Zastosowanie metod sztucznej inteligencji (AI) w procesach produkcji stali
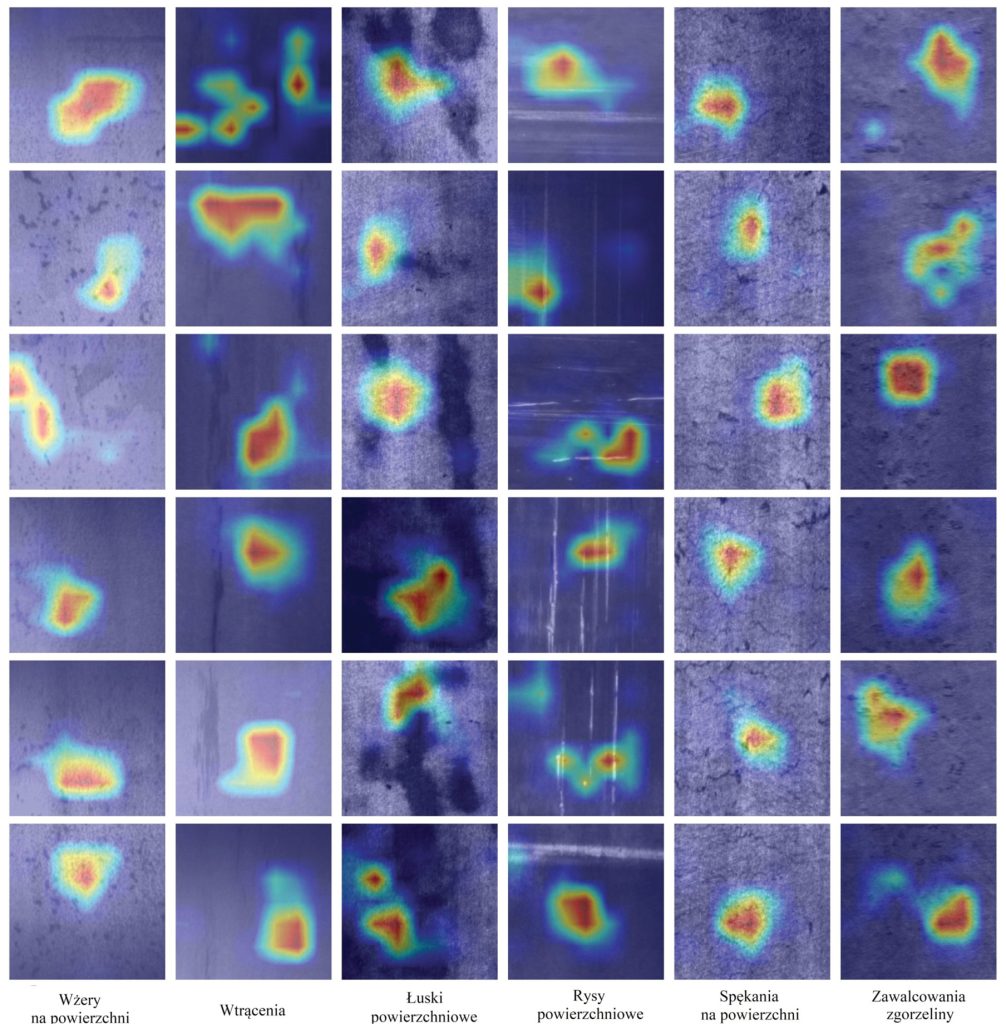
Mapy aktywizacji klas
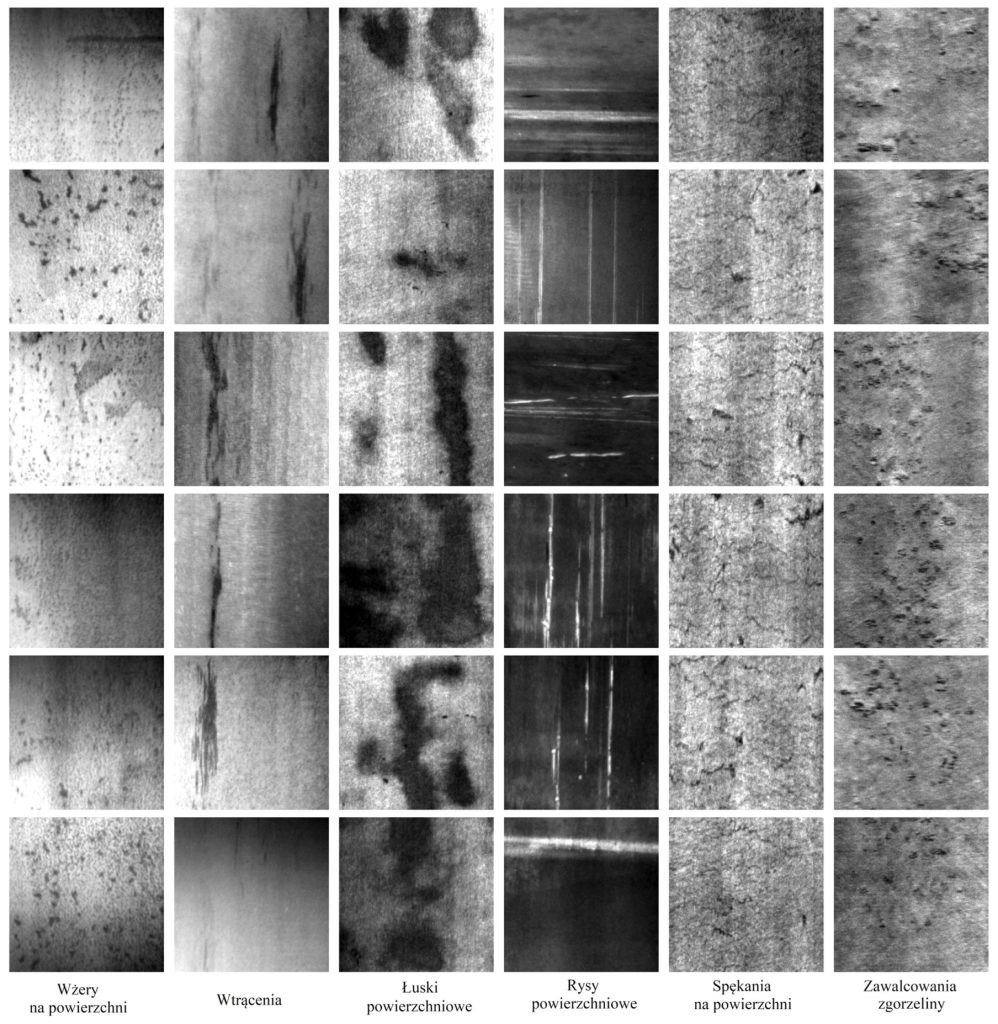
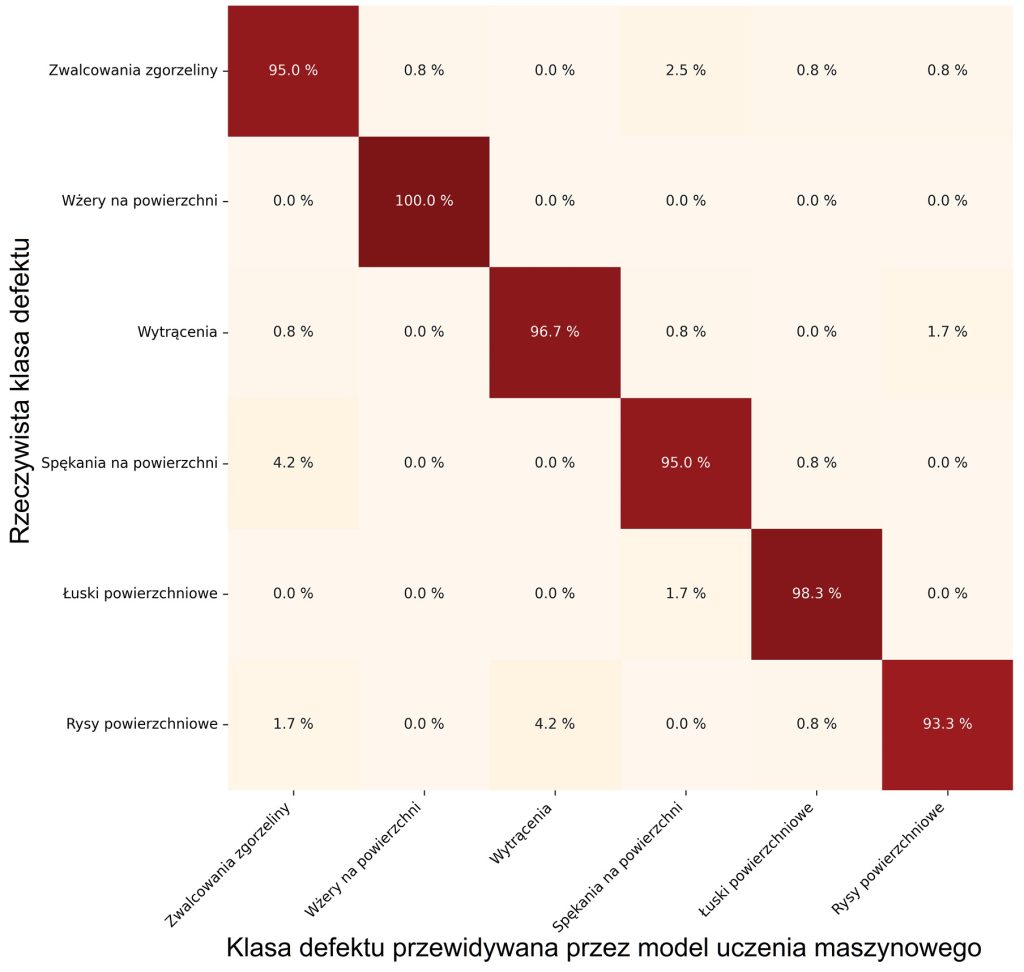
Podsumowując, dokładność klasyfikacji dla większości klas wyniosła powyżej 95%. Z kolei na rys. 4 przedstawiono mapy aktywacji klas. Mapy te pokazują miejsca, które były istotne dla głębokiej sieci neuronowej podczas klasyfikacji. Porównując rys. 2 i 4, można stwierdzić, że sieć niekoniecznie bierze pod uwagę te same obszary, które wziąłby przy klasyfikacji pod uwagę człowiek kontrolujący jakość wyrobu. Nie ma to jednak negatywnego wpływu na jakość klasyfikacji.
Podsumowując, zarówno wykrywanie, jak i klasyfikacja defektów na powierzchniach stalowych w różnych stadiach procesu są jak najbardziej możliwe. Od strony informatycznej szczególnie obiecujące są w tym przypadku rozwiązania oparte na metodach sztucznej inteligencji. Warto przy tym pamiętać o różnych aspektach takich jak ograniczony czas na klasyfikację (zwykle rzędu kilkunastu-kilkudziesięciu ms) czy też zagadnienia sprzętowe (chłodzenie kamery, odpowiednie oświetlenie itp.), por. [17].
Podejście metodyczne 2: Wpływ parametrów procesu hutniczego na jakość lub właściwości produktu końcowego
Drugie podejście metodyczne w artykule, związane z zastosowaniem metod sztucznej inteligencji w kontroli procesów hutniczych, to z kolei próba powiązania parametrów procesu z parametrami opisującymi produkt na danym etapie produkcji. Parametrami procesu mogą być przykładowo temperatura, udział wybranych pierwiastków stopowych, czas przebywania stali w danej temperaturze itp. Z kolei parametry opisujące produkt to na przykład ilość defektów powierzchniowych czy właściwości mechaniczne (granica plastyczności, wytrzymałość na rozciąganie itp.). Szczególnie istotne jest w tym przypadku przeprowadzenie optymalizacji. Jej celem może być na przykład minimalizacja kosztu produktu przy zachowaniu jego wysokich parametrów użytkowych czy też minimalizacja ilości defektów.
Badania
Carneiro wraz z zespołem badawczym [18] zastosowali metody uczenia maszynowego do analizy danych zbieranych w fabryce rur bezszwowych Vallourec w Brazylii. Do próby aplikacji metody uczenia maszynowego użyto dwóch zbiorów danych. W tym: systemu śledzenia materiału w procesach hartowania i odpuszczania jak również systemu zarządzania danymi laboratoryjnymi. W skład danych wejściowych wchodziły między innymi:
- parametry geometryczne rury,
- skład chemiczny,
- temperatura na wyjściu z pieca,
- czasy przebywania elementu w piecu.
Wielkościami przewidywanymi były granica plastyczności, wytrzymałość na rozciąganie a także twardość. Przeanalizowano różne typy uczenia maszynowego i różny dobór zmiennych wejściowych (nie zawsze użycie wszystkich zmiennych wejściowych daje najlepsze wyniki).
Uzyskane wyniki wykazały, że jakość predykcji dla różnych właściwości mechanicznych zmienia się w zależności od systemu uczenia maszynowego i strategii wyboru zmiennych wejściowych. Przedstawiono również koncepcję optymalizacji zużycia trudno dostępnych pierwiastków i energii przy zachowaniu akceptowalnej jakości wyrobu.
Optymalizacja procesu
Z kolei w pracy [19] zastosowano metodę sztucznej inteligencji w celu optymalizacji procesów hutniczych. Przedstawiono dwa przypadki. Pierwszy to optymalizacja procesu w celu zmniejszenia ilości defektów powierzchniowych, a drugi to minimalizacja kosztu produkcji poprzez optymalizację temperatury procesu. W pierwszym przypadku skupiono się na redukcji ilości jednej z głównych wad obserwowanych w produkcji blach i taśm stalowych, to jest powierzchniowych defektów typu liniowego jak również pęknięć typu V (ang. slivers) powstałych w efekcie występowania wtrąceń niemetalicznych w stali w trakcie ciągłego odlewania, które najczęściej po procesie ujawniają się jako uszkodzona warstwa na powierzchni taśm.
Jak wskazano powyżej, defekty te powstają już na etapie ciągłego odlewania. Jednak najczęściej są wykrywane dopiero po walcowaniu i procesie galwanizacji. Dlatego też, w celu przewidywania, jakie parametry procesu prowadzą do powstania wyżej wymienionych powierzchniowych defektów liniowych i pęknięć, należało najpierw zgromadzić bazę danych, która precyzyjnie połączy dane z procesu ciągłego odlewania z danymi ze stalowni i odpowiednio połączy warunki procesu wytwarzania z występowaniem defektów.
Galeria

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Transformacja cyfrowa hamuje? Premiera raportu „Stan Przemysłu 4.0 w Polsce – 2024”
Najnowsza edycja raportu \"Stan Przemysłu 4.0 w Polsce\", opracowana przez APA Group przy wsparciu Polsko-Niemieckiej Izby Przemysłowo-Handlowej, Platformy Przemysłu Przyszłości, Silesia Automotive & Advanced Manufacturing oraz Silesia Smart Systems, dostarcza kluczowych...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Zalety użycia nitonakrętek i nitotrzpieni w montażu
Nitonakrętki i nitotrzpienie to elementy złączne, które służą do trwałego lub półtrwałego łączenia różnych materiałów. Dowiedz się, jakie konkretnie zastosowanie mają nitonakrętki i nitotrzpienie w montażu i dlaczego warto wykorzyst...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Sytuacja firm w Polsce a eksport towarów: dane i badania
73% polskich firm jest spokojnych o perspektywy eksportu w 2024 r.: po burzy przychodzi słońce? Ostrożność jednak ich nie opuszcza – zarządzający nimi są najmniej optymistyczni w porównaniu z przedsiębiorcami z innych krajów Od p...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Polska strategia cyfryzacji: czy przemysł skorzysta z 5G?
Polska potrzebuje nowej strategii cyfryzacji, w której zawarty zostanie plan rozwoju infrastruktury technologii informacyjno-komunikacyjnych (ICT). Powinien on zostać dostosowany do możliwości i potrzeb krajowych - ocenili eksperci podczas XVI Europejskiego Kongresu Gospodar...

Niskoemisyjna i naturalna przyszłość branży budowlanej
Ograniczanie emisji CO2 w branży budowlanej staje się koniecznością – wymaga tego osiągnięcie neutralności klimatycznej w 2050 r. Nie uda się to bez upowszechnienia w budownictwie naturalnych materiałów i technologii oraz zasad Gospodarki Obiegu Zamkniętego (GOZ), czyli ponown...

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Źródła taniej energii dla przemysłu. Co blokuje ich rozwój?
Rozwój odnawialnych źródeł energii w Polsce powinien w najbliższych kilku latach znacząco przyspieszyć, by do roku 2030 OZE dawało łącznie 50 GW mocy. O tym, jak budować system elektroenergetyczny oparty o „zielone” źródła energii rozmawiali uczestnicy panelu „Odnawialne źró...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Co roku korozja niszczy 25 mln ton stali
W ciągu roku na świecie korozja niszczy 25 mln ton stali. Globalny roczny koszt strat z nią związanych wynosi około 2,5 biliona dolarów. Mimo nowych metod ochrony nadal nie umiemy wyeliminować tego procesu - podkreśla dr Adrian Gudwański z Uniwersytetu Śląskiego.

30% projektów zostało opóźnionych z powodu przestępczości budowlanej
Jak wynika z nowo opublikowanego raportu BauWatch „Niewidoczne Zagrożenia: Indeks Przestępczości w Budownictwie 2024” aż 40 proc. respondentów zauważyło wzrost przypadków kradzieży w ostatnim roku. Co więcej aż 64 proc. osób przyznało, że przynajmniej raz w roku byli świadkami...




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















