
TruLaser Weld 1000 – zrobotyzowany system spawania laserowego z laserem fiber
Popularność zastosowania wycinarek laserowych w produkcji przemysłowej nie podlega dyskusji. Skoncentrowana wiązka monochromatycznego światła pozwoliła na epokową zmianę w zakresie jakości i wydajności cięcia elementów metalowych. Firma TRUMPF, wiodący dostawca urządzeń laserowych, nie ogranicza się do wycinania, lecz oferuje także całą gamę urządzeń realizujących inne technologie, przede wszystkim: spawanie, znakowanie, napawanie oraz wytwarzanie przyrostowe. W swoim programie ma zarówno kompletne maszyny do obróbki laserowej, jak i oddzielne rezonatory laserowe różnego typu, wykorzystywane do indywidualnych aplikacji klienta. W swoich produktach firma TRUMPF opiera się na ponad czterech dekadach badań i doświadczeń w zakresie technologii laserowych oraz ponad 60 000 instalacji laserowych urządzeń przemysłowych na całym świecie. Dziś chcemy Państwu przedstawić najnowszy system spawania laserowego TruLaser Weld 1000.
Nowy system dla prostszych aplikacji
Zalety spawania laserowego, takie jak bardzo dobra jakość spoiny niewymagająca dalszej obróbki, duża prędkość spawania oraz minimalny wpływ cieplny, decydują o atrakcyjności tej technologii. Do spawania laserowego najczęściej stosowane są roboty, które zapewniają wymaganą dla tej technologii dokładność pozycjonowania. Firma TRUMPF oferuje od wielu lat zaawansowany system TruLaser Weld 5000. Aby umożliwić realizację prostszych aplikacji przy niższym koszcie inwestycji, TRUMPF zaproponował ostatnio nowy system TruLaser Weld 1000. Umożliwia on spawanie małych i średnich detali oraz jest bardzo prosty w obsłudze.
Zalety programowania TruLaser Weld 1000
Programowanie TruLaser Weld 1000 jest realizowane metodą uczenia bezpośrednio na stanowisku z wykorzystaniem zamocowanego detalu. Nie jest zatem konieczne szkolenie personelu w zakresie programowania robota, co często jest barierą przy wdrażaniu takich urządzeń. Operator nie musi używać panelu obsługi robota.
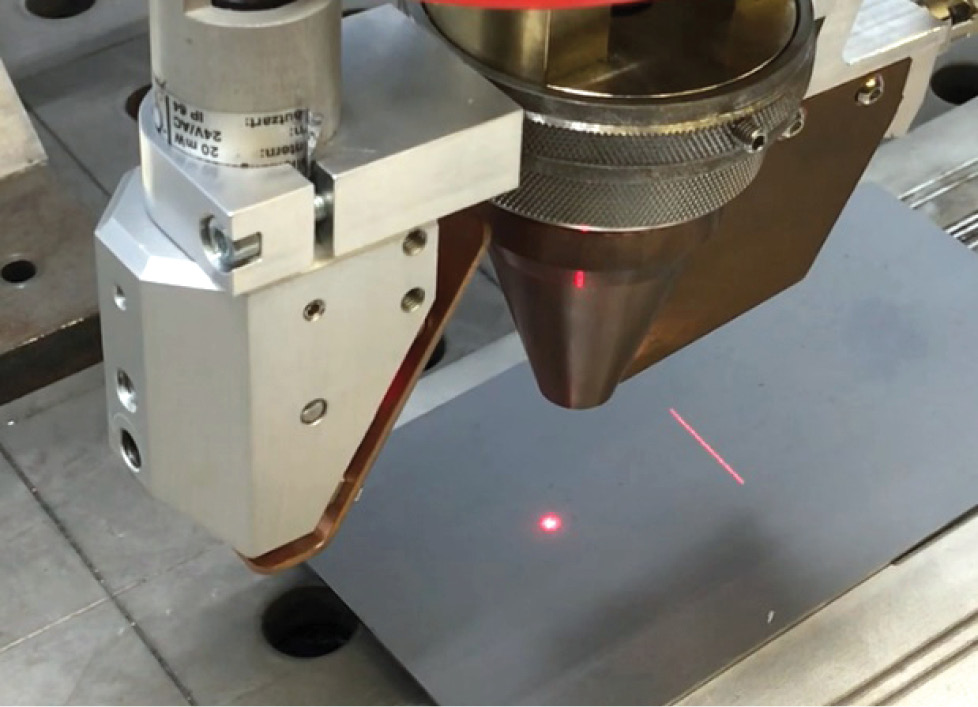
Na głowicy spawającej robota są przyciski umożliwiające jej pozycjonowanie w charakterystycznych punktach ścieżki spawania. Do kontroli odległości głowicy od detalu wykorzystuje się czerwony laser pilotujący i laser liniowy. Zadaniem operatora jest ustawienie głowicy w pozycji zapewniającej synchronizację obu laserów. Na podstawie wprowadzonych punktów system generuje automatycznie trajektorię spawania, uwzględniając także włączenie i wyłączenia źródła laserowego z zadaną mocą. Przed rozpoczęciem spawania możemy także przeprowadzić symulację trajektorii bez załączenia mocy lasera z mniejszą prędkością, kontrolując ewentualne wystąpienia kolizji. Głowica jest wyposażona w zabezpieczenie przed skutkami kolizji, które luzuje końcową część głowicy w momencie kontaktu z detalem lub przyrządem. Powoduje to także automatyczne zatrzymanie robota. Po zamontowaniu końcówki głowicy możemy skorygować program tak, aby wyeliminować ryzyko kolizji.
TruLaser Weld 1000 – wyposażenie
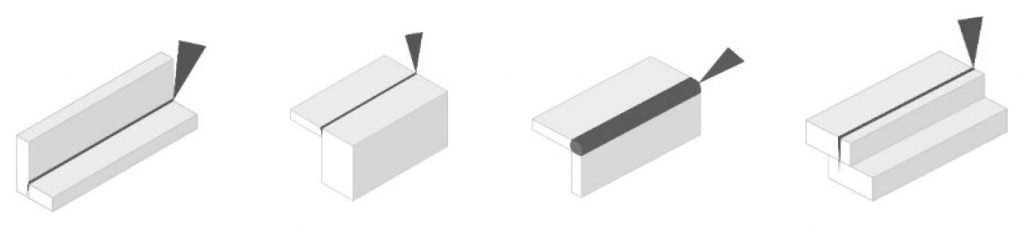
W systemie TruLaser Weld 1000 zastosowany został niewielki sześcioosiowy robot Kuka KR 10. Ma on zasięg 1100 mm i udźwig 10 kg. Powtarzalność pozycjonowania robota wynosi ±0,02 mm, spełnia zatem wymagania spawania laserowego. Na ramieniu robota zamocowana jest mała głowica do spawania laserowego z ręcznym rozogniskowaniem. Pozwala to dopasować wielkość plamki na detalu do realizowanej aplikacji. Możliwe jest spawanie głębokie z małym oczkiem i spawanie przewodnościowe z większym jeziorkiem. Dzięki temu możemy realizować różne typy spoin: czołowe, pachwinowe, zakładkowe, narożne z zaokrągloną krawędzią, co zapewnia uniwersalność urządzenia. Poprzez dyszę zainstalowaną na głowicy możemy także podawać gaz osłonowy zapewniający uzyskanie dobrej jakości spoiny. Przepływ gazu oraz przepływ sprężonego powietrza crosjetu można ustawić w zależności od wymagań realizowanej aplikacji.
Aby zwiększyć wydajność,TruLaser Weld 1000 wyposażono w dwukomorową kabinę. W każdej komorze można spawać detale o wymiarach 600 x 600 x 600 mm, przy czym spawanie w jednej komorze można wykonywać równolegle ze zdejmowaniem i mocowaniem detalu w drugiej. Ściana działowa pomiędzy komorami zapewnia wymagane bezpieczeństwo laserowe. Robot mieści się na na osi liniowej, która umożliwia jego przejazd pomiędzy komorami. Jeśli chcemy spawać większe detale, możemy podnieść ściankę działową między komorami. Wtedy mamy przestrzeń roboczą 2000 x 600 x 600 mm. Każda komora posiada wyposażenie w postaci automatycznie podnoszonych drzwi z oknem umożliwiającym obserwację procesu.
Kabina spełnia wymagania bezpieczeństwa spawania laserowego i posiada skuteczny system odpylania. Posiada on system filtrów kasetowych z automatycznym czyszczeniem wkładek oraz z pojemnikiem cząstek oparów spawalniczych.
TruLaser Weld 1000 jest wyposażany w włóknowe źródło laserowe TruFiber 3002 o mocy 3000 W i jakości wiązki 8 mm x mrad. Umożliwia ono spawanie blach o małej i średniej grubości, w zależności od mocy i wielkości plamki na detalu. Źródło posiada regulację mocy wyjściowej online, zapewniającą długoterminowo powtarzalne wyniki spawania. Nie jest zatem konieczna okresowa kalibracja mocy lasera.
Wdrożenie systemu TruLaser Weld 1000 do produkcji
Warto pokreślić, że TruLaser Weld 1000 jest także bardzo prosty w montażu, który nie wymaga specjalistycznego wyposażenia. Pozwala to w krótkim czasie wdrożyć system do produkcji przy niewielkim nakładzie pracy.
TruLaser Weld 1000 może skutecznie zastąpić ręczne spawanie łukowe, a także umożliwić wdrożenie technologii spawania w firmach, które dotychczas nie zajmowały się spawaniem.
Zainteresuje Cie także >> Zanim kupisz laser – co trzeba wiedzieć?
W przypadku jakichkolwiek pytań – jesteśmy do Państwa dyspozycji
TRUMPF Polska
ul. Połczyńska 111, 01-303 Warszawa
tel. 22 57 53 900
e-mail: info@pl.trumpf.com
kanał YouTube: https://www.youtube.com/user/TRUMPFtube
Galeria






Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































