
Wykorzystanie wyników symulacji numerycznych do analizy przemysłowego procesu kucia haka holowniczego
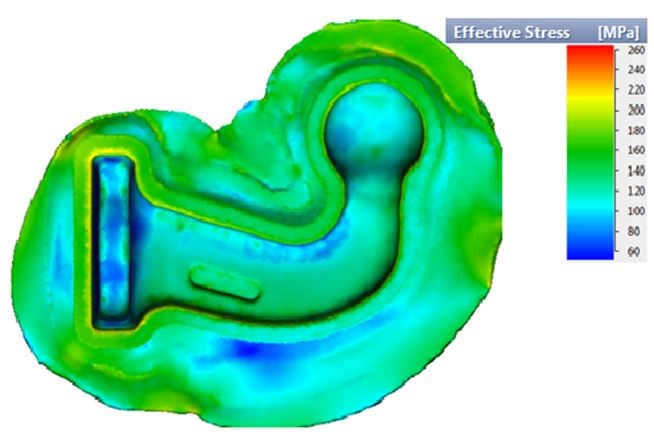
Jak można zauważyć, najbardziej niekorzystnym obszarem koncentracji naprężeń i wystąpienia pęknięcia są okolice pod głową haka, na obrabianej mechanicznie (po kuciu) powierzchni w miejscu redukcji przekroju. W tych krytycznych obszarach naprężenia zastępcze wynoszą około 300 MPa, co dla tego materiału jest w okolicach wytrzymałości na rozciąganie (Rm = 345 MPa). Dlatego podczas procesu kucia haka należy zadbać o poprawność płynięcia materiału oraz o prawidłowy rozkład włókien (rys. 4), a dodatkowo podczas obróbki mechanicznej zapewnić wysoką jakość powierzchni, bowiem może to być przyczyną przedwczesnego pękania gotowego wyrobu.
Defekty kuziennicze
Jednym z największych zagrożeń podczas procesu kucia takich elementów jak hak (odkuwka o zakrzywionej osi) są defekty kuziennicze, z których najgroźniejsze są przede wszystkim zakucia (podłamy) i zawinięcia materiałowe (rys. 7). Wykorzystanie specjalnych funkcji (m.in. laps, folds itp.) w programie pozwala na zasymulowanie różnych wariantów ułożenia. Umożliwia to także wykrycie najbardziej narażonych na wady obszarów formowanego materiału. Podczas płynięcia część materiału pozostaje pomiędzy matrycami, tworząc zawinięcie (rys. 7a), które w kolejnych uderzeniach jest wprasowywane w wypływkę. W trakcie kucia wykańczającego utrzymuje się tendencja wypływania poza detal, przez co defekty nie wpływają na parametry produktu. W analizowanym procesie niewielkie wady mogą powstawać na narożach w procesie wydłużania na kowadle, ponieważ jest to proces zakuciogenny (rys. 7b).
Podobne wady były obserwowane w przemysłowym procesie kucia haka, zwłaszcza w przypadku nieprzestrzegania technologii, np. niewłaściwym ułożeniu przedkuwki lub złej długości wadu.
Weryfikacja wyników
W celu weryfikacji wyników oraz przy uwzględnieniu dodatkowych informacji z modelowania numerycznego wykonano odkuwki. Następnie w oparciu o normę ISO 6892-1 i 2 (zgodnie z wymaganiami klienta) przeprowadzono badania wytrzymałościowe w temperaturze 100oC (tab. 1).
Uzyskane wyniki potwierdziły zakładane wartości parametrów: Re = 326 MPa oraz Rm = 458 MPa, z uwzględnieniem temperatury otoczenia.
Wnioski
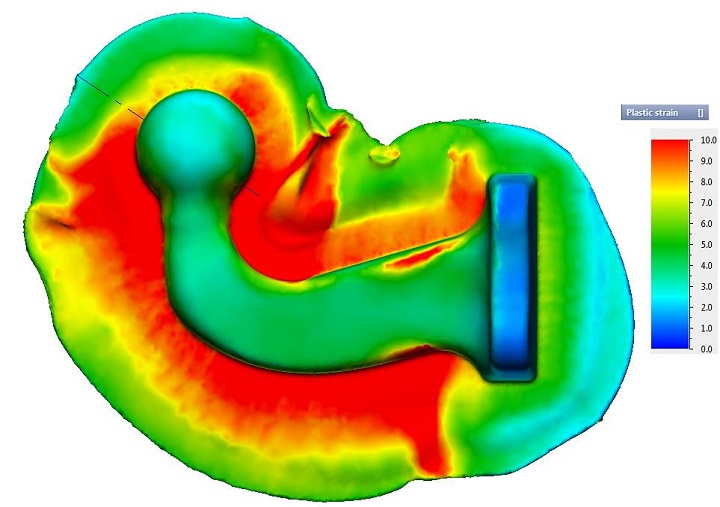
Przeprowadzone modelowanie numeryczne procesu kucia haka holowniczego dostarczyło wielu cennych informacji trudnych do uzyskania podczas typowej analizy procesu przemysłowego. Dotyczyły m.in.: rozkładu odkształceń plastycznych, pól temperatur oraz naprężeń w odkuwce, a także obszarów, w których mogą powstać zakucia. Dzięki uwzględnieniu wyników z MES i wprowadzeniu korekt w procesie uzyskano dużą dokładność wymiarową gotowej odkuwki (na podstawie skanowania), a także zakładane własności mechaniczne. Tym samym potwierdzono słuszność przyjętych założeń modelowania numerycznego.
Przedstawione wyniki mogą posłużyć do optymalizacji wybranych parametrów podobnych procesów kucia oraz kształtu narzędzi ze względu na jakość odkuwki oraz trwałość narzędzi.
Piśmiennictwo
- Altan T.: Cold and hot forging fundamentals and application. ASM Internation, Ohio 2005.
- Gronostajski Z., Hawryluk M.: The main aspects of precision forging. „Archives of Civil and Mechanical Engineering”, 2008, s. 39-57.
- Hawryluk M., Ziemba J.: Application of the 3D reverse scanning method in the analysis of tool wear and forging defects. Measurement (London). 2018, vol. 128, s. 204-213.
- Hawryluk M.: Review of selected methods of increasing the life of forging tools in hot die forging processes. „Archives of Civil and Mechanical Engineering”, nr 16/2016, s. 845-866.
- Hawryluk M.: Methods of analysis and increasing durability of forging tools used in hot die forging processes, Monographic publishing series. Problems of Operation and Machine Construction. ITE – PIB, Radom 2016.
- https://www.westfalia-automotive.com/pl/produkty/haki-holownicze/.
- Kocańda A.: Określenie trwałości narzędzia w obróbce plastycznej metali. [W:] Informatyka w Technologii Metali, pod red. A. Piela, F. Grosman, J. Kusiak i M. Pietrzyk, Wydawnictwo Politechniki Śląskiej, Gliwice 2003, s. 213-256.
- Lange K., Cser L., Geiger M., Kals J.A.G.: Tool Life and Tool Quality in Bulk Metal Forming. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture November 1993, s. 223-239.
- Lee S.K., Ko D.C., Kim B.M.: Optimal die profile design for uniform microstructure in hot extrusion product. Int. J. Mach. Tool Manuf. 2000, s. 1457-1478.
- Przedsiębiorstwo HAK Sp. z o.o. z siedzibą we Wrocławiu, Centrum Badawczo-Rozwojowe: Opis prac innowacyjnych (badawczych i rozwojowych) zrealizowanych przez HAK Sp. z o. o. w 2012 r., część 1.
- Sińczak J.: Podstawy procesów przeróbki plastycznej. Wydawnictwo Naukowe Akapit, Kraków 2010.
- Vazquez V., Altan T.: New concepts in die design – physical and computer modeling applications. „Journal of Material Processing Technology”, nr 98/2000, s. 212-223.
Może Cię również zainteresować >>
Galeria



















Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































