Wady materiałowe w procesie tłoczenia blach dla przemysłu motoryzacyjnego – charakterystyka defektów i ich przyczyny
Wady materiałowe: żebrowania i ślady posuwu walców
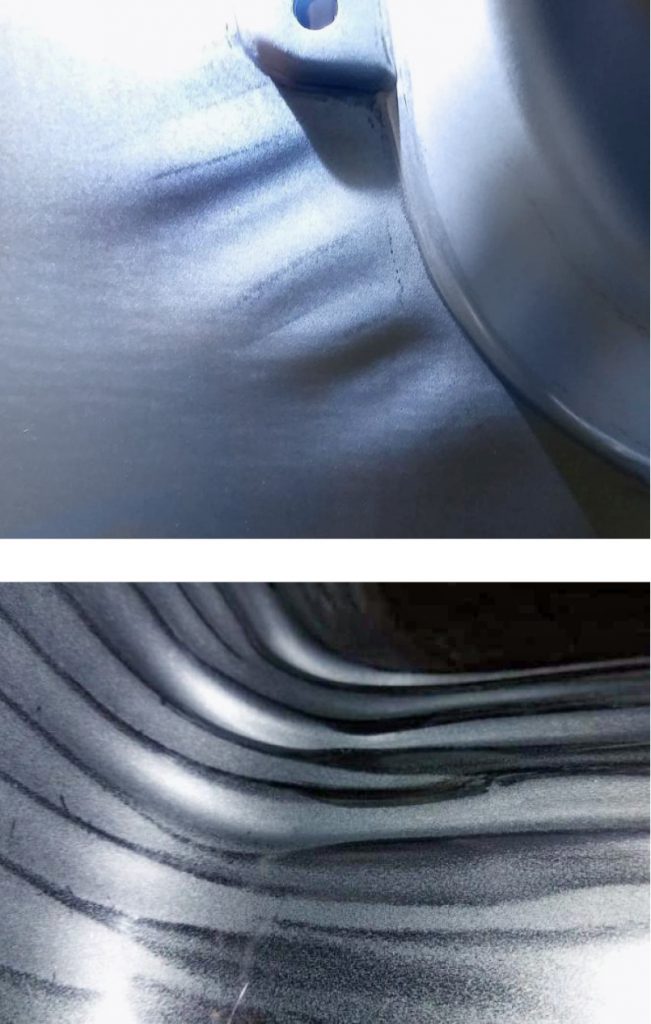
Kolejnym rodzajem wad są żebrowania i ślady posuwu walców. Defekt żebrowania występuje prostopadle do kierunku walcowania. Żebrowania mają kształt zakrzywionych linii przebiegających w poprzek szerokości taśmy lub krawędzi taśmy. Linie mogą być ciasno ułożone lub w większych odstępach między sobą. Odległości między liniami mogą być regularne lub nieregularne.
Przyczyną powstania defektu jest lokalna zmiana właściwości taśmy, ujawniająca się podczas rozwijania taśmy w hucie. Duży wpływ na powstanie defektu mają: konstrukcja stosowanej zwijarki, grubość blachy, a także stosowane wałki, które mogą być źle wyregulowane lub uszkodzone, przez co dotykają naprężonej taśmy stalowej w strefie swego oddziaływania. Wpływ na powstanie defektu ma także wysokie wydłużenie w połączeniu z niską granicą plastyczności, co sprzyja powstaniu defektu. Żebrowanie może powstać podczas walcowania na zimno, ale także podczas dalszej obróbki stali. Ślady posuwu walców występują w formie krótkich oraz niezbyt głębokich rys na materiale. Rysy powstają przy poślizgu walców walcarki na powierzchni taśmy stalowej. Powodem poślizgu mogą być:
- nieodpowiednia chropowatość na wałkach roboczych,
- gwałtowne zmiany grubości taśmy,
- błąd mechaniczny walcarki,
- nierozpuszczalne środki smarne na powierzchni taśmy stalowej.
Wady na formatach stalowych
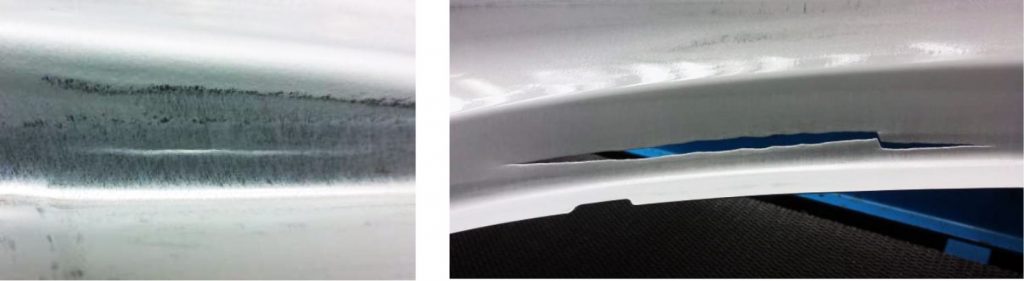
Na jakość gotowych części mogą również wpłynąć wady występujące na formatach stalowych, z których wytwarza się końcowy produkt. Wady te najczęściej wykrywa się już na gotowych częściach. Do najbardziej istotnych należą przeciągnięcia i pęknięcia. Definicja przeciągnięć mówi, że jest to miejscowe, trwałe rozciągnięcie materiału, powstające podczas naciągania blachy na ciągowniku. Przeciągnięcia mają najczęściej podłużny kształt i są widoczne w postaci pocienień oraz przewężeń na części. Podczas ciągnienia materiał poddawany jest dużym siłom rozciągającym, a co za tym idzie – dochodzi do zmian jego grubości. Gdy materiał stanie się zbyt cienki w danym miejscu, dochodzi do przeciągnięcia.
Przyczyną powstawania problemu może być materiał, z którego wytłaczamy części, ponieważ każda partia blachy posiada nieco inną specyfikację i może się zdarzyć, że materiał nie spełnia swoich właściwości lub posiada defekty punktowe w postaci wtrąceń lub innych wad, co dodatkowo osłabia materiał. Problemem może też być siła nacisku prasy, która jest zbyt duża, oraz utrudniony przepływ materiału na promieniach stempla, zwłaszcza na promieniach o małym kącie.
Pęknięcie jest to miejscowe, trwałe rozwarstwienie materiału, powstające podczas naciągania blachy na ciągowniku. Pęknięcia mają najczęściej podłużny kształt i są widoczne w postaci oddzielenia się od siebie materiału na części. Podczas ciągnienia materiał obrabiany poddawany jest dużym siłom rozciągającym. Gdy siły te zostaną przekroczone, materiał pęka. Problemem powodującym pęknięcia może też być, podobnie jak w przypadku przeciągnięć, zbyt duża siła nacisku prasy, a także utrudniony przepływ materiału na promieniach stempla, zwłaszcza na promieniach o małym kącie, na tak zwanych ostrych promieniach.
Wady materiałowe: pofalowania
Innym przykładem wady mogą być pofalowania. Jest to miejscowe, trwałe falowanie materiału, powstające podczas naciągania formatki na ciągowniku. Powstaje od zbyt swobodnego przepływu materiału na hamulcach, może być to spowodowane zbyt dużym dystansem między matrycą a dociskaczem. Winne są temu za duże wysokości kołków dystansowych na dociskaczu. Drugi powód swobodnego przepływu materiału to za małe siły dolnej poduszki stawiającej opór przy naciąganiu. Przez to formatka po spotkaniu matrycy z dociskaczem jest za słabo ściśnięta. Kolejny powód to błędne rozmieszczenie sił poduszki dolnej, formatka naciąga się z jednej tylko strony, a swobodnie płynie przez hamulce z drugiej. Następny powód to za mała wysokość tłoczenia, przez co formatka nie jest dostatecznie rozciągnięta i dotłoczona. Kolejnym powodem może być za duża ilość płynu myjącego lub też oleju z olejarki. To zmniejsza tarcie na hamulcach i dochodzi do niekontrolowanego przepływu materiału.
Błędy podczas obróbki plastycznej
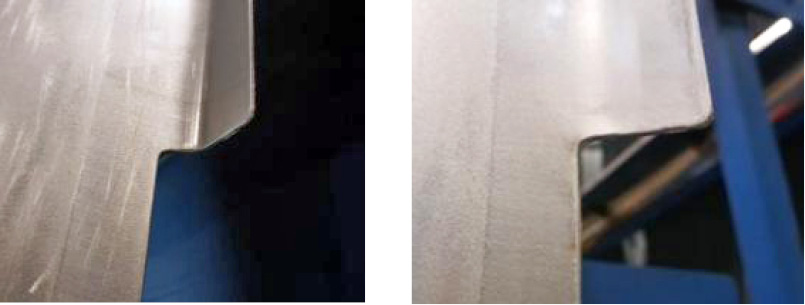
Kolejna wada to nieprawidłowo przeprowadzony proces docięcia i dogięcia materiału podczas obróbki plastycznej. Nieprawidłowe docięcie jest efektem nieprawidłowego wykonania operacji przez okrojnik podczas wycinania otworu na części. Problem powstaje przez zbyt krótki stempel tnący, który mógł zostać zbyt mocno naostrzony. Co za tym idzie – skrócono jego długość i podczas dotłaczania zbyt płytko wchodzi w matrycę. Efektem tego jest nieprawidłowe wycinanie. Aby prawidłowo wyciąć element, stempel tnący musi wchodzić w matrycę na długość 2-3 mm. Oprócz wycięcia trzeba spowodować, aby wycięty fragment materiału wypadł z matrycy. Powodem może też być zbyt niskie ciśnienie dotłaczania na okrojniku, przez co suwak nie zostaje dociśnięty do matrycy z odpowiednią siłą. Co za tym idzie, stempel tnący nie docina do końca części.

Problem związany z doginaniem to efekt nieprawidłowo wykonanej operacji przez tłocznik wykańczający podczas doginania krawędzi części. Pierwszy z powodów, przez który krawędź części nie zostaje prawidłowo dogięta, to wyciek medium z cylindrów gazowych poruszających podkładką. Zbyt niskie ciśnienie w cylindrze oznacza mniejszy opór, jaki wywiera automatyzm na nacisk prasy. Przez to krawędź części nie jest wystarczająco dobrze ściśnięta i nie dogina się odpowiednio do krawędzi stempla. Drugi powód to zbyt duży luz między matrycą a stemplem, przez co po zagięciu krawędź nie posiada wymaganego kształtu. W przypadku zbyt dużego luzu między matrycą a stemplem, po przetłoczeniu części, jej krawędź ma zbyt zaokrąglony kształt. Aby zmniejszyć luz między stemplem a matrycą, należy wyjąć podkładki spod kołków dystansowych, a same kołki ustawić na taką wysokość, na jakiej krawędź tłoczonej części będzie prawidłowo doginana. W przypadku braku podkładek pod kołkami dystansowymi należy przeszlifować kołki dystansowe na wymaganą wysokość.
Czytaj też >> Zastosowanie techniki SLM na wykrojniki blach
Podsumowanie
Reasumując, na jakość tłoczonych elementów ogromny wpływ ma jakość materiału, z jakiego są one wytwarzane, ponieważ materiał może nie spełniać określonych norm lub może być obciążony wadami i defektami powstałymi jeszcze na etapie jego produkcji. W artykule starano się pokazać a także wyjaśnić na przykładach, jakie wady występują najczęściej w materiałach przeznaczonych do obróbki plastycznej. Oczywiście istnieją metody wykrywania i identyfikacji wad powierzchniowych dotyczących poruszonych problemów jakościowych, ale to już temat na inny artykuł.
dr inż. Przemysław Borecki
Instytut Centrum Doskonałości Badań Kół Zębatych
Akademia Kaliska im. Prezydenta Stanisława Wojciechowskiego



Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Transformacja cyfrowa hamuje? Premiera raportu „Stan Przemysłu 4.0 w Polsce – 2024”
Najnowsza edycja raportu \"Stan Przemysłu 4.0 w Polsce\", opracowana przez APA Group przy wsparciu Polsko-Niemieckiej Izby Przemysłowo-Handlowej, Platformy Przemysłu Przyszłości, Silesia Automotive & Advanced Manufacturing oraz Silesia Smart Systems, dostarcza kluczowych...

Ekologiczna stal pozyskiwana z odpadów!
O ekologicznej produkcji stali mówi się w ostatnim czasie coraz więcej. Zazwyczaj odnosi się ona do kwestii emisji gazów cieplarnianych, uwalnianych podczas produkcji. Tym razem doniesienia naukowców mówią o samych materiałach, wykorzystywanych podczas wytwarzania stali.

Zalety użycia nitonakrętek i nitotrzpieni w montażu
Nitonakrętki i nitotrzpienie to elementy złączne, które służą do trwałego lub półtrwałego łączenia różnych materiałów. Dowiedz się, jakie konkretnie zastosowanie mają nitonakrętki i nitotrzpienie w montażu i dlaczego warto wykorzyst...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Sytuacja firm w Polsce a eksport towarów: dane i badania
73% polskich firm jest spokojnych o perspektywy eksportu w 2024 r.: po burzy przychodzi słońce? Ostrożność jednak ich nie opuszcza – zarządzający nimi są najmniej optymistyczni w porównaniu z przedsiębiorcami z innych krajów Od p...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Polska strategia cyfryzacji: czy przemysł skorzysta z 5G?
Polska potrzebuje nowej strategii cyfryzacji, w której zawarty zostanie plan rozwoju infrastruktury technologii informacyjno-komunikacyjnych (ICT). Powinien on zostać dostosowany do możliwości i potrzeb krajowych - ocenili eksperci podczas XVI Europejskiego Kongresu Gospodar...

Niskoemisyjna i naturalna przyszłość branży budowlanej
Ograniczanie emisji CO2 w branży budowlanej staje się koniecznością – wymaga tego osiągnięcie neutralności klimatycznej w 2050 r. Nie uda się to bez upowszechnienia w budownictwie naturalnych materiałów i technologii oraz zasad Gospodarki Obiegu Zamkniętego (GOZ), czyli ponown...

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Źródła taniej energii dla przemysłu. Co blokuje ich rozwój?
Rozwój odnawialnych źródeł energii w Polsce powinien w najbliższych kilku latach znacząco przyspieszyć, by do roku 2030 OZE dawało łącznie 50 GW mocy. O tym, jak budować system elektroenergetyczny oparty o „zielone” źródła energii rozmawiali uczestnicy panelu „Odnawialne źró...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Co roku korozja niszczy 25 mln ton stali
W ciągu roku na świecie korozja niszczy 25 mln ton stali. Globalny roczny koszt strat z nią związanych wynosi około 2,5 biliona dolarów. Mimo nowych metod ochrony nadal nie umiemy wyeliminować tego procesu - podkreśla dr Adrian Gudwański z Uniwersytetu Śląskiego.

30% projektów zostało opóźnionych z powodu przestępczości budowlanej
Jak wynika z nowo opublikowanego raportu BauWatch „Niewidoczne Zagrożenia: Indeks Przestępczości w Budownictwie 2024” aż 40 proc. respondentów zauważyło wzrost przypadków kradzieży w ostatnim roku. Co więcej aż 64 proc. osób przyznało, że przynajmniej raz w roku byli świadkami...




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















