Optymalizacja programów obróbczych na obrabiarkach CNC
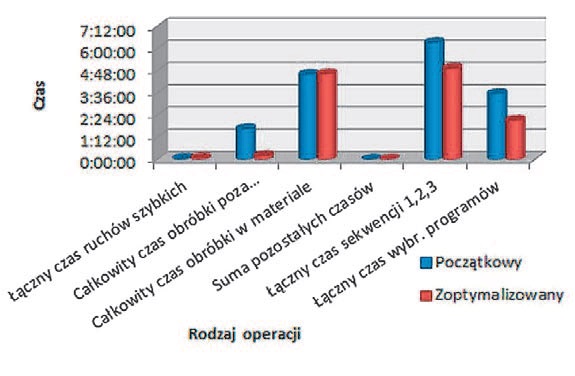
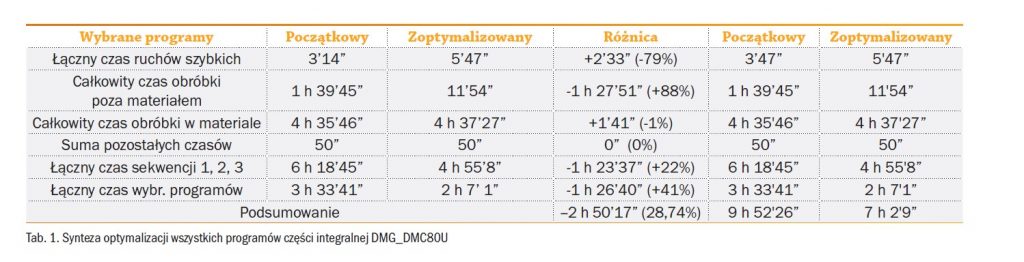
Dodatkowa korzyść wynika z zaoszczędzenia kolejnej kwoty 1,5 mln $, przeznaczonej na 3 nowe maszyny CNC, aby zrealizować zwiększoną produkcję części, który to zakup można pominąć w przypadku zastosowania optymalizacji [3]. W sumie zyskujemy oszczędności w wysokości 2260 tys. $, zwiększając moce produkcyjne o ~17 000 roboczogodzin. Wirtualne podejście jest bardziej skuteczne w optymalizacji łańcucha CAD – CAM – CNC i znacznie szybsze. Bardzo obniża także koszty podczas prowadzenia testów (FAI) na rzeczywistej maszynie CNC.
Podsumowanie
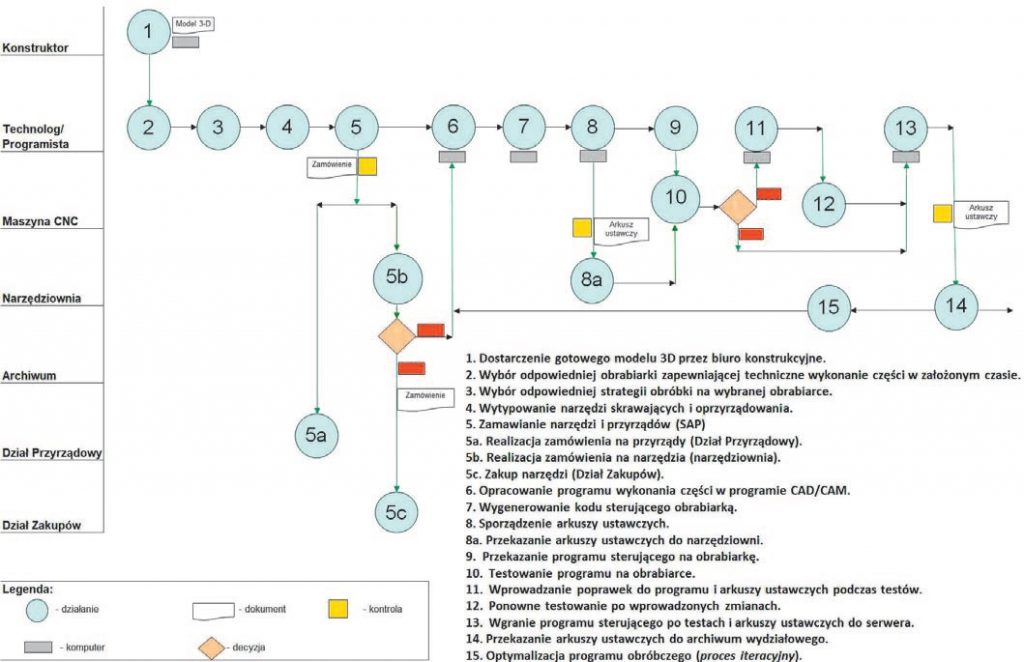
Etap technologicznego przygotowania produkcji nie ogranicza się wyłącznie do wdrożenia podstawowego opracowania programu obróbkowego lub procesu technologicznego. Przypomina nieustającą iterację, polegającą na wnoszeniu kolejnych poprawek w kolejnych krokach. Głębokość skrawania, prędkość posuwu i prędkość skrawania mają największy wpływ na zwiększenie wydajności obróbki skrawaniem. Głębokość skrawania jest zwykle określana przez geometrię obrabianego przedmiotu i naddatki na obróbkę skrawaniem. Zaleca się obrabianie przedmiotu o wymaganej głębokości w jednym przejściu, aby w miarę możliwości skrócić czas obróbki i obniżyć koszty. Dlatego problem określania parametru obróbki sprowadza się do wyboru odpowiedniej kombinacji prędkości skrawania i prędkości posuwu.
Krótszy czas skrawania oznacza większą wydajność obróbki. Usunięcie niemal identycznej ilości materiału obrabianego w krótszym czasie skraca czas frezowania. Ma jednak negatywne skutki wzrostu sił, temperatury, momentu obrotowego, ugięcia frezu i błędów kształtu.
Siły frezowania są głównymi czynnikami decydującymi o dokładności wymiarowej, jakości powierzchni, drgań maszyny, wymaganiach mocy wrzeciona obrabiarki, zużyciu energii i żywotności frezu. Objętościowa wydajność skrawania MRR i siły skrawania są tutaj ściśle powiązanymi parametrami.
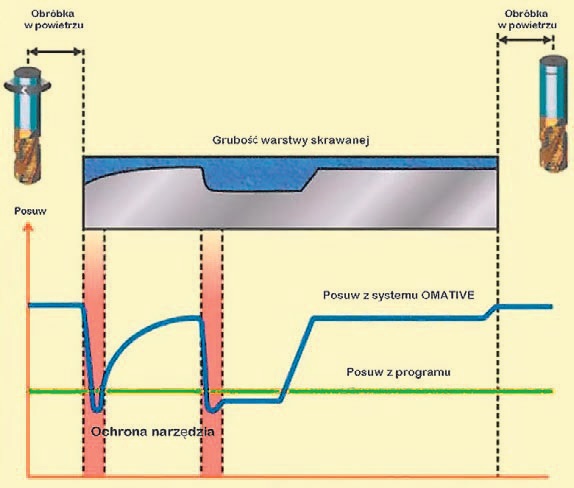
Przy dużej prędkości skrawania posuw i głębokość skrawania można zmniejszyć bez zmniejszenia szybkości usuwania materiału lub czasu obróbki. W ten sposób zmniejsza się siły skrawania.
Proces obróbki na obrabiarkach CNC jest określony przez prędkość skrawania, posuw i głębokość skrawania. Są one często dobierane na podstawie doświadczeń technologów. Jednak nie zawsze zapewnia to osiągnięcie wymaganej wydajności maszyny i odpowiednich parametrów produktu. Skrócenie czasu obróbki można osiągnąć poprzez optymalizację wybranych parametrów skrawania.
Piśmiennictwo
- Adamski W.: Wybrane kierunki zwiększenia wydajności procesów skrawania. „Mechanik”, 5-6/2009, s. 540-546.
- Niesłony P., Grzesik W.: Optimization procedures for machining operations on CNC machine tools. „PAK”, vol. 57, 2/2011.
- Adamski W.: Wybrane problemy projektowania i wytwarzania CAD/CAM w przemyśle maszynowym. Oficyna Wydawnicza Politechniki Rzeszowskiej, 2012, ISBN 978-83-7199-772-3, s. 205.
- Adamski W.: Optymalizacja czasu wykonania części integralnych. „STAL Metale & Nowe Technologie”, 5-6/2014.
- Adamski W.: Nowe technologie obniżające czas wykonania części integralnych w przemyśle lotniczym. „Mechanik”, 2/2015.
- Morek R.: Optymalizacja procesów technologicznych. http://morektech.com.pl/ [dostęp: 26.12.2017 r.].
Może Cię również zainteresować >> Optymalizacja pracy maszyn CNC w otoczeniu produkcyjnym




Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Kluczowe spotkanie branży logistycznej – MODERNLOG 2024 już w czerwcu!
Już niebawem Poznań stanie się centralnym miejscem spotkań sektora logistycznego. Podczas 4 dni targów odbędą się pokazy najnowszych rozwiązań technologicznych, prezentacje maszyn i systemów operacyjnych, a także prelekcje i panele dyskusyjne z ekspertami. Kluczowe wydarzenie ...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Elementy hali stalowej – charakterystyka
Hale stalowe są jednymi z najbardziej popularnych obiektów budownictwa przemysłowego. Z tego też powodu elementy konstrukcyjne hali stalowej są bardzo dobrze poznane i opisane w wielu źródłach literaturowych, co pozwala na optymalne wykorzystanie ich nośności.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Eksperci: bez transformacji energetycznej Polska traci 9 mld zł rocznie
Odchodzenie od paliw kopalnych na rzecz odnawialnych i niskoemisyjnych źródeł energii jest konieczne dla wzmocnienia bezpieczeństwa energetycznego i poprawy konkurencyjności. Tak ocenili uczestnicy eksperckiej debaty, która odbyła się w Centrum Prasowym PAP. Wskazali, że każ...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Bezpieczeństwo pracy z laserami czyszczącymi
Na czym polega technologia czyszczenia laserowego i jakie są jej zalety? Co wyróżnia lasery czyszczące spośród innych technologii? Uniwersalność procesu czyszczenia laserowego sprawia, że może być z powodzeniem stosowan...

Spadły ceny produkcji sprzedanej przemysłu. Co z branżą obróbki metali?
Według wstępnych danych w marcu 2024 r. ceny produkcji sprzedanej przemysłu spadły zarówno w stosunku do lutego 2024 r. – o 0,1%, jak i w porównaniu z analogicznym miesiącem poprzedniego roku – o 9,6%.




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















