
Szczegóły konstrukcyjne belek podsuwnicowych
W artykule omówiono detale belek podsuwnicowych. Przytoczono typowe rozwiązania, omawiając ich wady i zalety pod kątem m.in. montażu i wytwarzania. Wyznaczono podatności wybranych połączeń wraz z ich klasyfikacją. Porównano momenty krytyczne zwichrzenia belek w zależności od sposobu oparcia belki na wsporniku i od sposobu połączenia ze słupem.
W poprzednim artykule opublikowanym w „Nowoczesnych Halach” 2/21 skupiłem się na doborze optymalnego kształtu belki podsuwnicowej. Czyli (upraszczając zagadnienie) jak i gdzie dospawać do profilu dwuteowego dodatkowe elementy takie jak: ceowniki, kątowniki lub blachy, aby ostatecznie belka podsuwnicowa była jak najlżejsza i spełniała wymogi stanów granicznych. Oczywiście alternatywą jest spawana blachownica, która zazwyczaj okazuje się droższym rozwiązaniem.
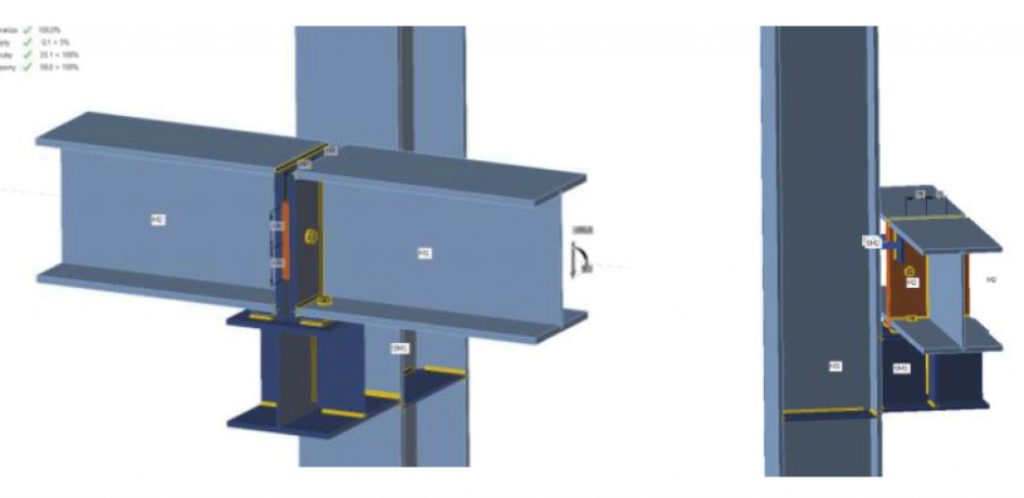
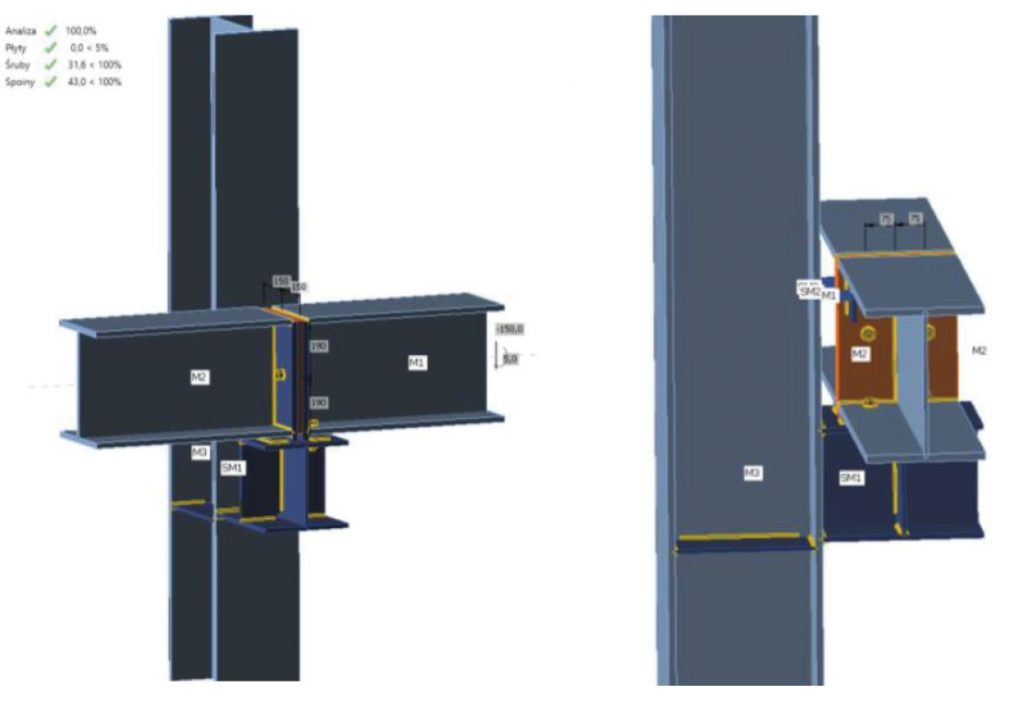
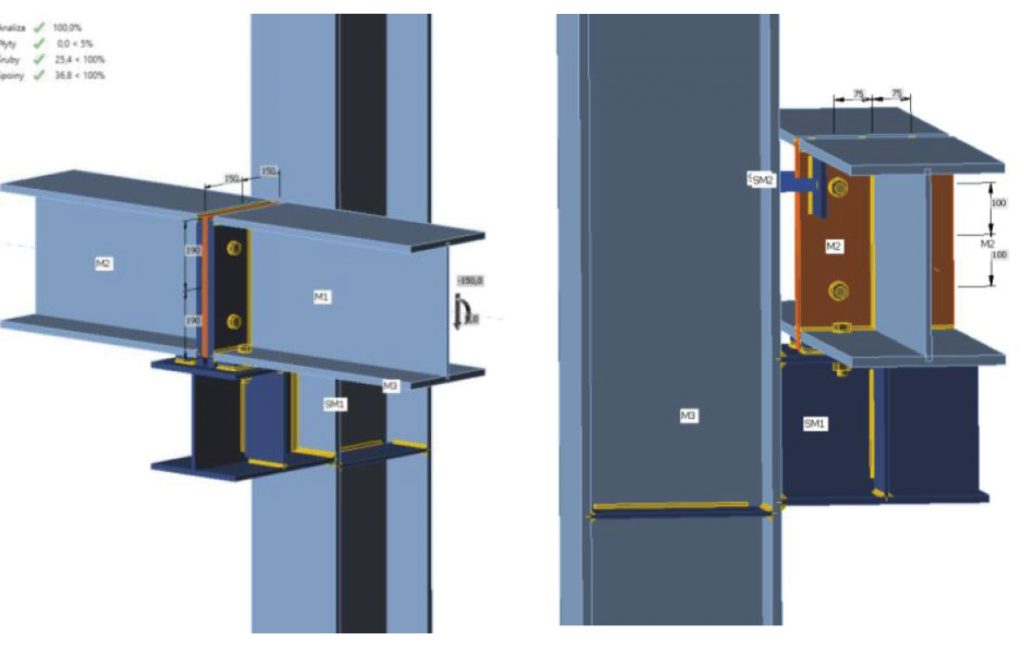
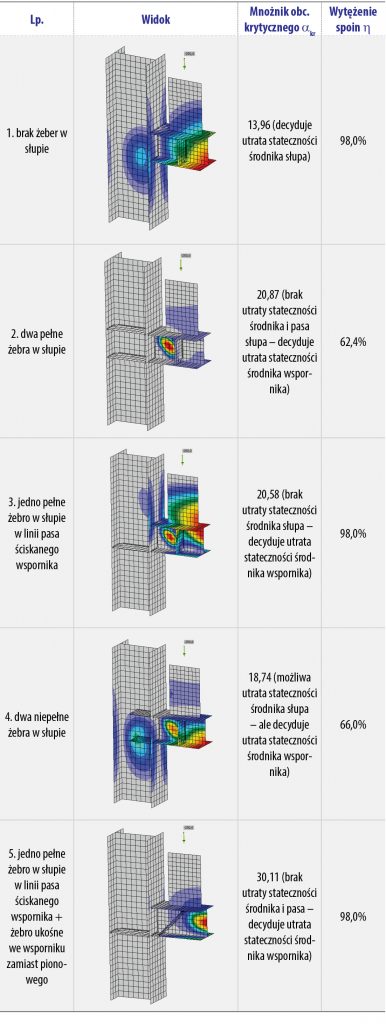
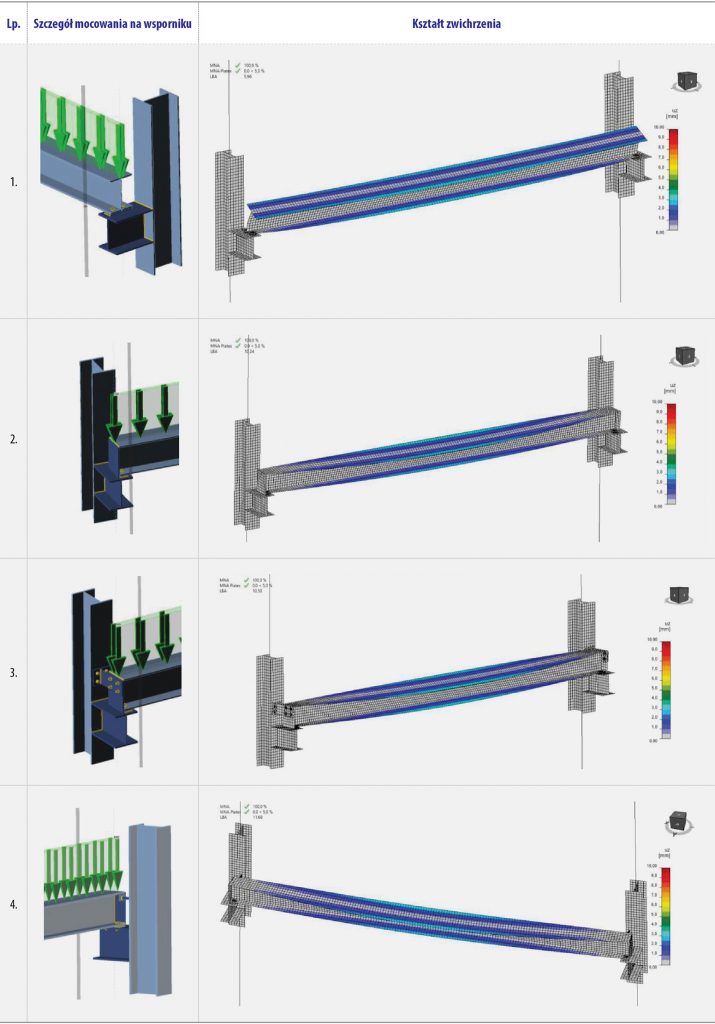
W niniejszym artykule omówię detale belek podsuwnicowych. Przytoczę typowe rozwiązania, omawiając ich wady i zalety pod kątem m.in. montażu i wytwarzania. Wyznaczę także podatności wybranych połączeń, podając Sj,ini (współczynnik kierunkowy funkcji moment zginający – kąt obrotu) oraz ich klasyfikację wg PN-EN 1993-1-8. Na koniec porównam momenty krytyczne zwichrzenia belek w zależności od sposobu oparcia belki na wsporniku i od sposobu połączenia ze słupem.
1. Oparcie belki podsuwnicowej na krótkim wsporniku
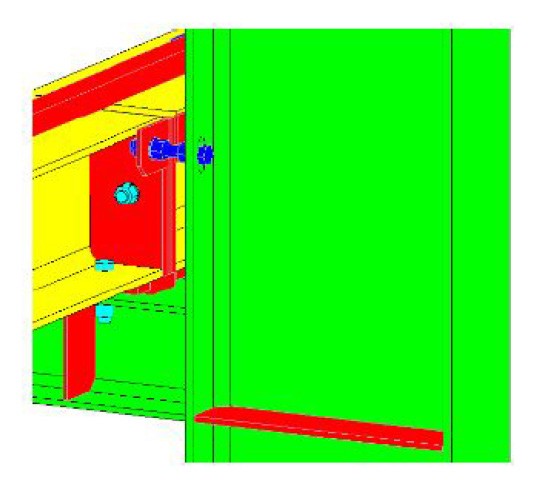
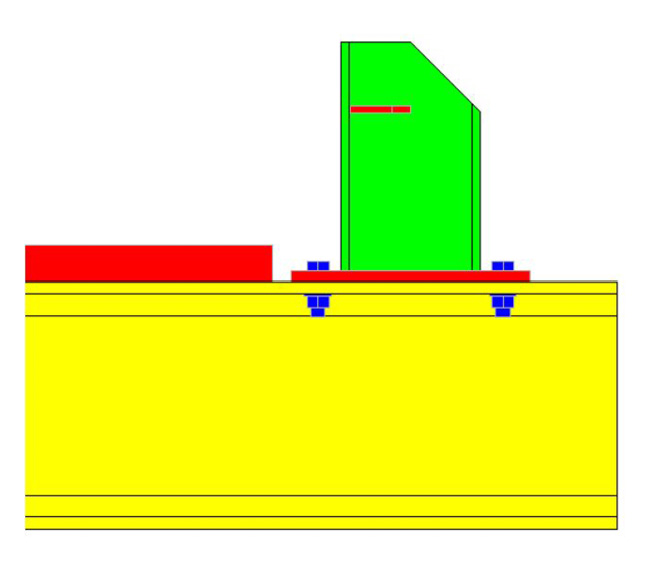
Nie zaleca się opierać belek podsuwnicowych bez elementu pośredniego (tzw. płytki centrującej) na krótkim wsporniku. Brak tego elementu powoduje, że nie „panujemy” nad miejscem przekazania reakcji z belki podsuwnicowej (bardzo często są to reakcje o wartości powyżej 100 kN). Uginająca się belka będzie obciążać fragment pasa górnego wspornika znacznie oddalony od jego środnika.
Zasadniczo mamy tutaj dwa rozwiązania.
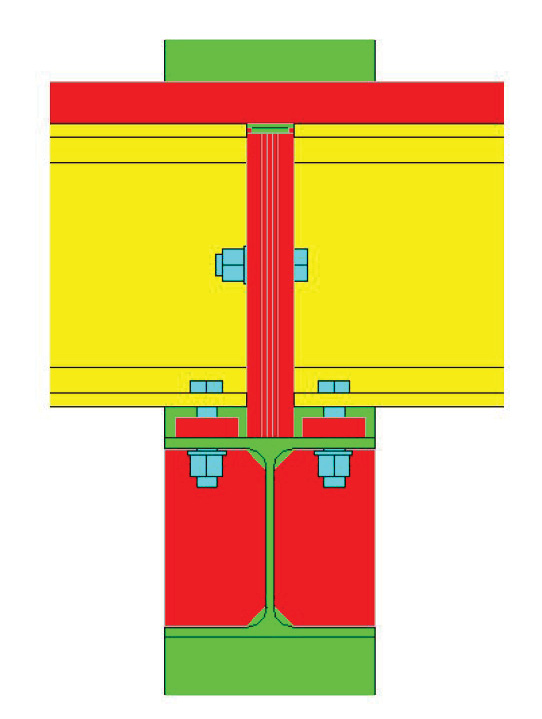
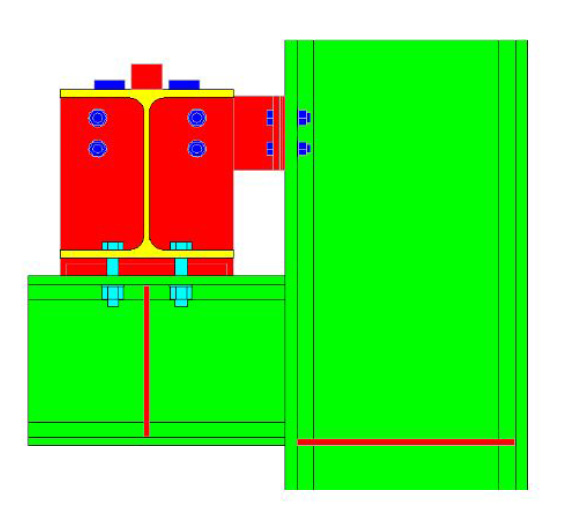
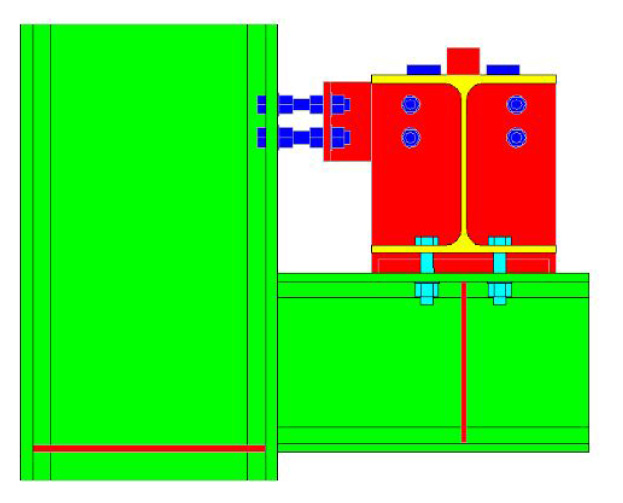
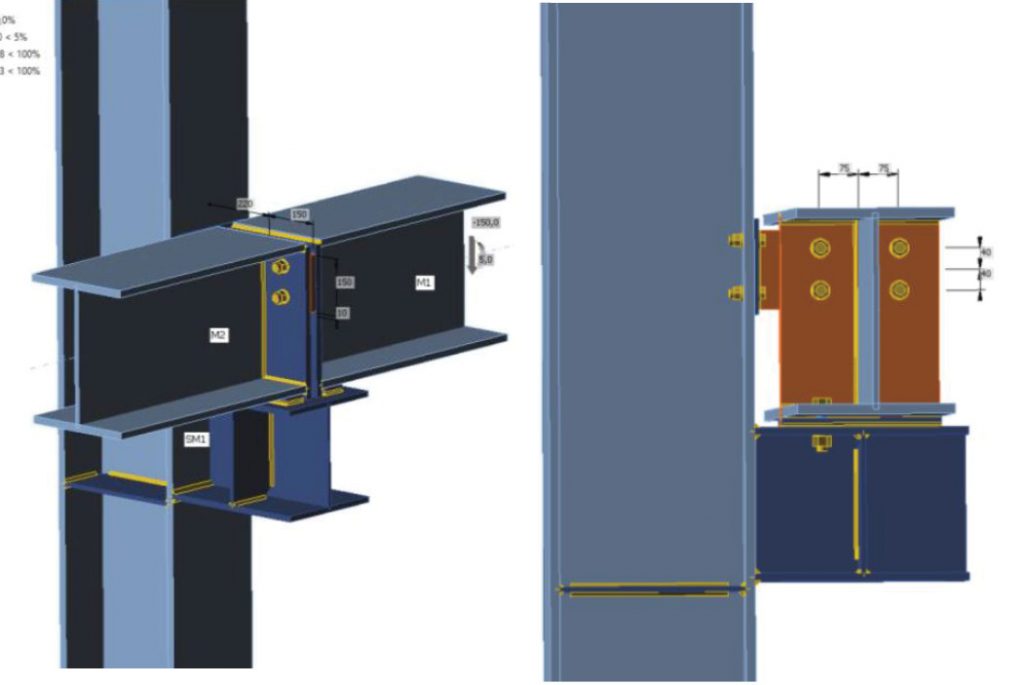
Rozwiązanie nr 1 (rys. 1a i 1b)
Blacha czołowa (o grubości od 12 do 25 mm) wystaje około 25 do 30 mm poniżej dolnej krawędzi pasa dolnego belki podsuwnicowej. Blachę tę możemy połączyć z belką tylko spoinami pachwinowymi. Ma to duże znaczenie dla obniżenia kosztów robocizny. Dolną krawędź blachy czołowej należy sfrezować. Wystarczy chropowatość na poziomie Ra 12,5.
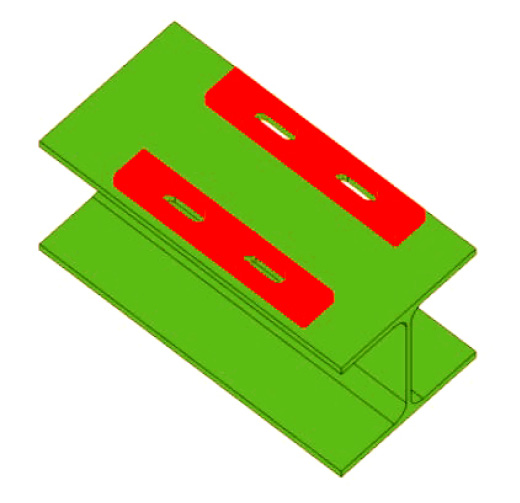
Na górnym pasie wspornika należy przyspawać płytki ograniczające przesuw (o grubości około 15 mm). Spawamy je spoinami pachwinowymi. Krawędź płytki ograniczającej od strony blachy czołowej belki pozostawiamy bez spoiny. Płytki ograniczające mogą być wąskie, gdy szerokość pasa wspornika wynosi ponad 240 mm i szerokie przy pasie poniżej 240 mm. Powodem jest zmieszczenie śrub w pasie górnym wspornika, które łączą wspornik z pasem dolnym belki.
Przy szerokim pasie śruby łączące pas dolny belki podsuwnicowej mogą znajdować się poza płytką ograniczającą. Minimalna szerokość tej płytki powinna wynosić 40 mm (warunek konstrukcyjny spoin dla asp = 4 mm, mamy b = 10 x 4 = 40 mm), zaś długość powinna być zbliżona do szerokości blachy czołowej belki podsuwnicowej. Przy wąskim pasie wspornika musimy zastosować szerszą płytkę ograniczającą, gdyż muszą być wykonane w niej otwory pod śruby łączące wspornik z belką. Minimalna szerokość to b = 3,5 x d = 3,5 x 20 = 70 mm dla śrub M20 – zalecanych.
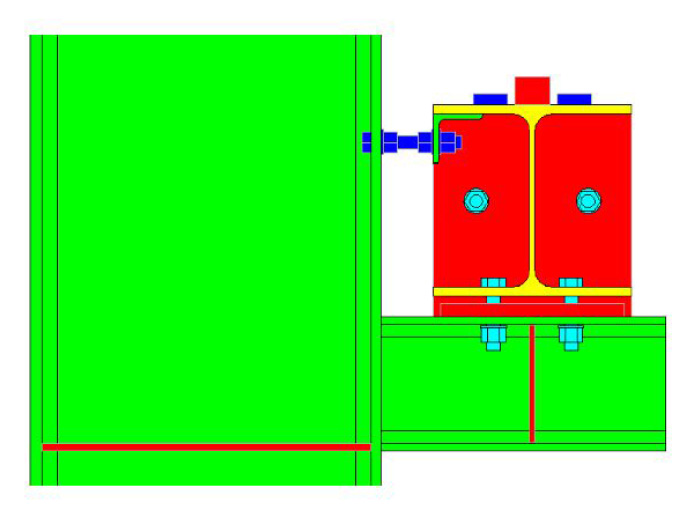
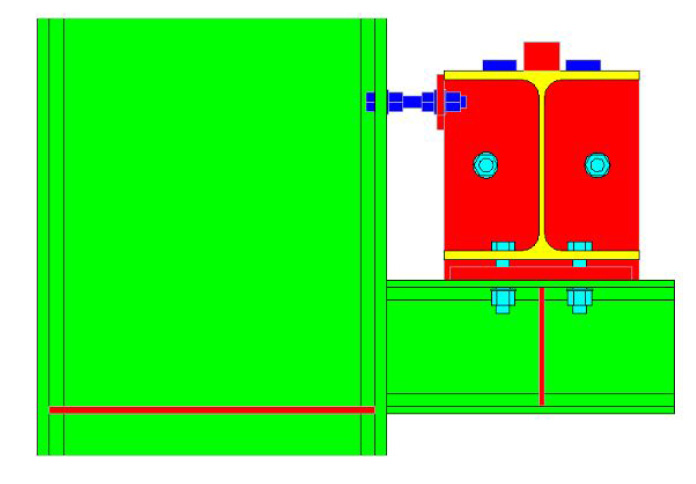
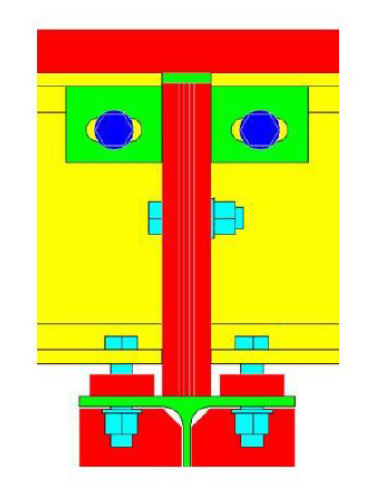
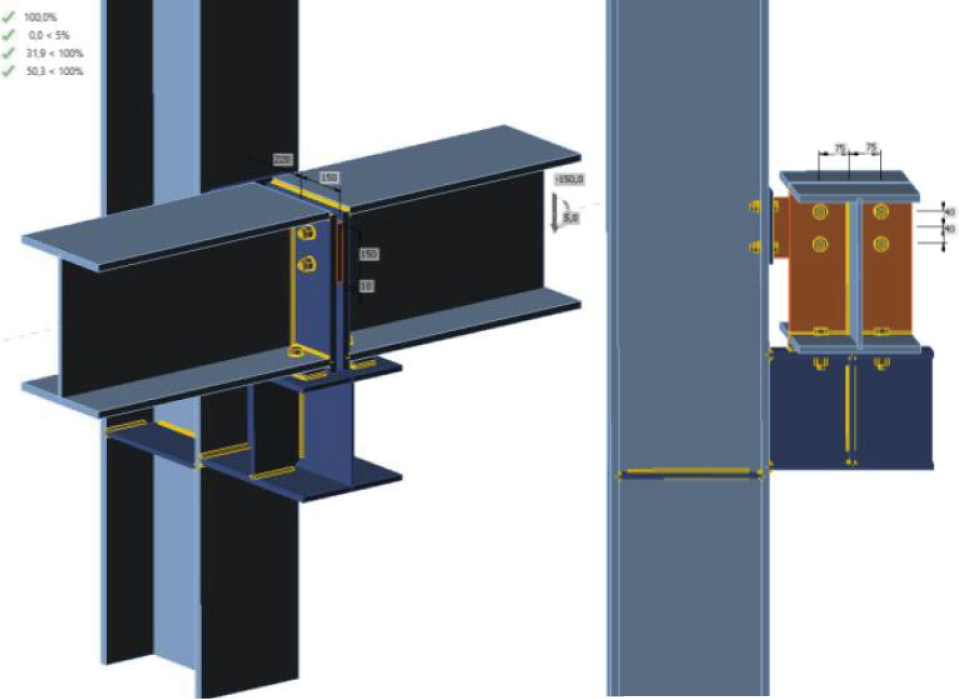
Rozwiązanie nr 2 (rys. 2)
Blacha czołowa (o grubości od 12 do 20 mm), której dolna krawędź jest zlicowana z dolną krawędzią pasa dolnego belki podsuwnicowej. Blachę tę możemy połączyć z belką spoinami pachwinowymi przy pasie górnym i spoiną czołową szlifowaną przy pasie dolnym. Niestety jest to droższa wersja niż rozwiązanie nr 1. Oczywiście dolną krawędź blachy czołowej należy także sfrezować.
Do pasa górnego wspornika należy przyspawać płytkę centrującą. Jej szerokość powinna uwzględniać tolerancje montażu, to znaczy, że ostatecznie blachy czołowe mogą wypaść poza oś wspornika. Zalecana szerokość płytki centrującej przy blachach doczołowych 20 mm to około 80 mm oraz grubość od 25 do 30 mm.
W tym rozwiązaniu płytki ograniczające spawamy do pasa dolnego belki podsuwnicowej. Tutaj mamy tylko jedną wersję płytek ograniczających. Ze wglądu na znaczne wymiary płytki centrującej możemy zastosować tylko szerokie płytki ograniczające. W płytkach zostaną więc także wykonane otwory do połączenia śrubowego pasa dolnego belki ze wspornikiem. Zasady kształtowania płytki oraz dobór śrub można przyjmować wg wymagań podanych w rozwiązaniu nr 1.



Mogą zainteresować Cię również



Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































