
Projektowanie belek podsuwnicowych
W cyklu kilku artykułów chcę podzielić się z czytelnikami „Nowoczesnych Hal” moimi doświadczeniami projektowymi. Od ponad 20 lat projektuję konstrukcje stalowe. Po wykonaniu projektu bardzo często osobiście nadzoruję jego realizację. Można więc powiedzieć, że moje projekty weryfikuje rzeczywistość (budowa).
W niniejszym artykule chcę przedstawić moje sprawdzone rozwiązanie związane z projektowaniem belek podsuwnicowych. Są one przydatne dla suwnic o udźwigu od 2 do maksymalnie 50 ton.
Obecnie obowiązująca norma PN-EN 1993-6 nakazuje sprawdzić belkę podsuwnicową według dwóch modeli. Pierwszy model to pełny przekrój poddany dwukierunkowemu zginaniu i skręcaniu. Drugi model (podobnie jak to było w wycofanej już normie PN-90/B-03200) to przekrój zastępczy poddany dwukierunkowemu zginaniu. W niniejszym artykule ograniczono się tylko do pierwszego modelu (jako bardziej miarodajnego).
Kształtowanie przekroju poprzecznego belki podsuwnicowej dla suwnic o udźwigu od 10 do 50 ton
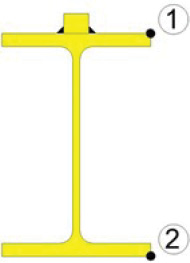
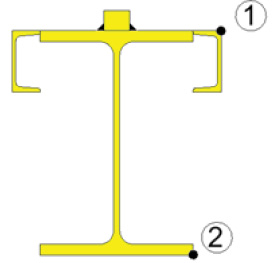
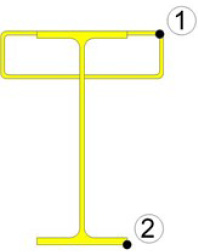
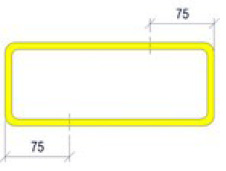
W literaturze najczęściej spotykane kształty przekrojów poprzecznych belek podsuwnicowych dla wyżej wymienionych suwnic znajdują się na rys. 1-2. W związku z tym, iż obecnie nie tylko kryterium ciężaru decyduje o wyborze optymalnego rozwiązania i kształtu przekrojów poprzecznych belek podsuwnicowych, bardzo popularne są przekroje HEA/HEB (zdecydowanie cięższe od przekrojów spawanych). Ten typ przekrojów jest pokazany na rys. 1. W profilach tych wykonuje się jedynie otwory, spawa blachy czołowe i uzyskuje gotowe belki podsuwnicowe. Niestety pomimo rozbudowanych pasów (są to profile szerokostopowe) bardzo często musimy je wzmocnić na kierunek poziomy ze względu na ugięcia i zginanie w płaszczyźnie poziomowej. Wówczas stosujemy kształty przekrojów poprzecznych według rys. 2.
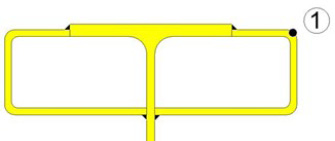
Dospawanie ceowników lub kątowników poprawia charakterystyki na kierunek poziomy, ale jest trudne do poprawnego wykonania. Aby ceowniki lub kątowniki nie zdeformowały się po spawaniu, zaleca się zastosowanie żeberek, które „utrzymają” kształt przekroju. To oczywiście zwiększa pracochłonność. Jeżeli już zachodzi taka konieczność, to nie zaleca się spawać żeberek do pasa górnego belki. Należy żeberka spawać tylko do środnika (rys. 3).
Wzmocnienie kątownikami nierównoramiennymi
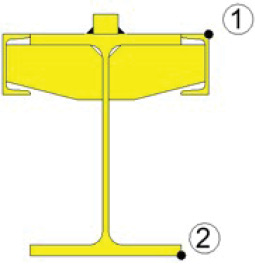
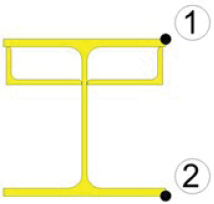
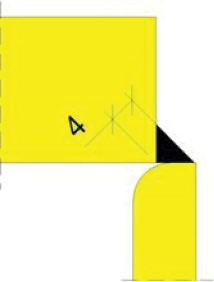
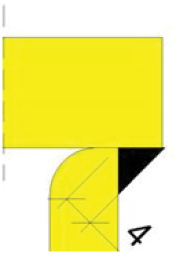
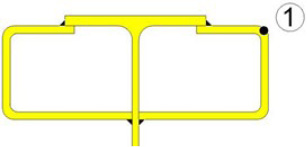
Alternatywą dla przekroju ze „skrzydełkami” jest wzmocnienie kątownikami nierównoramiennymi, ale w innym układzie (rys. 4 i 5).
Przy pasie ściskanym powstaje podwójna skrzynka, która zdecydowanie poprawia charakterystyki skrętne przekroju. To z kolei przekłada się na wzrost momentu krytycznego zwichrzenia oraz wzrost odporności przekroju na deplanację.
Na rys. 6-8 pokazano sposób kształtowania przekroju (łączenie kątownika z profilem dwuteowym). Zawsze można dobrać dla wybranego profilu dwuteowego odpowiedni kątownik nierównoramienny. Połączenie pomiędzy kątownikiem a dwuteownikiem odbywa się poprzez spoiny pachwinowe. Rys. 6 dotyczy przekrojów o pasach szerokości 300 mm. Rys. 7 dotyczy przekrojów o pasach szerokości poniżej 300 mm. Rys. 8 przedstawia szczegół połączenia ze środnikiem. Aby uwidocznić zalety powyższego rozwiązania, przygotowano przykład obliczeniowy. Analizę przeprowadzono dla tzw. kombinacji obciążeń grupy 5 (przejazd suwnicy).
Założenia: suwnica natorowa o udźwigu 25,0 ton, belka jednoprzęsłowa, V = 190 kN (maksymalny nacisk jednego koła suwnicy), HT = 24 kN (siła ukosowania mostu suwnicy), a = 3,0 m (rozstaw kół suwnicy), L = 7,5 m (rozpiętość belki), stal S235, szyna – kęs kwadratowy 40 x 50 – spawana bezpośrednio do pasa górnego belki.
Siły wewnętrzne: My,Ed = 635, Mz,Ed = 58 kNm.
Analiza przekrojów
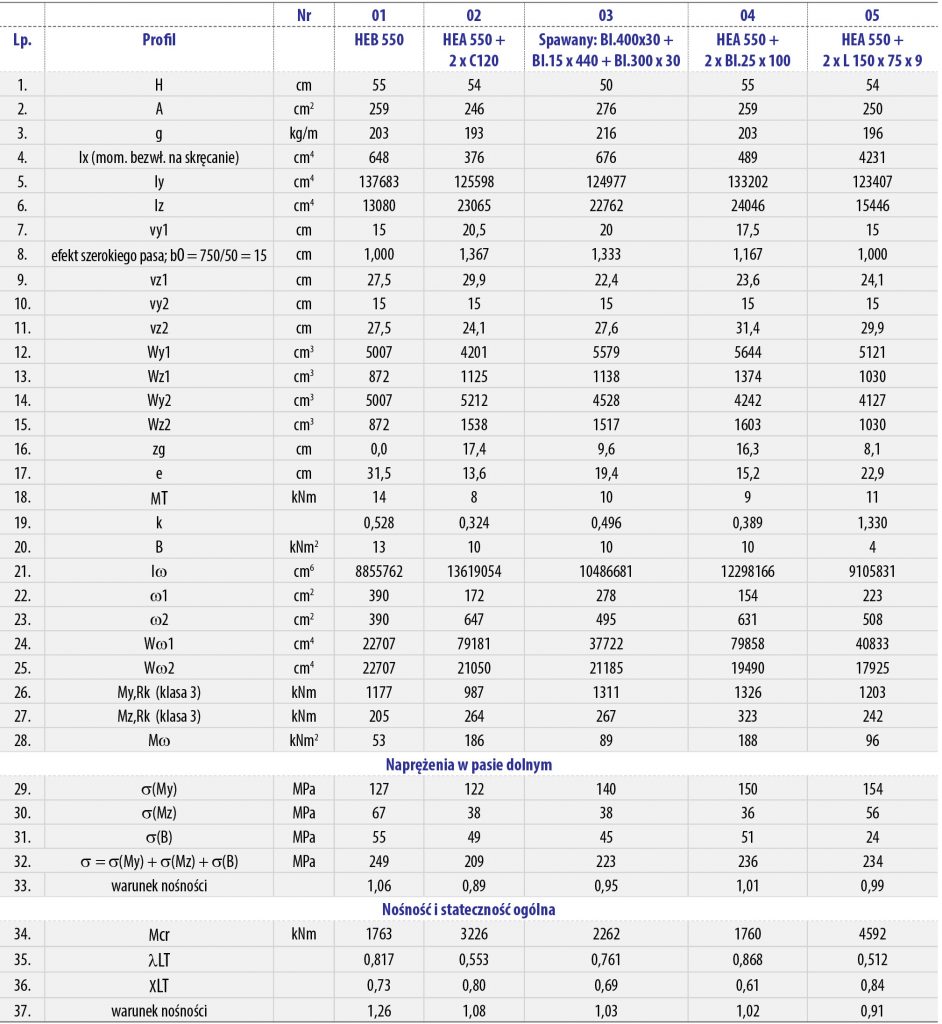
Analizie poddano 5 typów przekroju poprzecznego:
- 01 – HEB 550,
- 02 – HEA 550 + skrzydełka z L65 x 65 x 9,
- 03 – spawana blachownica (pas górny Bl. 400 x 30, środnik Bl. 15 x 440, pas dolny Bl. 300 x 30),
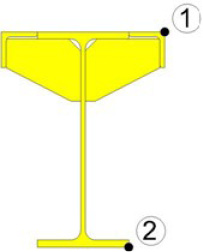
- 04 – HEA 550 + 2 x Bl. 25 x 100 (rys. 9),
- 05 – HEA 550 + 2 L150 x 75 x 9.
Przekrój typu 04 często stosuje się do wzmocnienia istniejących belek podsuwnicowych. Utrudnione jest w tym przekroju założenie spoiny od spodu pasa górnego.
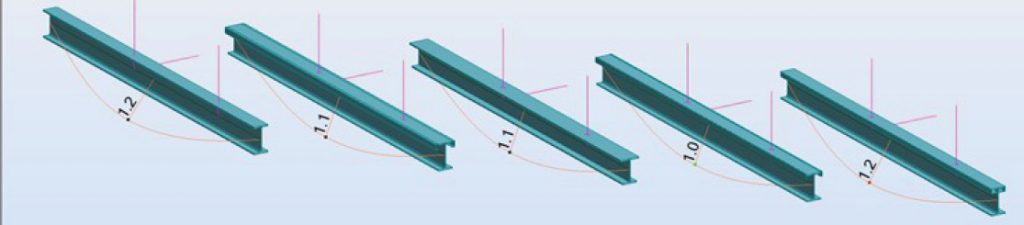
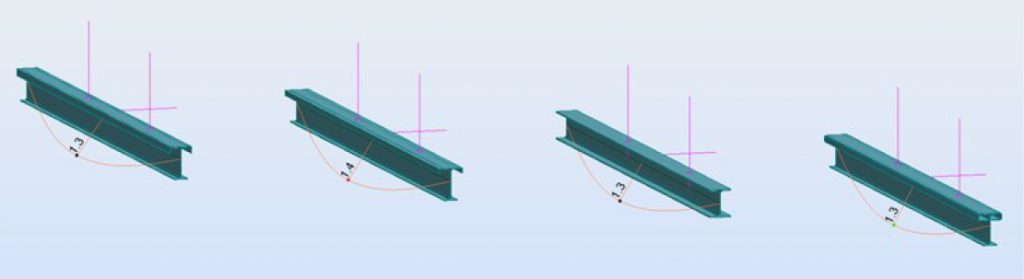
Ugięcia profili zamieszczono na rys. 10. Wszystkie pięć typów przekroju poprzecznego spełnia warunki ugięć pionowych i poziomych:
fV < L/600 = 7500/600 = 12,5 mm i fH < L/600 = 7500/600 = 12,5 mm
Rys. 10 przedstawia łączne ugięcie pionowe i poziome belek podsuwnicowych. Ciężar szyny wynosi 0,2 kN/m. Od lewej strony znajduje się przekrój nr 01 (HEB 550), za nim kolejne przekroje.
Wyniki obliczeń zamieszczono w tab. 1.
Przeczytaj również: Transport wewnętrzny w halach wielkopowierzchniowych na przykładzie przemysłu ciężkiego
Galeria










Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































