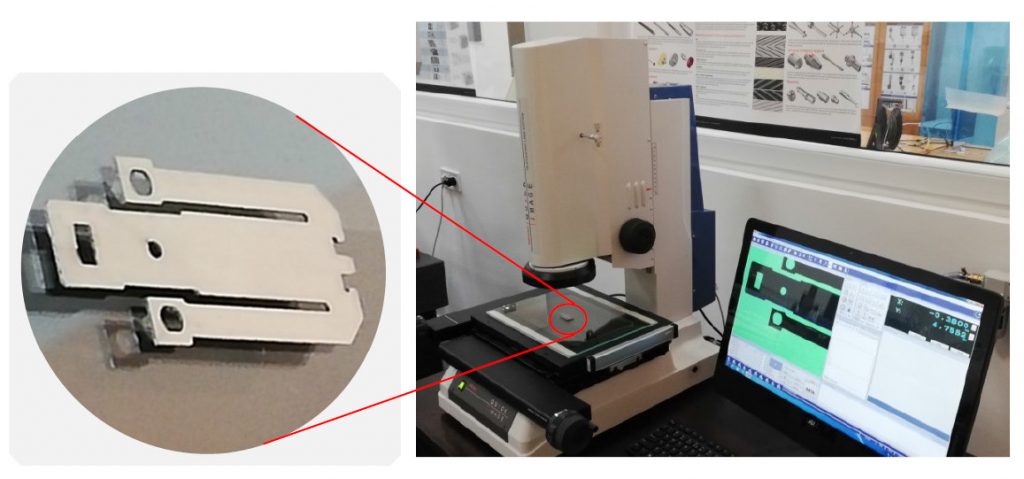
Na rys. 3 pokazano OWMP VideoCheck IP 250/400 firmy Werth z sensorem wizyjnym i systemem automatycznego ustawiania ostrości obrazu [6]. Jest to optyczna współrzędnościowa maszyna pomiarowa do pomiarów 3D. Można w niej dodatkowo zainstalować głowicę pomiarową przeznaczoną do pomiarów stykowych. Wówczas maszyna ta będzie maszyną multisensorową.
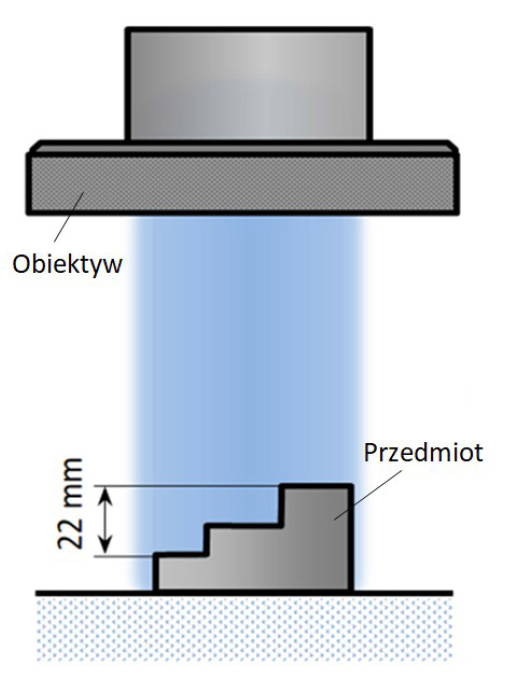
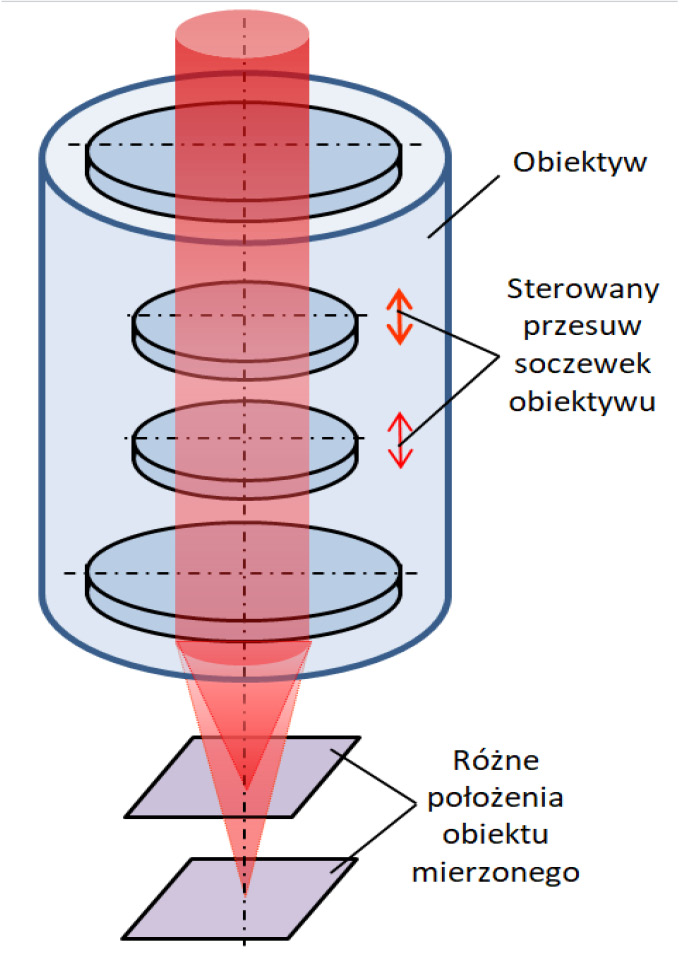
Optyczne maszyny pomiarowe firmy Werth wyposażane są w obiektywy zmiennoogniskowe [3]. Schemat takiego obiektywu pokazano na rys. 4. Do przemieszczania soczewek wewnątrz obiektywu zastosowano silnik jak również precyzyjne prowadnice liniowe. Zapewnia to wysoką powtarzalność pozycjonowania, a także automatyczną regulację powiększenia systemu optycznego maszyny pomiarowej. Konstrukcja obiektywu umożliwia zmianę powiększenia w zakresie od 1× do 10× oraz odległości roboczych w zakresie od 30 mm do 250 mm. Zastosowanie tego obiektywu zmniejsza zatem ryzyko kolizji podczas pomiarów przedmiotów o symetrii obrotowej, głębokich otworów itp.
Dokładność pomiaru wielkości geometrycznych za pomocą OWMP zależy od wielu uwarunkowań i parametrów. Należą do nich czynniki związane z optyką, np.:
- rodzaj zastosowanego źródła światła,
- natężenie światła i jego barwa,
- sposób oświetlenia mierzonego obiektu,
- powiększenie układu optycznego, a także
- metoda ustawiania ostrości obrazu.
Spośród pozostałych czynników można wymienić np.: maksymalny dopuszczalny błąd OWMP czy czystość powierzchni mierzonego elementu.
W ostatnim dziesięcioleciu pojawiły się także normy dotyczące badań odbiorczych i okresowych optycznych współrzędnościowych maszyn pomiarowych oraz maszyn multisensorowych. Normy te odnoszą się do maszyn współrzędnościowych z głowicami wizyjnymi [7], maszyn z optycznymi sensorami odległości [8] oraz maszyn multisensorowych [9]. Określono w nich wymagania, które podlegają kontroli podczas badań odbiorczych, a także okresowych.
Podsumowanie – maszyny pomiarowe
Rozwój automatyzacji oraz systemów i technik optycznych sprawia oczywiście, że optyczne współrzędnościowe systemy pomiarowe znajdują zastosowanie w wielu gałęziach przemysłu. Zadania, które realizuje się w przemyśle przez OWMP są bardzo różnorodne. Należą do nich np. kontrola wymiarów wyrobów, inżynieria odwrotna, identyfikacja defektów elementów wytwarzanych z materiałów metalowych itp., nadzorowanie procesów produkcyjnych.
Wideomikroskopy pomiarowe 2D pozwalają szybko i dokładnie wykonać pomiary, które dotychczas realizowano za pomocą mikroskopów i projektorów pomiarowych. OWMP 3D mogą wyznaczać przestrzenne charakterystyki geometryczne mierzonego obiektu, jak również pracować w trybie sterowania automatycznego CNC. Sterowane numerycznie optyczne systemy pomiarowe i automatyczne procedury przetwarzania obrazów powodują, że wyniki są w niewielkim stopniu zależne od operatora. Ma to duże znaczenie w produkcji seryjnej, np. podczas kontroli przebiegu procesów obróbki i montażu.
Na koniec można dostrzec, że pomiary optyczne umożliwiają wyznaczenie dużej liczby współrzędnych punktów pomiarowych w stosunkowo krótkim czasie. Jest to istotną zaletą w przeciwieństwie do pomiarów stykowych. Ponadto bezstykowy sposób pomiaru optycznego umożliwia bezpieczną i dokładną kontrolę przedmiotów. Dotyczy to zarówno tych wykonanych z materiałów kruchych jak również podatnych na odkształcenia wywołane naciskiem pomiarowym podczas pomiarów stykowych.
Może Cię też zainteresować >> Pomiary hałasu za pomocą urządzeń mobilnych
Piśmiennictwo
- Ratajczyk E., Woźniak A.: Współrzędnościowe systemy pomiarowe. Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa 2016.
- Wieczorowski M., Szelewski M., Gapiński B., Michalski R., Mroczka M.: Weryfikacja metrologiczna wybranych urządzeń współrzędnościowej techniki pomiarowej stosowanych w inżynierii odwrotnej. „Przegląd Mechaniczny”, 2018, nr 11, s. 21 24; DOI: 10.15199/148.2018.11.4.
- Christoph R., Neumann H.J.: Multisensor-Koordinatenmesstechnik – Produktionsnahe optisch-taktile Maß-, Form- und Lagebestimmung. „Die Bibliothek der Technik„. Band 248. Verlag Moderne Industrie, 2006.
- https://www.mitutoyo.com/QuickImage/index.html
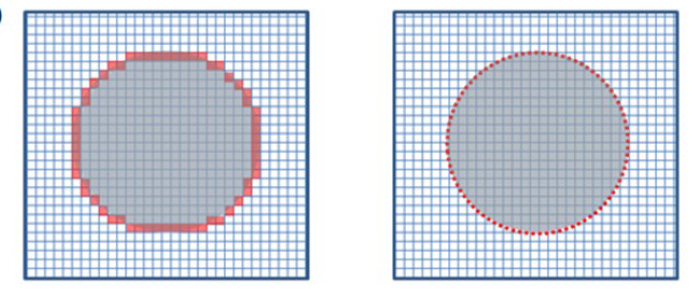
- Yin A., Yang Z., Long G.: Precise sub-pixel size measurement with linear interpolation. „Optica Applicata”, vol. 45, no. 1, 2015, 113-123. DOI: 10.5277/oa150111.
- https://www.werth.de/us/unser-angebot/products/multisensor-cmms/for-shopfloor-and-gage-lab/werth-videocheck-ip-250400.html
- PN-EN ISO 10360-7:2011: Specyfikacje geometrii wyrobów (GPS) – Badania odbiorcze i okresowe współrzędnościowych maszyn pomiarowych (CMM) – Część 7: CMM wyposażone w zespoły głowicy pomiarowej rejestrującej obraz.
- ISO 10360-8:2013: Geometrical product specifications (GPS) – Acceptance and reverification tests for coordinate measuring systems (CMS) – Part 8: CMMs with optical distance sensors.
- ISO 10360-9:2013: Geometrical product specifications (GPS) – Acceptance and reverification tests for coordinate measuring systems (CMS) – Part 9: CMMs with multiple probing systems.
Galeria






Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































