
Zastosowanie zgrzewania tarciowego z przemieszaniem (FSW) do wykonywania połączeń doczołowych wysokowytrzymałych stopów aluminium stosowanych w przemyśle zbrojeniowym
Otrzymywanie wysokiej jakości połączeń spójnościowych umacnianych wydzieleniowo stopów aluminium stanowi jedną z decydujących batalii na froncie rozwoju współczesnej techniki. Jest też istotnym motorem postępu przemysłu motoryzacyjnego, lotniczego i zbrojeniowego.
Przykładami wysokowytrzymałych stopów aluminium wykorzystywanych w konstrukcjach wojskowych są:
- AA2519, znajdujący zastosowanie jako materiał na pancerze bojowych wozów piechoty [1]
- AA7075, stosowany na poszycie i elementy konstrukcji nośnej samolotów bojowych [2], opancerzenie [3] oraz komponenty amunicji podkalibrowej [4].
Wysokie parametry wytrzymałościowe tych materiałów ulegają znacznej redukcji w wyniku realizacji połączeń spójnościowych z wykorzystaniem tradycyjnych technik spawalniczych [5, 6]. Z uwagi na rozpuszczanie się wydzieleń faz umacniających przyjmuje się, że wytrzymałość umacnianego wydzieleniowo stopu aluminium po procesie spawania jest bliska jego wytrzymałości w stanie wyżarzonym [7].
Technika zgrzewania tarciowego z przemieszaniem – FSW
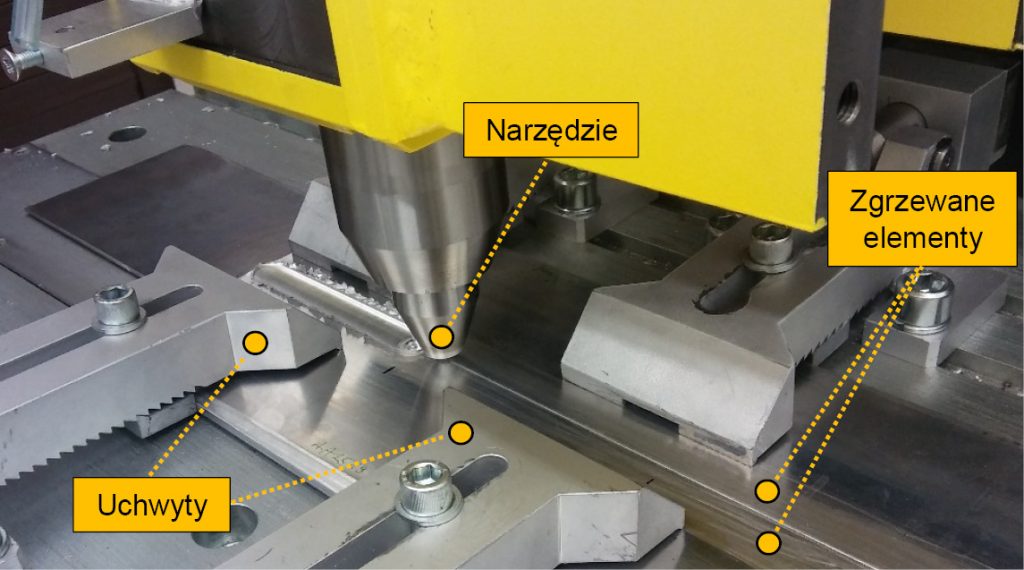
Opracowana u schyłku minionego stulecia technika zgrzewania tarciowego z przemieszaniem − FSW (ang. friction stir welding) stanowi istotny przełom w zakresie spajania stopów aluminium, w tym także umacnianych wydzieleniowo [5, 8, 9]. Spajanie techniką FSW polega na wprowadzeniu pomiędzy stykające się krawędzie łączonych elementów obracającego się narzędzia z odpowiednio uformowanym kołnierzem a także trzpieniem. Ciepło, wytworzone przez tarcie kołnierza dociśniętego do powierzchni spajanych elementów, doprowadza materiał do stanu uplastycznienia. Jednocześnie narzędzie przemieszcza się wzdłuż linii styku łączonych elementów i tworzy złącze poprzez mieszanie uplastycznionego materiału swoim trzpieniem. Powstała na skutek znacznego odkształcenia plastycznego w podwyższonej temperaturze zgrzeina charakteryzuje się drobnoziarnistą strukturą, co przekłada się na korzystne właściwości wytrzymałościowe połączeń [5, 10].
Rozpatrując stopy umacniane wydzieleniowo, takie jak AA2519-T62 i AA7075-T651, należy uwzględnić fakt, że temperatura procesu zgrzewania prowadzi do częściowego przestarzenia a także rozpuszczenia faz umacniających w łączonych materiałach [11, 12]. Nie są to jednak zmiany tak daleko idące jak w przypadku całkowitego stopienia materiału zachodzącego w procesie spawania, przez co połączenia FSW tej grupy materiałów na ogół deklasują konwencjonalne techniki spajania pod względem wytrzymałości złączy [5].
Metodologia
Stopami wykorzystanymi w badaniach były AA2519-T62 oraz AA7075-T651 w postaci blach o grubości 5 mm. Połączenia doczołowe zostały wykonane przy użyciu maszyny ESAB FSW Legio 4UT (rys. 1) z wykorzystaniem tego samego zestawu parametrów dla obu materiałów:
400 obr./min prędkości obrotowej narzędzia i 100 mm/min prędkości posuwu narzędzia (prędkości zgrzewania).
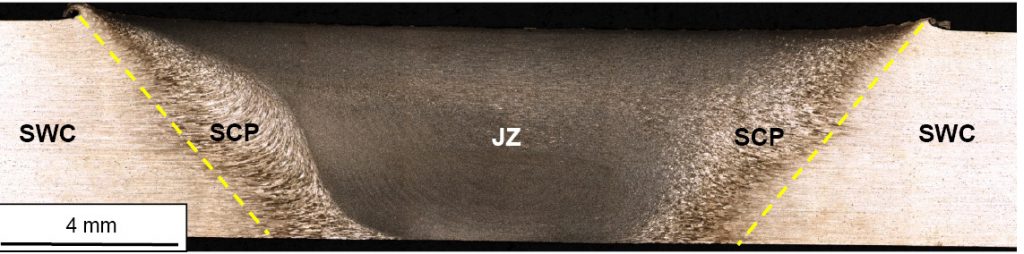
Obserwacje makrostruktury otrzymanych połączeń zostały przeprowadzone na mikroskopie konfokalnym Olympus LEXT OLS 4100. Struktura materiału została ujawniona poprzez trawienie odczynnikiem Kellera o składzie:
- 20 ml H2O,
- 5 ml 63% HNO3,
- 1 ml 36% HCl,
- 1 kropla 40% HF przez czas 10 sekund.
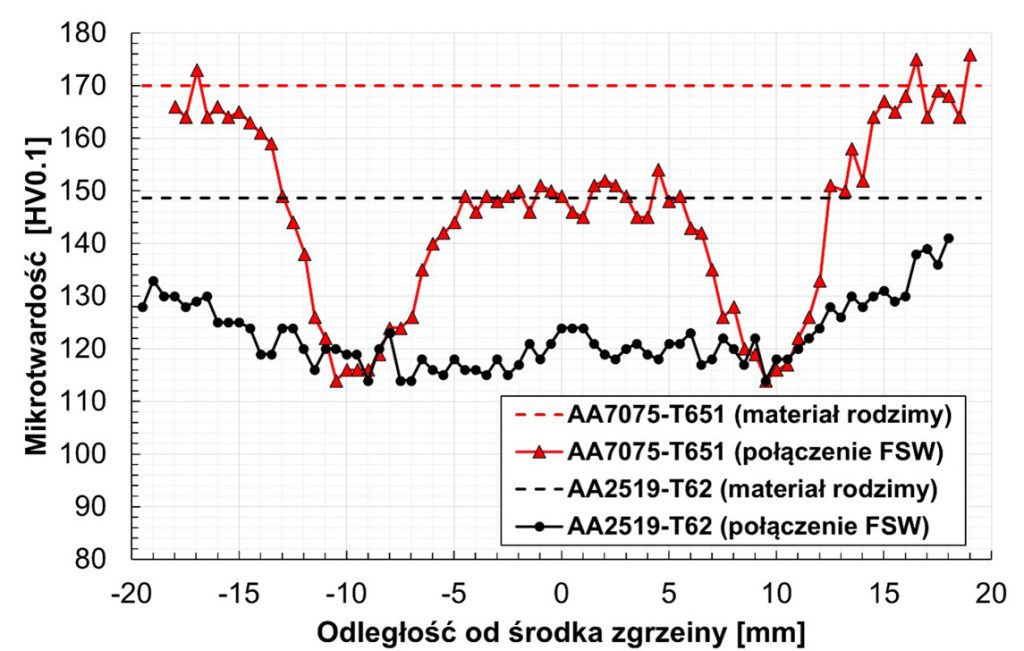
Pomiary mikrotwardości wykonano zgodnie z normą PN-EN ISO 6507 za pomocą mikrotwardościomierza Struers DURA SCAN 70, zadając obciążenie 0,98 N. Ścieżki pomiarowe zostały poprowadzone w połowie wysokości zgrzewanych elementów. Podstawowe właściwości mechaniczne połączeń zostały wyznaczone w statycznej próbie rozciągania zrealizowanej na maszynie wytrzymałościowej Instron 8802 MTL zgodnie z normą ASTM E8/E8M-13a.
Galeria





Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































