
Szczegóły konstrukcyjne belek podsuwnicowych
4. Odboje
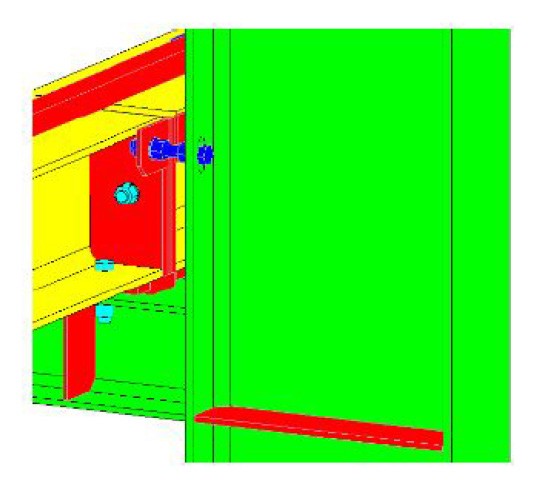
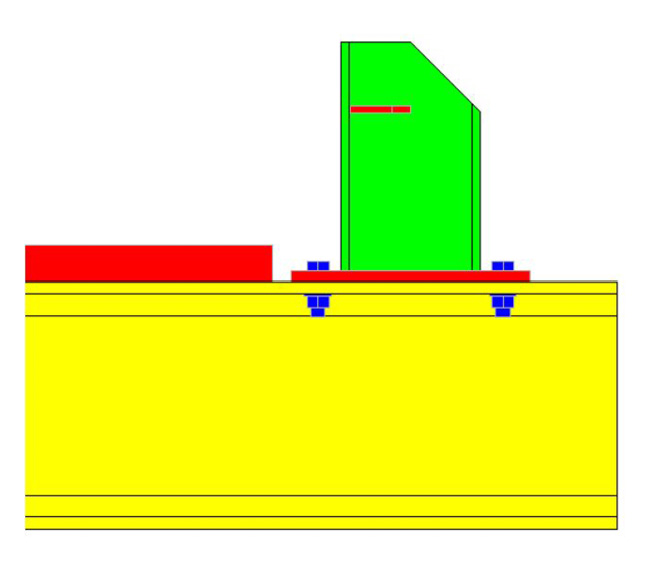
Obecnie wszystkie suwnice są wyposażone w sprężyste zderzaki. W związku z tym odboje nie muszą być tak konstruowane, aby absorbować energię uderzenia. Najczęściej jest to ustawiony pionowo odcinek około 200 do 300 mm profilu HEA lub HEB. Może on zostać przyspawany bezpośrednio do pasa górnego belki podsuwnicowej. W osi zderzaka suwnicy często zostaje wspawane żebro usztywniające. Najczęściej odbój łączy się jednak za pomocą śrubowego połączenia doczołowego (rys. 7).
Spawany odbój utrudnia możliwość późniejszego wydłużenia torowiska. Nie ma natomiast wpływu na montaż suwnicy, która praktycznie zawsze jest nakładana od góry na torowisko (nie jest nasuwana).
5. Krótkie wsporniki, żebra
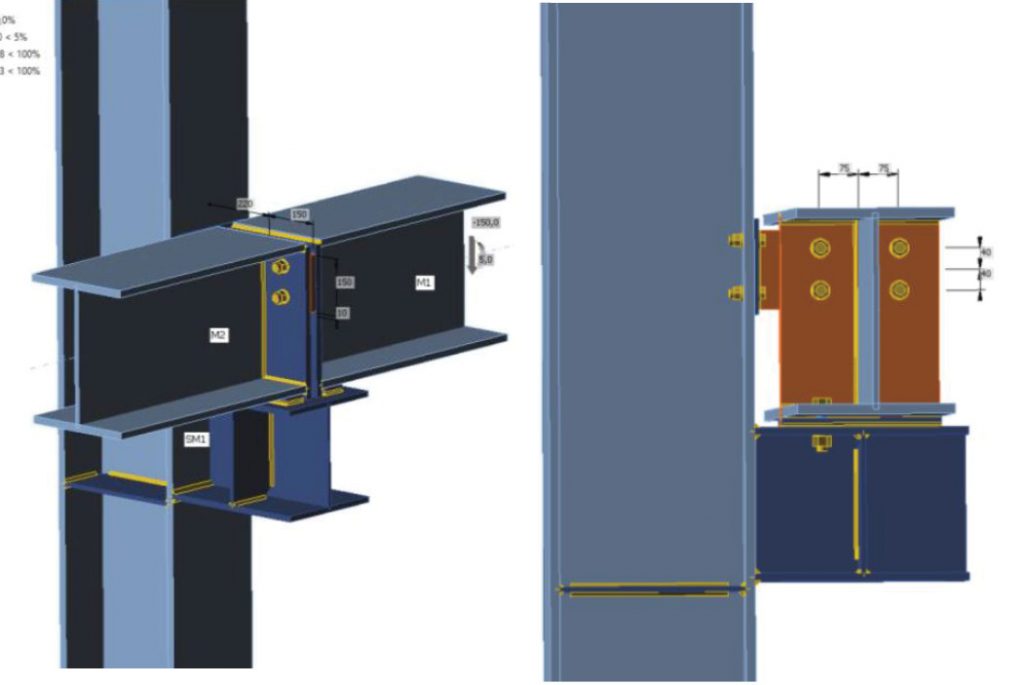
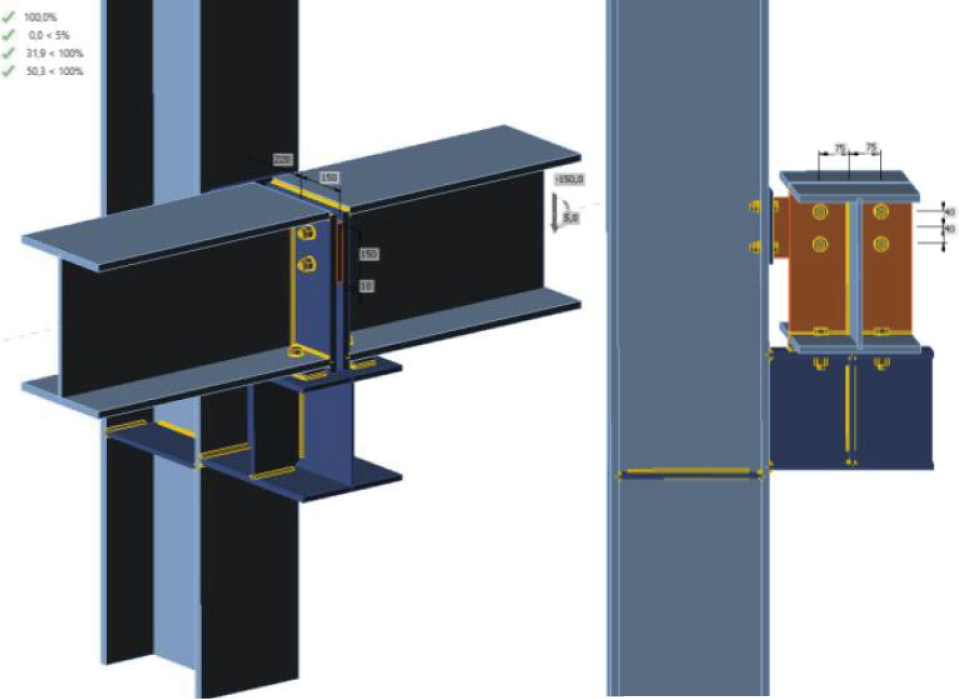
Krótki wspornik, na którym spoczywa belka podsuwnicowa, jest spawany do wewnętrznego pasa słupa najczęściej spoinami pachwinowymi. Na przedłużeniu pasów wspornika w słupie wykonuje się żeberka usztywniające. Natomiast we wsporniku umieszcza się je w osi belki podsuwnicowej. Jest to standardowe rozwiązanie.
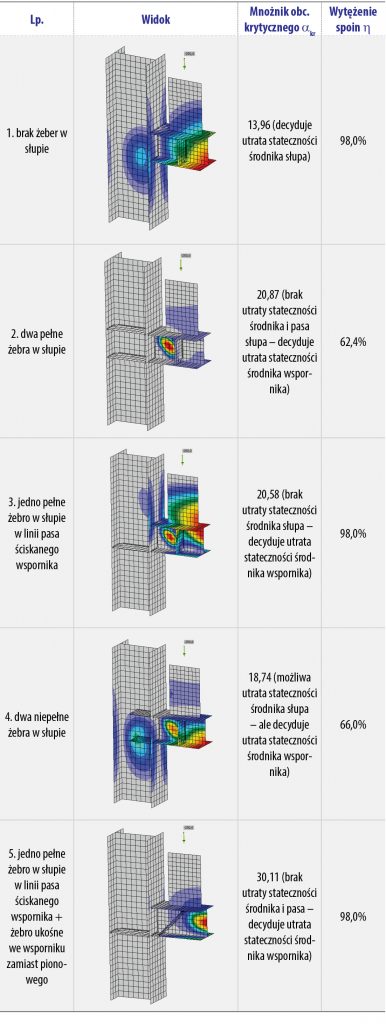
Poniżej zamieszczono przykłady analizy stateczności lokalnej i wytrzymałościowej pięciu typów ukształtowania wspornika. Założenia:
Słup – HEA 400, krótki wspornik – HEA 260, siła z belek podsuwnicowych P = 250 kN jest przekazywana poprzez blachy czołowe o łącznej grubości 24 mm i szerokości 300 mm. Belka podsuwnicowa jest oddalona o 450 mm od osi słupa.
Kilka słów o wytężeniu spoin. Wartość 98% może budzić pewne obawy projektantów. Program Idea Statica stosuje metodę redystrybucji plastycznej i podaje maksymalną wartość naprężeń w spoinach. Natomiast pozostaje jeszcze znaczny odcinek spoin, który może się uplastycznić, czyli zwiększenie obciążenia o 2% nie spowoduje wyczerpania nośności spoin.
Analizując wyniki z tab. 1 – optymalne rozwiązane znajduje się w wierszu nr 3 (tylko jedno żebro w słupie). Chociaż największy zapas bezpieczeństwa przed lokalną utratą stateczności daje oryginalne rozwiązanie z wiersza nr 5.
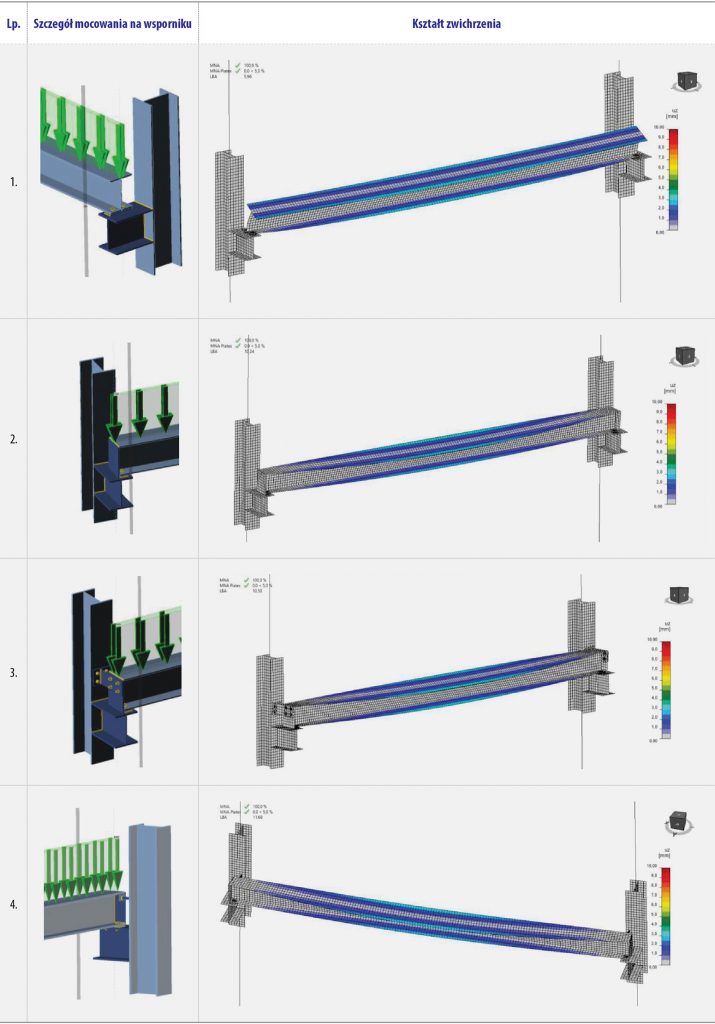
6. Podatność wybranych połączeń
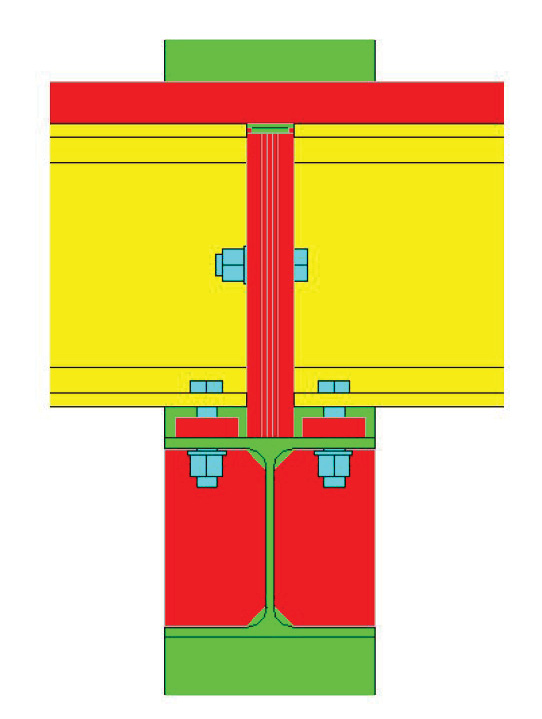
Założenia przyjęte do analizy: belka podsuwnicowa, wspornik oraz słup – profil HEA 400, odległość belki od osi słupa 450 mm.
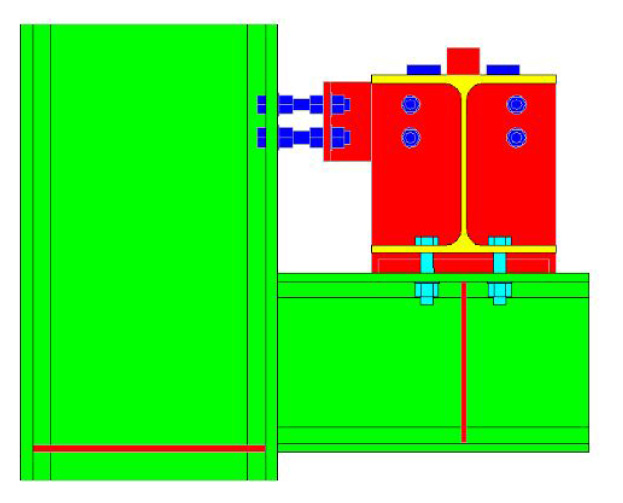
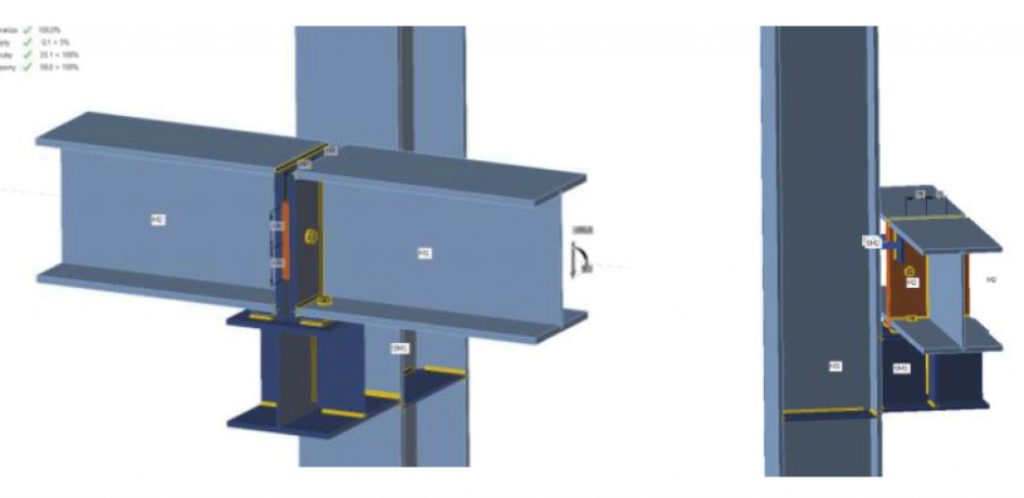
- Boczne oparcie na słupie poprzez pręt gwintowany. Dwie śruby w połączeniu doczołowym, blachy wypełniające luz niepełne.
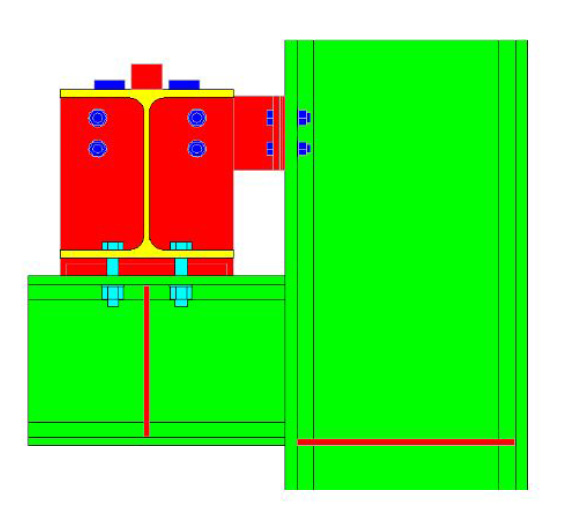
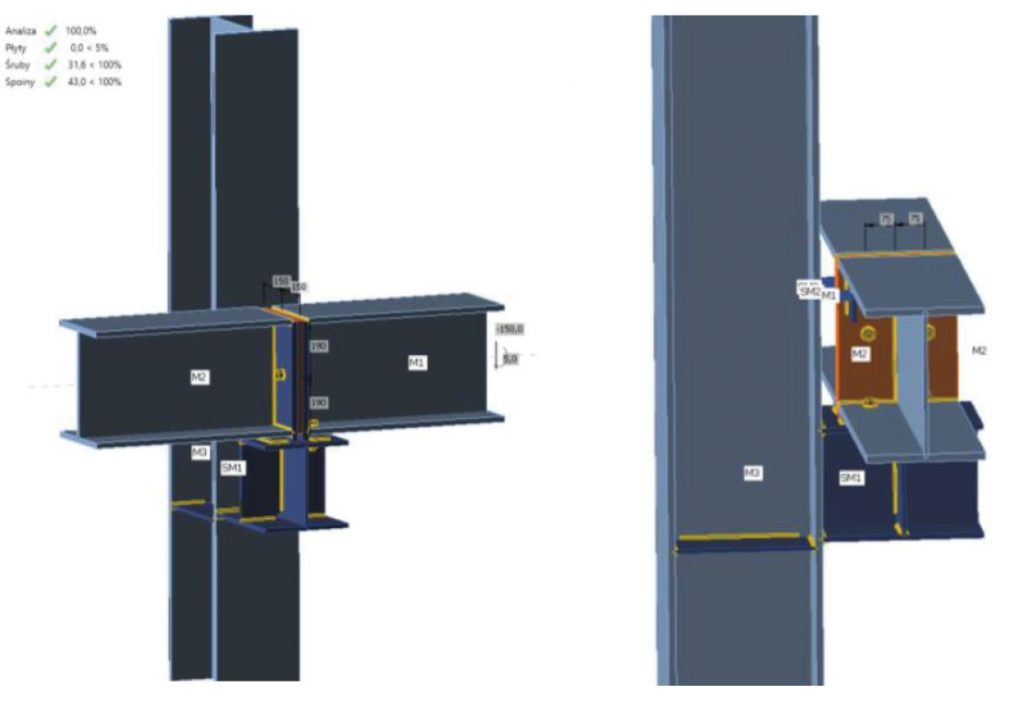
Dwie śruby ułożone naprzemiennie do połączenia pasów dolnych belki podsuwnicowej ze wspornikiem (rys. 8). Sj, ini = 1717 kNm/rad (połączenie przegubowe) - Boczne oparcie na słupie poprzez pręt gwintowany. Dwie śruby w połączeniu doczołowym, blachy wypełniające luz pełne (od pasa górnego do pasa dolnego).
Dwie śruby ułożone naprzemiennie do połączenia pasów dolnych belki podsuwnicowej ze wspornikiem (rys. 9). Sj, ini = 3492 kNm/rad (połączenie przegubowe)
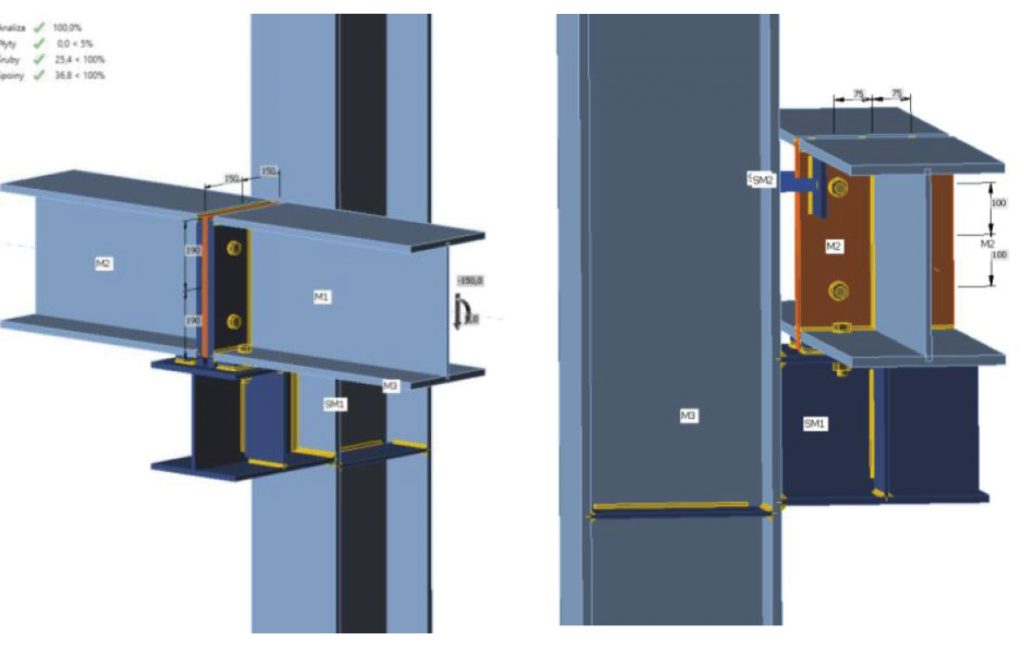
Sztywność połączenia wzrosła (w przybliżeniu) dwukrotnie. - Boczne oparcie na słupie poprzez pręt gwintowany. Cztery śruby w połączeniu doczołowym, blachy wypełniające luz pełne (od pasa górnego do pasa dolnego).
Cztery śruby do połączenia pasów dolnych belki podsuwnicowej ze wspornikiem (rys. 10).
Sj, ini = 48 021 kNm/rad (połączenie podatne)
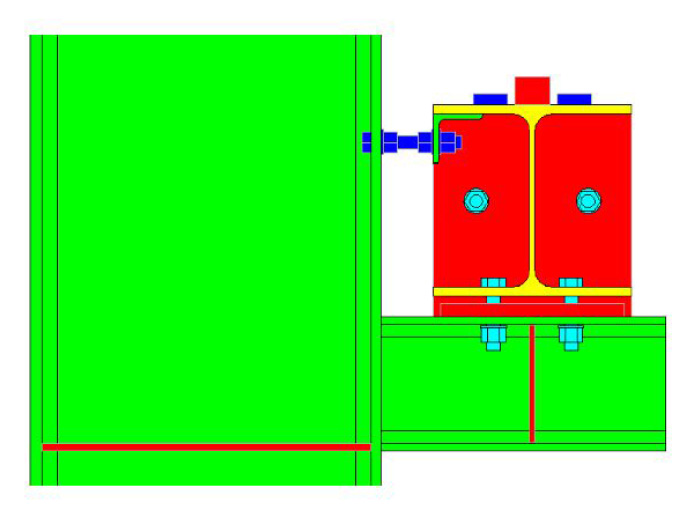
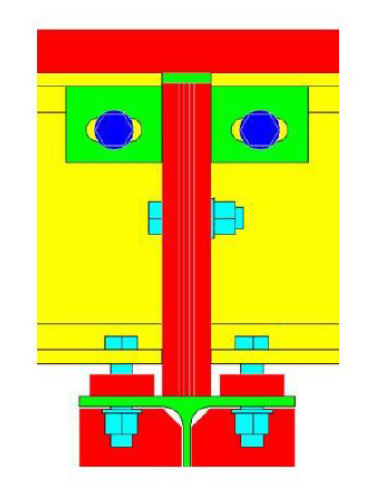
Sztywność połączenia wzrosła w przybliżeniu 27-krotnie. - Boczne oparcie na słupie poprzez element teowy. Cztery śruby w połączeniu doczołowym, blachy wypełniające luz niepełne.
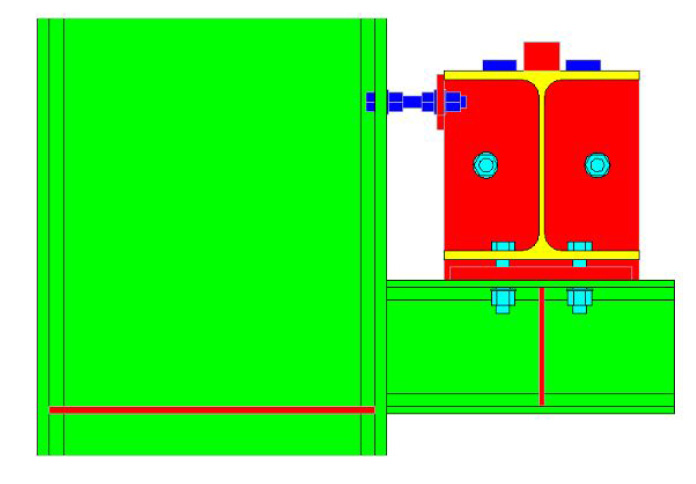
Dwie śruby ułożone naprzemiennie do połączenia pasów dolnych belki podsuwnicowej ze wspornikiem (rys. 11). Sj, ini = 2028 kNm/rad (połączenie przegubowe). - Boczne oparcie na słupie poprzez element teowy. Cztery śruby w połączeniu doczołowym, blachy wypełniające luz niepełne.
Cztery śruby do połączenia pasów dolnych belki podsuwnicowej ze wspornikiem (rys. 12).
Sj, ini = 33924 kNm/rad (połączenie podatne)
Sztywność połączenia wzrosła w przybliżeniu 16-krotnie.
Zalecenia
Na podstawie przedstawionych powyżej analiz zaleca się, aby:
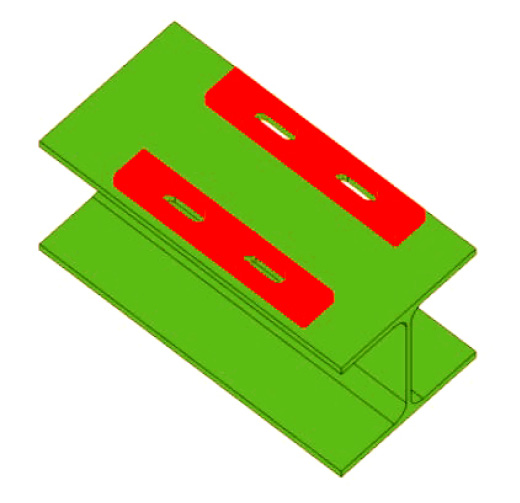
- blachy wypełniające luz montażowy były niepełnej wysokości (wysokość powinna być krótsza niż wysokość blach czołowych),
- śruby w styku doczołowym znajdowały się blisko środka belki, a ich rozstaw względem siebie powinien być nieduży,
- połączenie pasów dolnych belek podsuwnicowych ze wspornikiem wykonać na dwie śruby ułożone naprzemiennie.
Powyższe zalecenia dotyczą belek podsuwnicowych, których schematem statycznym jest belka swobodnie podparta w kierunku pionowym i poziomym.





Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































