
Szczegóły konstrukcyjne belek podsuwnicowych
2. Styki montażowe belek podsuwnicowych
Styki montażowe belek podsuwnicowych projektuje się prawie zawsze jako śrubowe. Blachy czołowe belek (patrz: punkt 1) łączymy śrubami, tworząc połączenie doczołowe. Jeżeli połączenie doczołowe będzie wykonane na dwie śruby, to zalecana średnica śrub wynosi M20. Przy większej liczbie śrub (cztery lub więcej) można zastosować mniejsze śruby, np. M16. Układ i rozstaw śrub ma zasadnicze znaczenie dla podatność styku. Zagadnienie to zostanie omówione w punkcie 6. Podane średnice śrub odpowiadają sytuacji, gdy połączenie doczołowe będzie przegubowe lub quasi-przegubowe.
Należy przewidzieć luz montażowy pomiędzy blachami czołowymi. Luz ten po ostatecznym ustawieniu belek podsuwnicowych powinien zostać wypełniony podkładkami z blach.
Najczęściej przyjmuje się tolerancję montażu belek +/- 10 mm (przy rozstawie słupów od 5 do 7,5 m wg PN-EN 1990-2; klasa 1 i 2). Zaleca się więc, aby luz wynosił co najmniej 10 mm. Łączna grubość blach podkładowych powinna wówczas wynosić 20 mm. Zazwyczaj można ją zredukować o 25%, czyli łączna grubość blach powinna wynosić 15 mm na każdy styk.
Także wysokość blach podkładowych (uzupełniających) ma wpływ na podatność styku. Zagadnienie to zostanie omówione w punkcie 6.
3. Połączenie belek podsuwnicowych ze słupem
Belki podsuwnicowe należy zawsze połączyć ze słupem. Połączenie ze słupem stanowi poziomą podporę, która służy do przejęcia sił prostopadłych do toru (od ukosowania mostu suwnicy i od hamowania wózka suwnicy). Dodatkowo połączenie to pełni funkcję zabezpieczenia przed zwichrzeniem. Dlatego zaleca się, aby znajdowało się jak najwyżej pasa ściskanego belki podsuwnicowej.
W praktyce projektowej spotyka się trzy typowe rozwiązania.
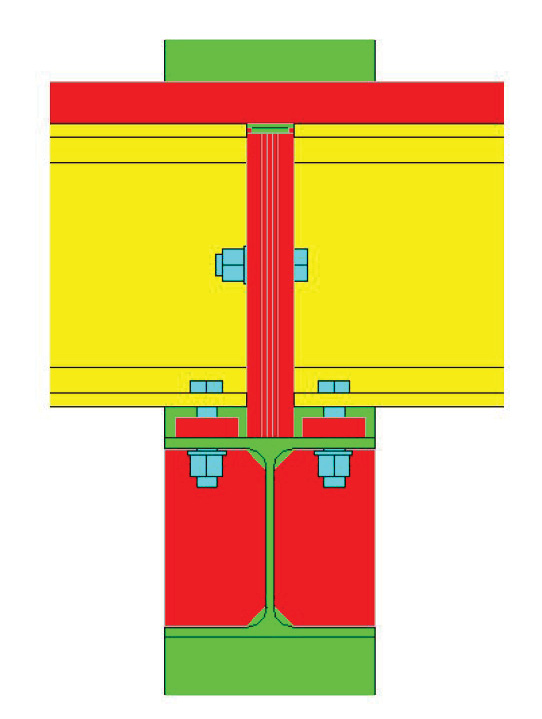
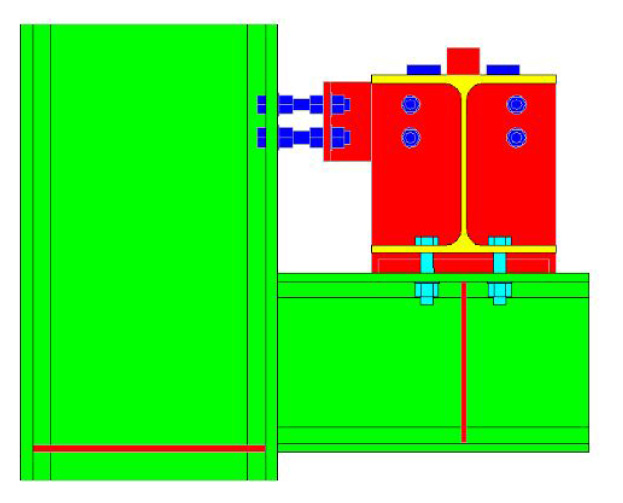
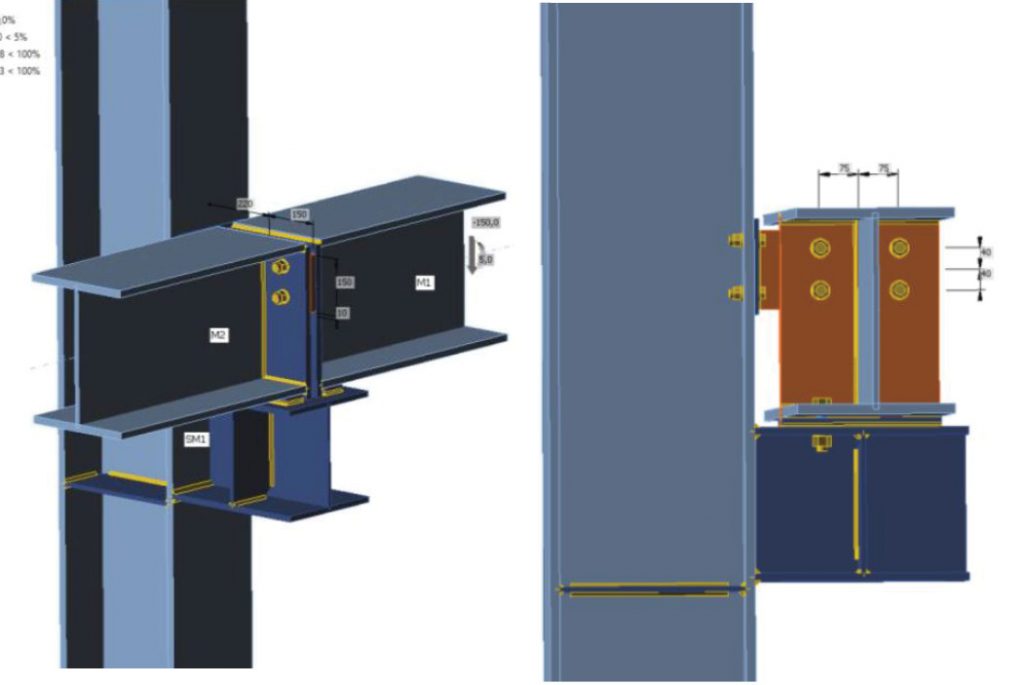
Rozwiązanie nr 1 (rys. 3)
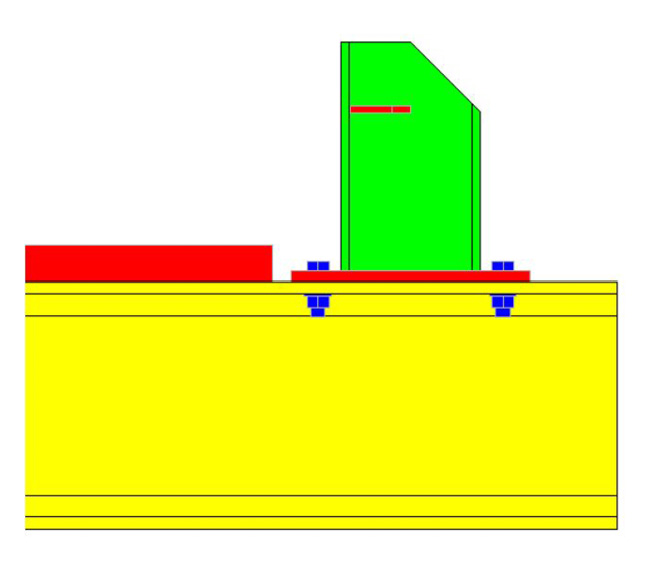
Pomiędzy blachy czołowe belek podsuwnicowych wstawia się element „teowy”. Zazwyczaj wykonuje się go z blach o grubości 10 mm i łączy spoinami pachwinowymi. To rozwiązanie implikuje zwiększenie luzu pomiędzy blachami czołowymi belek podsuwnicowych. Zamiast zwyczajowego luzu 10 mm mamy luz 20 mm. Oddalają się od siebie blachy czołowe, które przekazują duże siły skupione. Powoduje to dodatkowe zginanie pasa górnego wspornika. Jeśli decydujemy się na to rozwiązanie, to zaleca się opierać belki za pomocą podkładki centrującej (blachy czołowe belek należy wówczas wykonać jako zlicowane z pasem dolnym). Regulację w kierunku prostopadłym do toru uzyskujemy w ten sposób, że element teowy wykonujemy krótszy niż jego nominalna odległość do lica słupa. Pozostawiamy luz około 10 mm, który po ostatecznej regulacji wypełniamy blachami podkładowymi. W blasze teownika, która przylega do słupa, należy wykonać otwory podłużne w kierunku toru. Tę właśnie blachę łączymy ze słupem śrubami (najczęściej M16).
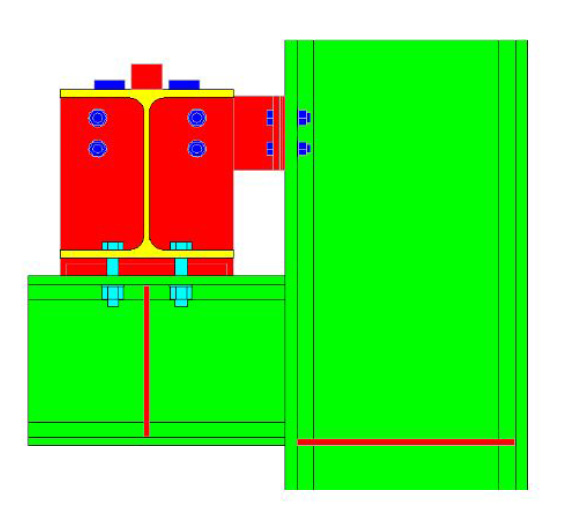
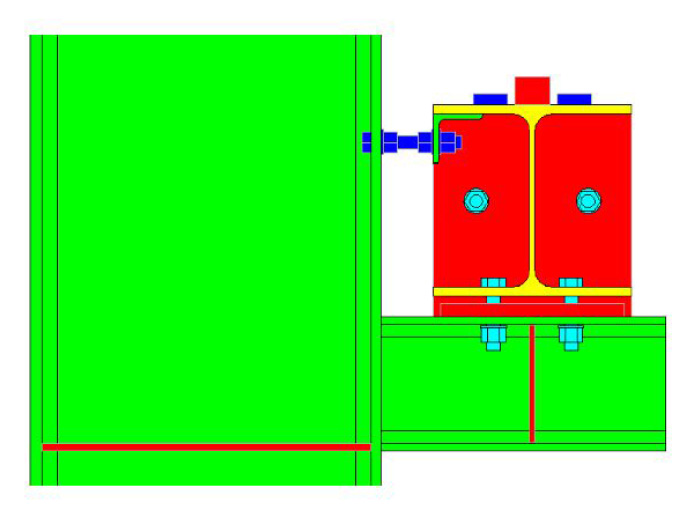
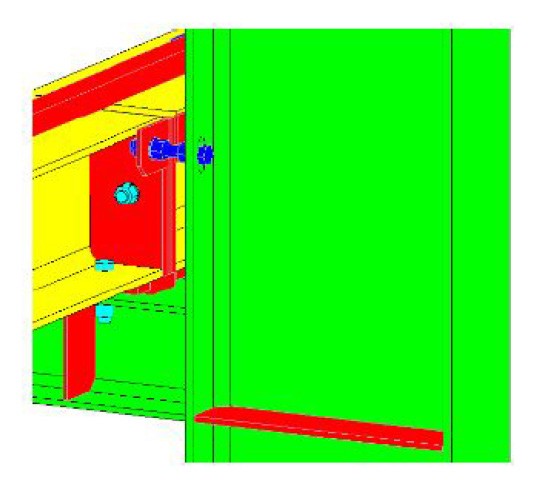
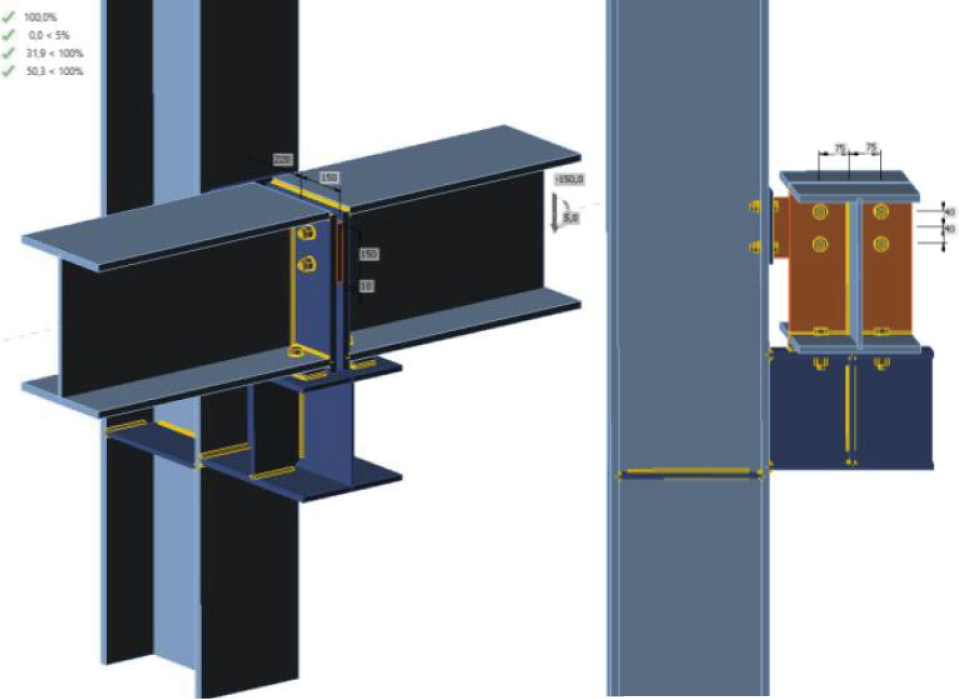
Rozwiązanie nr 2 (rys. 4a i 4b)
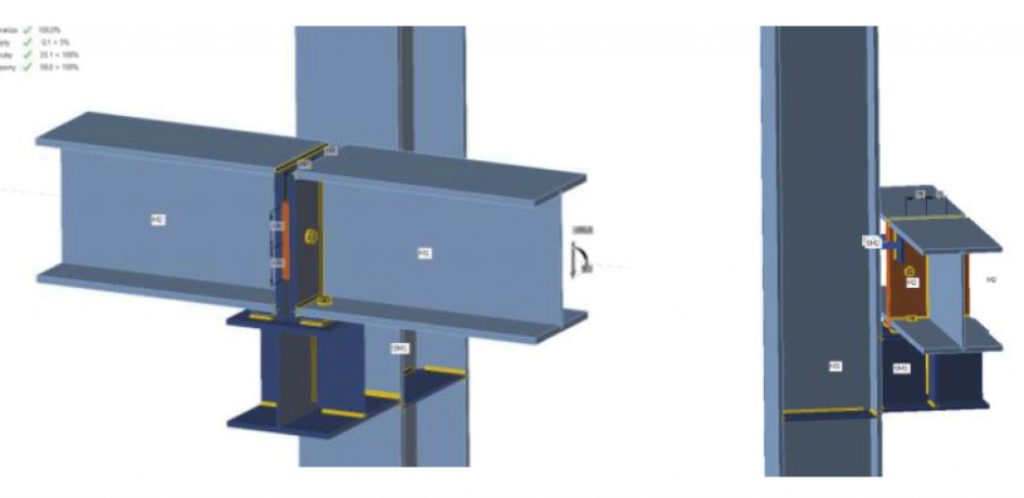
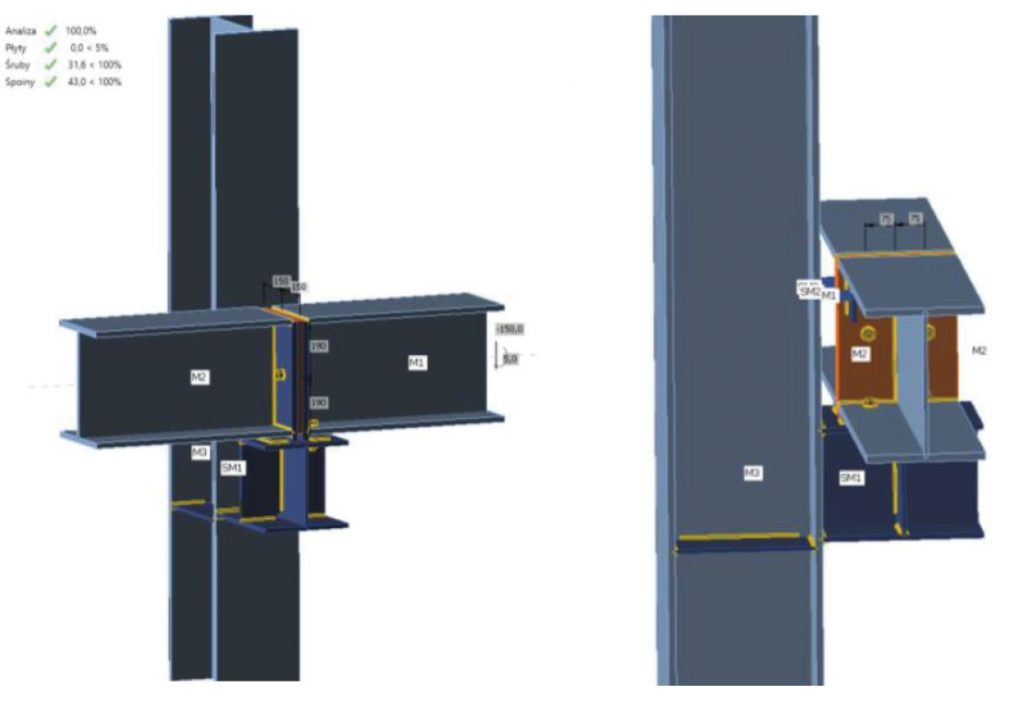
Do dolnej płaszczyzny pasa górnego belki podsuwnicowej spawamy kątowniki (po obu stronach styku montażowego – rys. 4a). W kątownikach wykonujemy otwór owalny w kierunku toru. W pasie słupa od strony belki także wykonujemy otwory owalne, ale w kierunku pionowym. Połączenie belki ze słupem realizujemy za pomocą prętów gwintowanych min. M24 lub długich śrub. Takie rozwiązanie zapewnia płynną regulację belki. Uzyskujemy to przez użycie zestawu nakrętek i podkładek. Alternatywnie zamiast kątownika można zastosować blachę, która zostanie przyspawana do krawędzi blachy czołowej i krawędzi pasa górnego belki podsuwnicowej (rys. 4b).
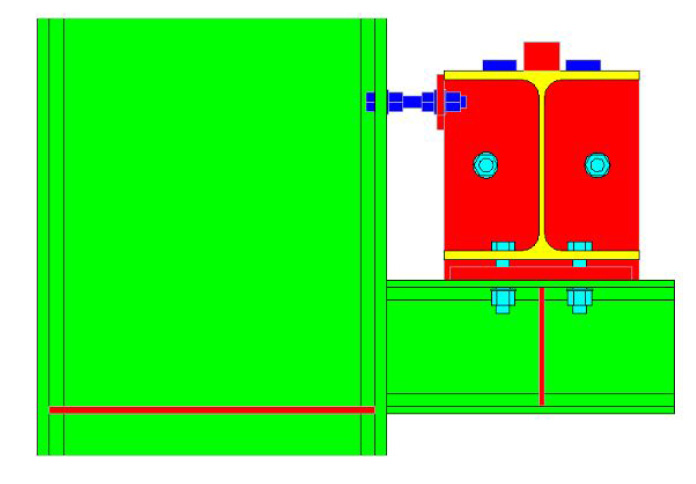
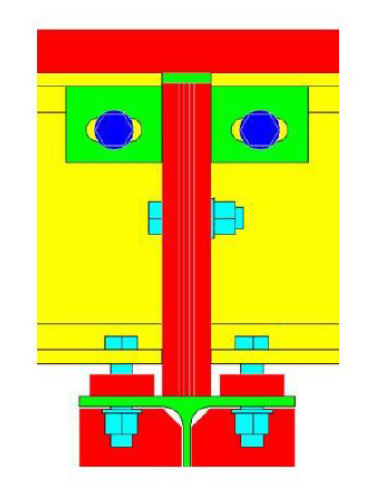
Rozwiązanie nr 3 (rys. 5)
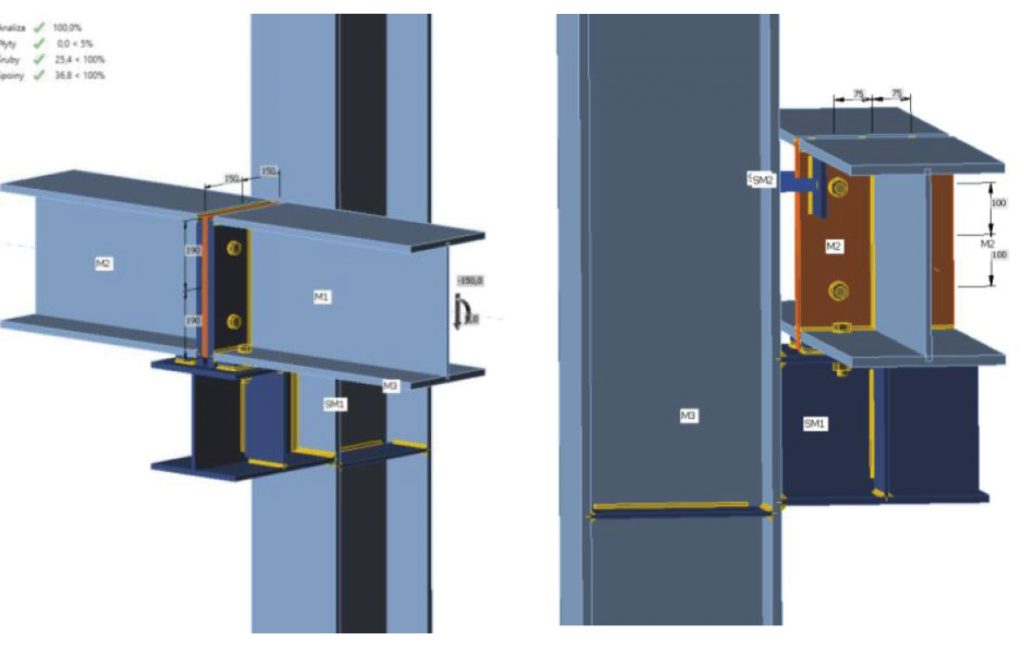
To połączenie rozwiązania nr 1 i nr 2. Wymaga ono dłuższego wspornika, bowiem belka będzie musiała znajdować się w większej odległości od pasa wewnętrznego słupa. To niekorzystnie wpływa na wielkość wspornika i wywołuje dodatkowe momenty zginające w słupie. Jednak w przypadku wysokich belek podsuwnicowych i hal ze słupami o zróżnicowanych profilach w części pod- i nadsuwnicowej połączenie może znaleźć zastosowanie. Idea połączenia jest następująca. Element teowy (wg rozwiązania nr 1), który jest wsunięty pomiędzy blachy czołowe, jest ostatecznie mocowany do słupa przy pomocy czterech prętów gwintowanych (analogicznie jak ma to miejsce w rozwiązaniu 2).
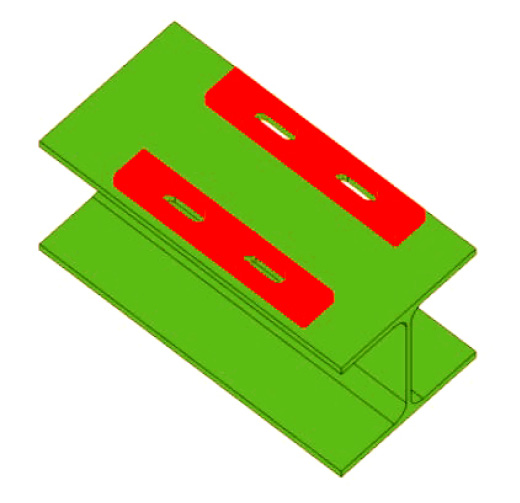
Obecnie najczęściej szyny są spawane bezpośrednio do pasa górnego belki podsuwnicowej. Rektyfikacja toru jest więc rektyfikacją belki podsuwnicowej. Aby była pełna możliwość rektyfikacji, należy przewidzieć otwory owalne: w pasie dolnym belki (rys. 6a), w krótkim wsporniku (rys. 6b), w elementach do połączenia belki ze słupem (rys. 6c) oraz w pasie wewnętrznym słupa (rys. 6d), aby można było wprowadzić podkładki z blachy do niwelacji toru.





Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































