
Wpływ przemian alotropowych na właściwości fizykochemiczne cyny
Zarodkowanie
Zarodkowanie następuje w temperaturach poniżej 13,2°C, w których termodynamiczna siła napędowa wzrasta wraz ze spadkiem temperatury. Po zarodkowaniu następuje wzrost fazy α w wyniku postępującej przemiany β → α i przemieszczania się interfejsu do nieprzemienionego regionu fazy β. Przemieszczanie się interfejsu β-α opisuje się jako równowagę pomiędzy akumulacją naprężeń sieciowych i rozluźnieniem tychże naprężeń poprzez procesy odzyskiwania energii.
Ekspansja sieci generuje naprężenia związane z niedopasowaniem strukturalnym i objętościowym pomiędzy fazami α i β w miarę przemieszczania się atomów. Nagromadzenie naprężeń w sieci krystalicznej przeciwdziała powstawaniu przemiany β → α przez hamowanie przegrupowania atomowego struktury krystalicznej. Przemiana z fazy β w fazę α nastąpi w wyniku zredukowania naprężeń w strefach odkształcenia plastycznego w sieci fazy β przed interfejsem β-α. Zmniejszenie naprężeń następuje w wyniku przemieszczania się bądź anihilacji dyslokacji w sieci krystalicznej fazy β. Zatem powstawanie zarazy cynowej oraz szybkość jej wzrostu zależą od właściwości mechanicznych fazy β oraz stopnia redukcji naprężeń [1].
Stopy cynowo-ołowiowe a dyrektywa RoHS
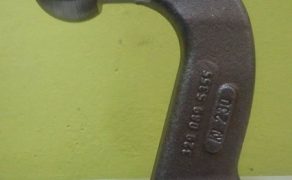
W ciągu ostatnich kilku dekad preferowano lutowanie elementów elektronicznych za pomocą stopów cynowo-ołowiowych. Jednakże od 1 lipca 2006 roku, wraz z uchwaleniem dyrektywy RoHS (ang. Restriction of Hazardous Substances), zaniechano produkcji takich stopów ze względu na toksyczne właściwości ołowiu. Wynikiem było odejście od tradycyjnych lutów cyny z ołowiem na rzecz bezołowiowych alternatyw zawierających znaczny procent cyny. Dodatek ołowiu do cyny skutecznie hamował rozwój zarazy cynowej. Przejście przemysłu elektronicznego na bezołowiowe stopy lutownicze po raz kolejny uruchomiło dyskusję na temat zagrożeń związanych z zarazą cynową. Czysta cyna ogólnie nie jest akceptowana w przemyśle elektronicznym z powodu innego szkodliwego zjawiska, zwanego „wąsami cynowymi” (tin whiskers) [6, 7] (rys. 4).

Powstawanie wąsów
Powstawanie wąsów na powierzchni cyny może doprowadzić do zwarć układów elektronicznych. Było jedną z głównych przyczyn dodania do lutowia domieszki ołowiu, który zapobiega ich powstawaniu. Z powodu przechodzenia na lutowanie bezołowiowe wąsy cynowe znów zaczynają powodować problemy. Ponadto niektóre badania próbek stopów cyny sugerują, że stopy bezołowiowe wykazują większą podatność na zarazę cynową niż tradycyjne stopy cynowo-ołowiowe. Jest to oczywiście niedopuszczalne w przypadku systemów elektronicznych, które muszą działać w temperaturach poniżej 13,2°C.
Stopy Sn-Cu-Ag
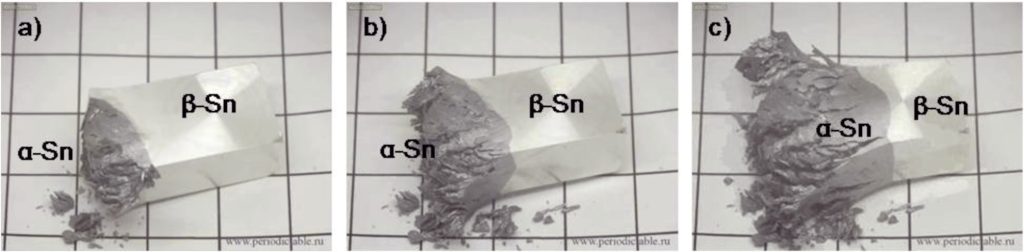
Zaraza cynowa była obiektem wielu badan naukowych. W. Peng [8] przeprowadził badania czterech bezołowiowych spoin cynowych z dodatkiem Cu, Ag oraz Cu+Ag, czystej Sn oraz dwóch płytek drukowanych używanych w produkcji telefonów komórkowych – jednej pokrytej stopem Sn z Pb i Ag, a drugiej – stopem Sn z Cu i Ag. W celu stwierdzenia przemiany alotropowej β → α stopy na początku schładzano w ciekłym azocie (-196°C) przez 50 h. Po analizie powierzchni były trzymane w temperaturze -40°C przez 4 lata.
Powierzchnia próbek była poddawana obserwacji każdego roku. Na koniec przetrzymano badane stopy przez 1,5 roku w temperaturze -17°C. Badania analizy powierzchni po chłodzeniu w temperaturach -196°C, a potem w -40°C nie wykazały obecności α-Sn. Dopiero chłodzenie w -17°C przez 1,5 roku ujawniło obecność przemiany fazowej, lecz jedynie w spoinie z czystej Sn. Pozostałe cztery spoiny, jak również płytki drukowane z telefonu komórkowego, wciąż miały błyszczącą, srebrzysta barwę.
Badania cyny – zaraza cynowa
Wcześniejsze badania oceniały potencjał powstawania zarazy cynowej w złączach lutowanych [9]. Przetestowano trzy stopy lutownicze: czystą cynę, stop cynowo-ołowiowy wysokiej czystości (Sn-Pb) i komercyjny stop lutowniczy. Badanie wykazało, że zaraza cynowa powstała na wszystkich z wyjątkiem lutu komercyjnego. Jednak odporność na zarazę cyny była przypisana zanieczyszczeniom, a nie właściwościom fizycznym lutowia.
Do badań przemiany β → α zastosowano także metodę spektroskopii Mössbauera [2, 4]. Jest to wszechstronna metoda oparta na nadsubtelnym oddziaływaniu poszczególnych jąder atomów z otoczeniem takim jak np. najbliższe atomy lub elektrony z powłok elektronowych wokół atomów. Oddziaływania nadsubtelne świadczą o zmianach energii poziomów jąder i dostarczają informacji o lokalnych właściwościach badanych atomów osadzonych w strukturze. A zatem spektroskopia Mössbauera wydaje się idealna do badania próbek jednoskładnikowych. W nich tylko bardzo niewielkie lokalne różnice pomiędzy atomami są wykrywalne, np. we wczesnym etapie przejścia β → α pojawiających się wewnątrz metalicznej osnowy Sn. Ponadto duża różnica między czynnikami Mössbauera-Lamba dla faz α i β w temperaturze pokojowej skutecznie zwiększa wykrywalność fazy α-Sn [2].
Badanie na obecność zarazy cynowej
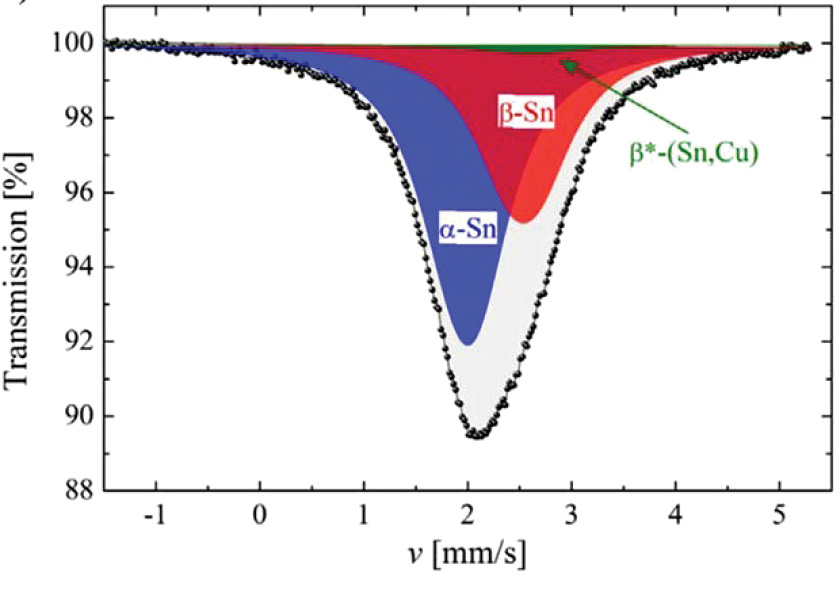
Badaniu na obecność zarazy cynowej metodą spektroskopii Mössbauera poddane zostały także próbki Sn z dodatkiem Cu i Ag [4]. W tym celu sześć próbek: Sn, Sn-1%Cu, Sn-2%Cu, Sn-3%Cu, Sn-0,3%Ag-0,7%Cu i Sn-3%Ag-0,5%Cu poddano walcowaniu na zimno do grubości 50 μm. Następnie „zaszczepiono” na ich powierzchniach zarodki InSb, które miały za zadanie zainicjować reakcję przemiany alotropowej β → α.
Tworzenie się dwuskładnikowej struktury krystalicznej metalu lub stopu wymaga kilku czynników. Roztwór stały powstaje, gdy atomy rozpuszczalnika i substancji rozpuszczonej posiadają tę samą liczbę elektronów walencyjnych. Różnica promieni atomowych nie może być większa niż 15%. Po trzecie: pierwiastki rozpuszczalnika i substancji rozpuszczonej powinny posiadać podobną elektroujemność. Po czwarte: rozpuszczalnik i substancja rozpuszczona powinny mieć tę samą strukturę krystaliczną. Z tego powodu wybrano zarodki InSb, ponieważ posiadają one strukturę regularną bardzo zbliżoną do struktury α-Sn. Tak przygotowane próbki poddano schładzaniu w temperaturach -18°C i -30°C przez 4 dni.
Wyniki badań cyny
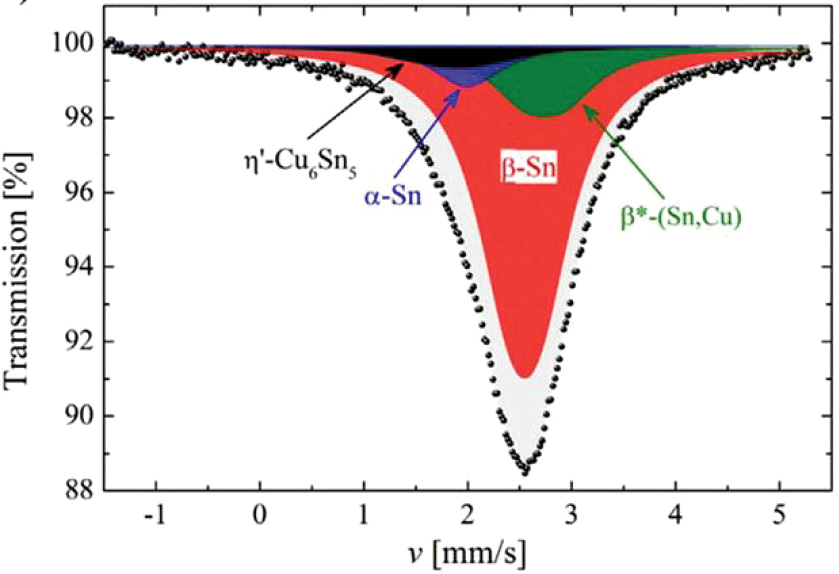
Wyniki badań metodą spektroskopii Mössbauera pokazały, iż w próbce z czystej cyny stwierdzono mniej niż 0,03% względnej objętości fazy α-Sn. Obecność ok. 1% Cu w dwuskładnikowych stopach lutowniczych przyspiesza tworzenie się fazy α-Sn, osiągając maksymalną wartość 28,5% wagowych dla stopu (rys. 5a). Jednakże sygnał Mössbauera dla fazy α maleje wraz ze wzrostem zawartości Cu powyżej 1% i stabilizuje się w około 2% wagowych dla Sn-2%Cu i Sn-3%Cu (rys. 5c). Przypuszczalnie jest to związane z formowaniem się stabilnej fazy międzymetalicznej Cu6Sn5 występującej przy min. 2% wagowych Cu i to ta faza jest odpowiedzialna za hamowanie wzrostu fazy α-Sn, czyli powstawanie zarazy cynowej.
Kolejne wnioski z badań
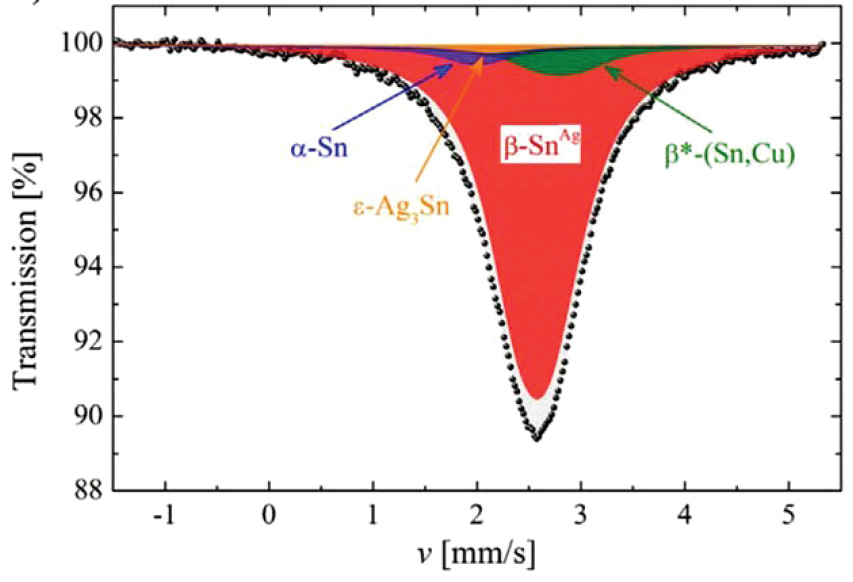
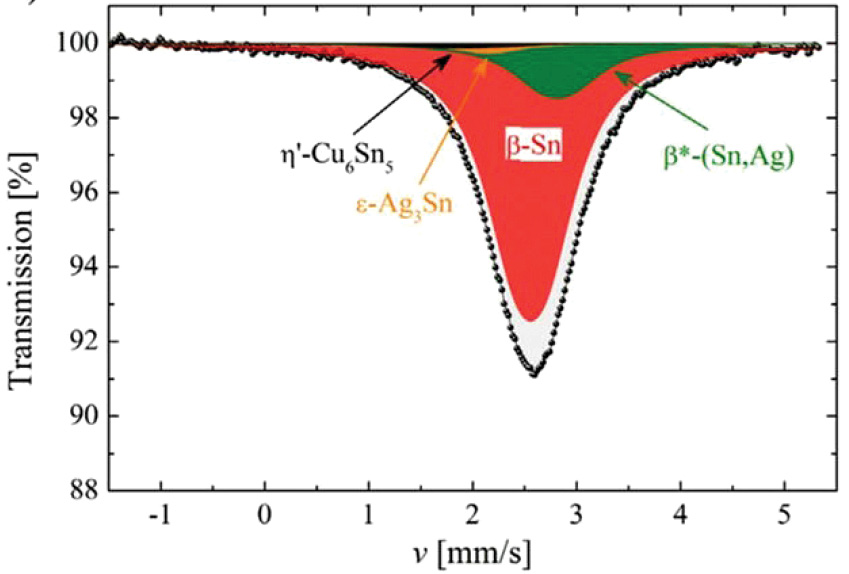
Dalsze badania wykazały, iż nawet niewielki dodatek Ag do dwuskładnikowego stopu Sn-Cu znacznie ogranicza tworzenie się fazy α (rys. 5b, d). W przypadku stopów z dodatkiem Ag przy powstawaniu zarazy cynowej wzięto pod uwagę wpływ temperatury i składu chemicznego stopów. Zaobserwowano bardzo niewielką zdolność tworzenia się zarazy cynowej w obu trójskładnikowych stopach po upływie 4 dni chłodzenia. W rzeczywistości dla stopu Sn-3%Ag-0,5%Cu występuje tylko domniemana obecność zarazy cynowej na poziomach 0,03 i 0,06% dla próbek schładzanych w temperaturach odpowiednio t1 = -18°C i t2 = -30°C. Jednak niektóre rozbieżności w wynikach spektroskopii Mössbauera pokazały, że obecność Ag w stopach lutowniczych na osnowie Sn działa jak inhibitor, podczas gdy niższa temperatura przyspiesza powstawanie zarazy cynowej [4].
Galeria




Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































