Wady materiałowe w procesie tłoczenia blach dla przemysłu motoryzacyjnego – charakterystyka defektów i ich przyczyny
Celem artykułu jest przedstawienie problemów jakościowych, jakie występują podczas procesu tłoczenia, a związane są one z wadami i defektami materiału. Już w trakcie wcześniejszych operacji produkcyjnych i technologicznych może dojść do problemów, które mają wpływ na jakość wytwarzanej blachy.
Problemami tymi mogą być wtrącenia niepożądanych pierwiastków, niewłaściwa temperatura walcowania, która ma wpływ na strukturę stali, zużyte wałki powodujące uszkodzenia powierzchni, warunki atmosferyczne, które mogą powodować powstanie korozji na powierzchni czy dostanie się zabrudzeń. Wady materiałowe – jeśli nie wykryje się ich przed przystąpieniem do tłoczenia blachy, na której występują – najczęściej uwidaczniają się dopiero na wytłoczonej, gotowej części, co z kolei powoduje straty ekonomiczne i wizerunkowe dla przedsiębiorstwa.
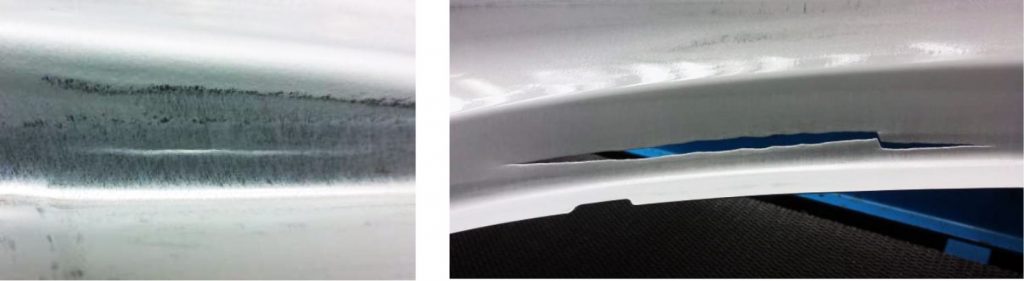
Wady materiałowe: rozwarstwienia
Wśród najbardziej istotnych wad, które można wyodrębnić, pojawiają się rozwarstwienia. Jest to defekt widoczny w postaci wąskich płytek lub blaszek o różnych kształtach oraz wielkości, zespojonych lub jako warstwa powierzchni blachy. Zwykle warstwy oddzielają się od powierzchni taśmy stalowej przez wtrącenia, obecność metali nieżelaznych lub przez produkty korozji. Rozwarstwienia pochodzą od odprysków, porów oraz od wtrąceń na kęsiskach płaskich, które pojawiają się na powierzchni metalu podczas walcowania na zimno, z powodu niewłaściwego oczyszczenia wlewków lub podczas procesu walcowania w momencie odkształcania taśmy stalowej.
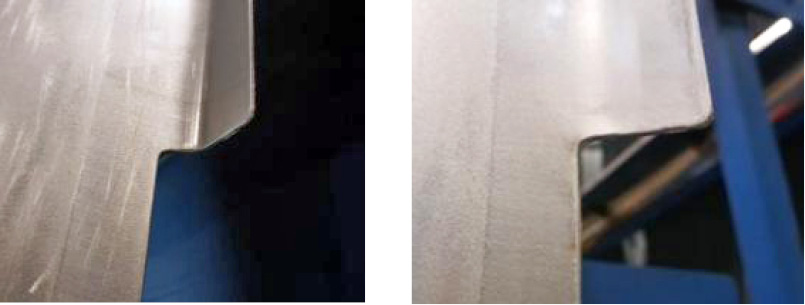
Wady materiałowe: zadrapania
Kolejny przykład niepożądanych wad to zadrapania powierzchni. Występują one na powierzchni taśmy stalowej na różnej szerokości oraz głębokości. Jeśli rysy są błyszczące, oznacza to, że powstały w wyniku oderwania materiału jeszcze podczas cynkowania. Natomiast jeśli nie występują ślady oderwania materiału, wówczas przyczyną wystąpienia rys jest proces walcowania na zimno. Przyczyny powstawania defektu to zablokowane wałki, zarówno w procesie walcowania, jak i cynkowania, lub fakt, że obracają się one z szybkością mniejszą niż taśma stalowa. Jeśli defekt ma małe nasilenie, jego przyczyną jest ślizganie się zwojów uzwojenia lub niewielkie tarcie o twarde i statyczne elementy. W takim przypadku defekt określa się jako zatarcie.
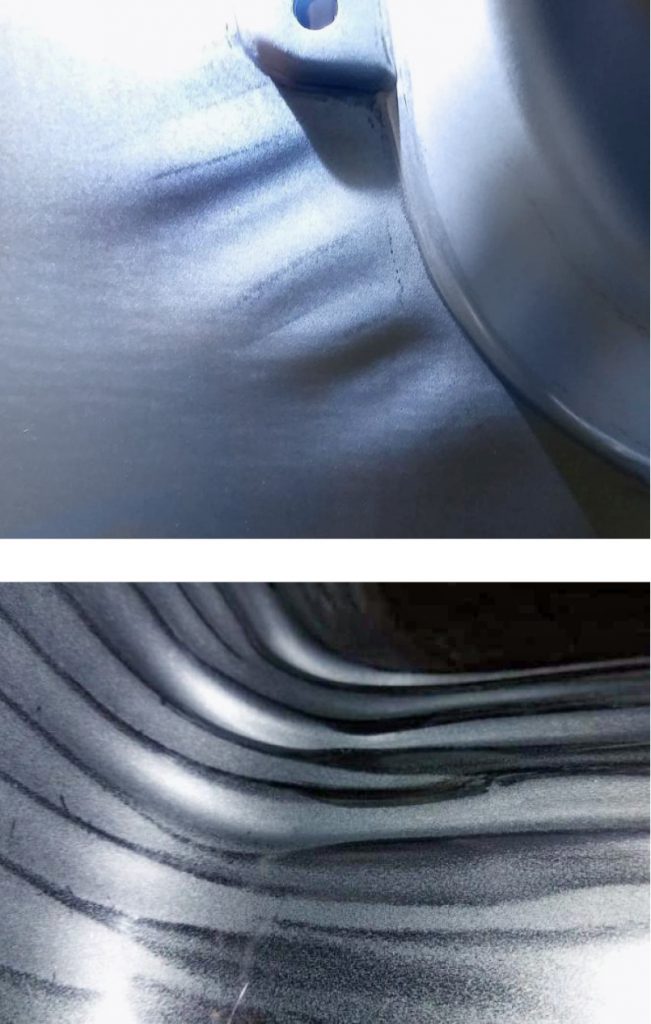
Wady materiałowe: ślady walców nośnych
Innym przykładem problemu jakościowego są ślady walców nośnych. Ślady te występują w postaci odciśniętych miejsc. Odciski te mają mniej lub bardziej nieregularny kształt. Pojawiają się jako wgłębienia lub wypukłości z okresową powtarzalnością i kierują się wzdłuż taśmy stalowej, w odległości pomiędzy dwoma kolejnymi odciskami, odpowiadającej obrotowi walca, który jest przyczyną powstawania wady. Czynnikiem powodującym powstawanie tego typu uszkodzeń jest punktowa nierówność powierzchni walca w trakcie procesu walcowania na zimno lub gorąco. Nierówność wynika z przyklejenia się jakiegoś obcego ciała do wałka. Jeśli wada powstała podczas procesu walcowania na zimno, można ją łatwiej dostrzec, a jej kontury – lepiej określić niż w przypadku powstania wady podczas procesu walcowania na gorąco.
Wady materiałowe: zgorzelina
Innym z kolei przypadkiem jest zgorzelina. Jest to wada, która występuje podczas procesu walcowania na gorąco i może powstawać również podczas wytrawiania. Jest efektem korozji gazowej, powstającej na powierzchni nagrzanej blachy, w wyniku jej kontaktu z powietrzem. Pojawia się na materiale jako delikatne powłoki liniowe, mające też postać punktów czy podłużnych pasm przy większej powierzchni nierównomiernie rozprowadzonych. Zgorzelina to nalot resztek tlenków żelaza, które utrudniają proces walcowania.
Wady materiałowe: rdza
Jednym z bardziej istotnych problemów dotyczących jakości materiału do tłoczenia jest rdza. Jest to obszar warstwy powierzchniowej o zmiennej barwie, zasięgu oraz formie, pochodzący z procesu utleniania się żelaza. W zależności od źródła pochodzenia możemy wyróżnić rdzę miejscową, która pojawia się w formie skaz o małych, brązowych kręgach, rdzę atmosferyczną, pojawiającą się zawsze na obrzeżach taśmy stalowej i posiadającą stałe, zmienne lub nieregularne kształty. Powstawanie rdzy to często wynik nieprawidłowego wytrawiania, przez wtrącenia tlenków bądź inne wady powierzchniowe, nadmiernej koncentracji wilgoci z otoczenia na taśmie stalowej, a także niewłaściwego przechowywania materiału lub źle rozprowadzonego środka smarnego na powierzchni.

Odmianą tej wady jest rdza biała. Jest to obszar warstwy powierzchniowej o zmiennej barwie, formie oraz zasięgu, pochodzący z niewłaściwego magazynowania materiału. Wygląda jak biały, a niekiedy białoszary nalot na powierzchni materiału. Może wystąpić w postaci nieregularnie rozmieszczonych plam lub na powierzchni całego materiału. Powstanie białej rdzy to często wynik niewłaściwego magazynowania, przy nieodpowiedniej wentylacji i wilgotności powietrza. Może być także wywołane dużą różnicą temperatury między miejscem magazynowania materiału a otoczeniem zewnętrznym.
Wady materiałowe: uszkodzenia mechaniczne
Innym rodzajem wad są uszkodzenia mechaniczne, np. wgniecenia i otarcia. Wada ta pojawia się na materiale w postaci sporadycznie występujących śladów. Ślady występują w różnych miejscach i z różną intensywnością, a także posiadają odmienny kształt. Powodem powstawania tej wady jest tarcie lub uderzenia w szpule materiału podczas jego transportu. Mogą one być spowodowane przez wykorzystywane do ich manipulacji elementy, takie jak zawiesia oraz uchwyty. Przyczyną powstawania wgnieceń mogą być również elementy spinające szpule materiału, takie jak klamry oraz metalowe taśmy, które wywierają nacisk na szpule. Wgniecenia zwykle występują na zewnętrznych częściach szpuli. Otarcia z kolei wyglądają jak krótkie, mechaniczne zadrapania powstałe na powierzchni materiału w wyniku ruchów przyległych do siebie zwojów. Defekt powstaje w momencie poślizgu pomiędzy sąsiednimi zwojami, gdy zwoje są rozwijane lub nawijane.



Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Kluczowe spotkanie branży logistycznej – MODERNLOG 2024 już w czerwcu!
Już niebawem Poznań stanie się centralnym miejscem spotkań sektora logistycznego. Podczas 4 dni targów odbędą się pokazy najnowszych rozwiązań technologicznych, prezentacje maszyn i systemów operacyjnych, a także prelekcje i panele dyskusyjne z ekspertami. Kluczowe wydarzenie ...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Elementy hali stalowej – charakterystyka
Hale stalowe są jednymi z najbardziej popularnych obiektów budownictwa przemysłowego. Z tego też powodu elementy konstrukcyjne hali stalowej są bardzo dobrze poznane i opisane w wielu źródłach literaturowych, co pozwala na optymalne wykorzystanie ich nośności.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Eksperci: bez transformacji energetycznej Polska traci 9 mld zł rocznie
Odchodzenie od paliw kopalnych na rzecz odnawialnych i niskoemisyjnych źródeł energii jest konieczne dla wzmocnienia bezpieczeństwa energetycznego i poprawy konkurencyjności. Tak ocenili uczestnicy eksperckiej debaty, która odbyła się w Centrum Prasowym PAP. Wskazali, że każ...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Bezpieczeństwo pracy z laserami czyszczącymi
Na czym polega technologia czyszczenia laserowego i jakie są jej zalety? Co wyróżnia lasery czyszczące spośród innych technologii? Uniwersalność procesu czyszczenia laserowego sprawia, że może być z powodzeniem stosowan...

Spadły ceny produkcji sprzedanej przemysłu. Co z branżą obróbki metali?
Według wstępnych danych w marcu 2024 r. ceny produkcji sprzedanej przemysłu spadły zarówno w stosunku do lutego 2024 r. – o 0,1%, jak i w porównaniu z analogicznym miesiącem poprzedniego roku – o 9,6%.




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















