Optymalizacja programów obróbczych na obrabiarkach CNC
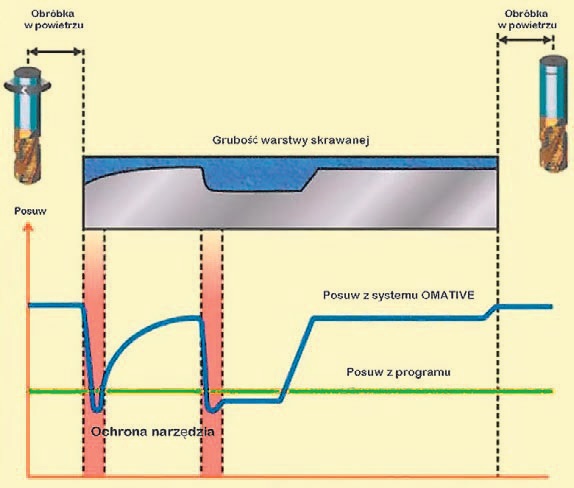
W celu zwiększenia wydajności firmy lotnicze stosują szeroko programy optymalizujące obróbkę mechaniczną (np.: VERICUT-OptiPath, OMATIVE, NCSIMUL), uzyskując bardzo dobre rezultaty. Można również stosować różnego rodzaju systemy wspomagające obróbkę skrawaniem na maszynach CNC [3], jak np. Adaptacyjny System OMATIVE na maszynie CNC, i monitorować obciążenia wrzeciona obrabiarki CNC podczas obróbki części. Na rys. 2 pokazano dynamiczne dopasowywanie wartości posuwu roboczego przy wykorzystaniu systemu OMATIVE, polegające na jego zmniejszaniu lub podwyższaniu w zależności od warunków skrawania (większa wartość lub odpowiednio mniejsza grubość warstwy skrawanej). Zastosowano metodę zmiennego posuwu. To rozwiązanie umożliwia pełniejsze wykorzystanie mocy wrzeciona obrabiarki [6].
Monitorowanie obciążenia wrzeciona obrabiarki CNC podczas obróbki przy wykorzystaniu systemu adaptacyjnego OMATIVE pozwala na znaczną redukcję czasu maszynowego obróbki, np. efekt obniżki pracochłonności o 29,7% przy obróbce podłużnic ze stopu aluminium uzyskanej w firmie Boeing lub obniżkę pracochłonności uzyskanej w firmie Aerospatiale-EADS (Toulouse, Francja) przy obróbce części ze stali nierdzewnej o 24,4% [2]. W przypadku gdy narzędzie ulega złamaniu w warunkach ekstremalnego przeciążenia z powodu:
- uderzenia narzędzia w materiał,
- twardego wtrącenia materiałowego,
- nadmiernego zużycia narzędzia,
- przerwania chłodzenia,
- nadmiernej głębokości skrawania,
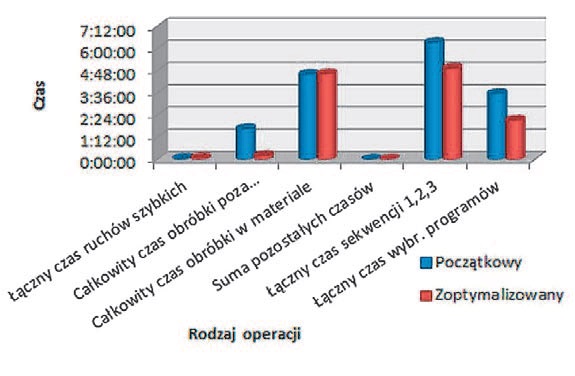
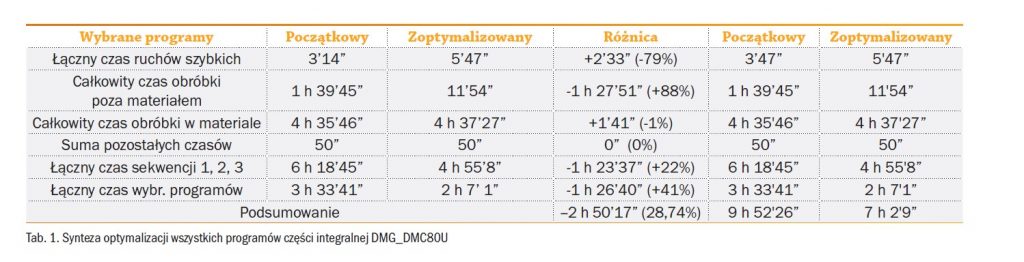
system OMATIVE ACM zmniejsza automatycznie posuw do maksymalnego bezpiecznego poziomu potrzebnego, aby chronić narzędzie przed złamaniem, lub zatrzymuje maszynę i sygnalizuje stan alarmu. W PZL Mielec do optymalizacji wykorzystano system OMATIVE. Poprawił on wydajność procesu skrawania poprzez dopasowanie czasu pracy narzędzia do rzeczywistych warunków obróbki (rys. 2). Wykorzystując system VERICUT (OptiPath to moduł optymalizacji programu VERICUT, który automatycznie modyfikuje wartości posuwów), dokonano optymalizacji wybranego programu obróbczego. Uzyskano obniżkę czasu wykonania części o 28,74% (tab. 1, rys. 3). Podobne efekty uzyskano przy wykorzystaniu systemu optymalizującego w firmie RUAG Technology [3].
Biorąc pod uwagę uzyskane wyniki zmniejszenia pracochłonności podczas obróbki detali integralnych, w przedstawionych wyżej firmach lotniczych przyjęto do dalszych obliczeń wskaźnik zmniejszenia pracochłonności o 25%.
Do przykładowej optymalizacji programów obróbczych przyjęto 13 nowoczesnych maszyn CNC pracujących na trzy zmiany. W skali roku daje to 67 600 roboczogodzin. Po optymalizacji zmniejszy się pracochłonność na tych maszynach CNC o 25%. Daje to oszczędności 16 900 roboczogodzin w skali roku (tab. 2).
Zakładając koszt pracy jednej godziny maszyny CNC w wysokości 45 $, otrzymujemy w sumie oszczędności w kwocie 760 500 $ [4].
Tab. 3 przedstawia sumarycznie 1384 programy obróbcze do optymalizacji:
- produkt samolot klasy Commuter – 758 programów obróbczych,
- produkt helikopter – 626 programów obróbczych.
Jakie więc uzyskano efekty ekonomiczne w skali firmy z zastosowania programu optymalizacji? Biorąc pod uwagę, że używanych w produkcji jest ~1400 programów obróbczych CNC o średniej pracochłonności roboczej 4,2 godziny, zakładając średnią procentową obniżkę pracochłonności o 25%, uzyskujemy roczną pełną oszczędność w wysokości ~17 000 roboczogodzin (jest to równoważność ponad 3 nowych maszyn CNC). Uzyskane pełne efekty ekonomiczne po optymalizacji ~1400 programów wynoszą 760 500 $, jest to więc kwota możliwa i realna do osiągnięcia w przeciągu 3 lat [4].




Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Kluczowe spotkanie branży logistycznej – MODERNLOG 2024 już w czerwcu!
Już niebawem Poznań stanie się centralnym miejscem spotkań sektora logistycznego. Podczas 4 dni targów odbędą się pokazy najnowszych rozwiązań technologicznych, prezentacje maszyn i systemów operacyjnych, a także prelekcje i panele dyskusyjne z ekspertami. Kluczowe wydarzenie ...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Elementy hali stalowej – charakterystyka
Hale stalowe są jednymi z najbardziej popularnych obiektów budownictwa przemysłowego. Z tego też powodu elementy konstrukcyjne hali stalowej są bardzo dobrze poznane i opisane w wielu źródłach literaturowych, co pozwala na optymalne wykorzystanie ich nośności.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Eksperci: bez transformacji energetycznej Polska traci 9 mld zł rocznie
Odchodzenie od paliw kopalnych na rzecz odnawialnych i niskoemisyjnych źródeł energii jest konieczne dla wzmocnienia bezpieczeństwa energetycznego i poprawy konkurencyjności. Tak ocenili uczestnicy eksperckiej debaty, która odbyła się w Centrum Prasowym PAP. Wskazali, że każ...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Bezpieczeństwo pracy z laserami czyszczącymi
Na czym polega technologia czyszczenia laserowego i jakie są jej zalety? Co wyróżnia lasery czyszczące spośród innych technologii? Uniwersalność procesu czyszczenia laserowego sprawia, że może być z powodzeniem stosowan...

Spadły ceny produkcji sprzedanej przemysłu. Co z branżą obróbki metali?
Według wstępnych danych w marcu 2024 r. ceny produkcji sprzedanej przemysłu spadły zarówno w stosunku do lutego 2024 r. – o 0,1%, jak i w porównaniu z analogicznym miesiącem poprzedniego roku – o 9,6%.




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















