Optymalizacja programów obróbczych na obrabiarkach CNC
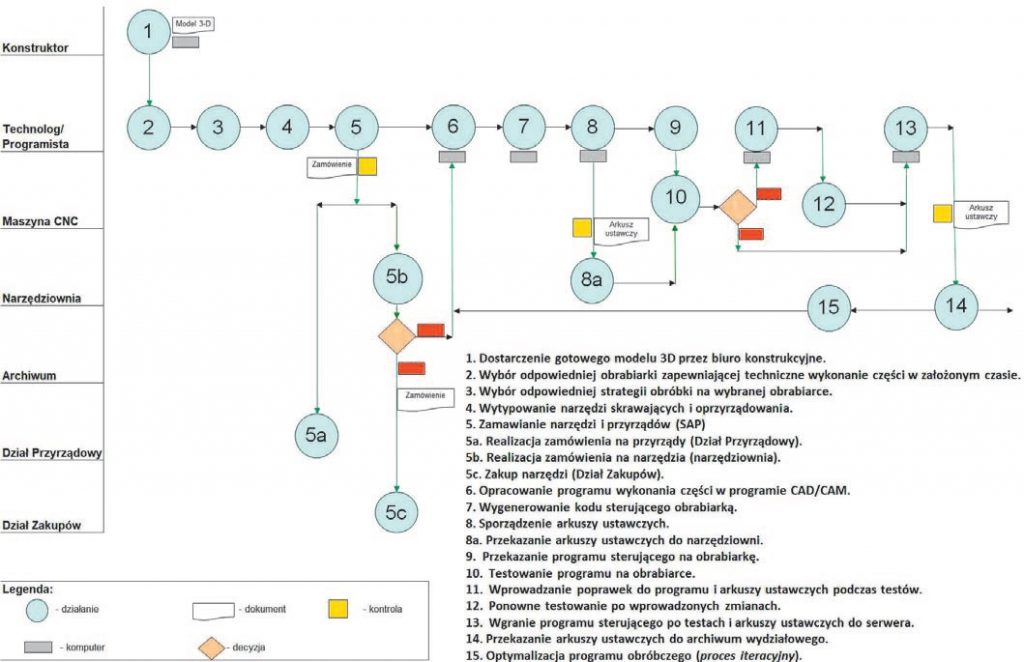
Najczęściej opracowanie programu obróbczego dla obrabiarek sterowanych numerycznie kończy się na dwóch pierwszych etapach. Program działa, części się wykonuje i pozornie wszystko jest w porządku. Zazwyczaj jednak nie ma czasu w przedsiębiorstwie na etap trzeci związany z optymalizacją programu obróbczego. Przekłada się to na mniejszą wydajność produkcji.
Technologia obróbki HSM
W ostatnich dekadach w wielu dziedzinach, takich jak: lotnictwo, aeronautyka i astronautyka, motoryzacja oraz przemysł form wtryskowych, technologia HSM stała się jedną z najbardziej obiecujących technologii produkcyjnych. Technologia frezowania z wysokimi prędkościami skrawania (High Speed Machining – HSM) jest obecnie jedną z kluczowych technologii frezowania stosowaną w przemyśle lotniczym. Wynika to z faktu połączenia zwiększonej wydajności i wysokiej jakości. Czynnikiem odróżniającym HSM od pozostałych technik frezowania jest inny dobór parametrów skrawania, głębokości warstwy skrawanej, prędkości posuwu oraz prędkości skrawania [3]. Ponadto technologia HSM zwiększa możliwości produkcyjne, na przykład możliwość wykonania cienkich ścianek, ze względu na określone warunki skrawania charakteryzujące się niskimi siłami skrawania i niskimi temperaturami obrabianych powierzchni. Technologia HSM cechuje się: wysoką wydajnością, mniejszymi siłami skrawania, lepszym rozpraszaniem energii cieplnej podczas obróbki. Jeśli chcemy jeszcze bardziej skrócić czas potrzebny do obrobienia części, to podwyższanie parametrów jest możliwe tylko wówczas, kiedy znajdują się one w obszarach stabilności [3, 5].
Kryteria czasu i kosztów nie są wystarczające. Kluczowego znaczenia nabiera stabilność obróbki.
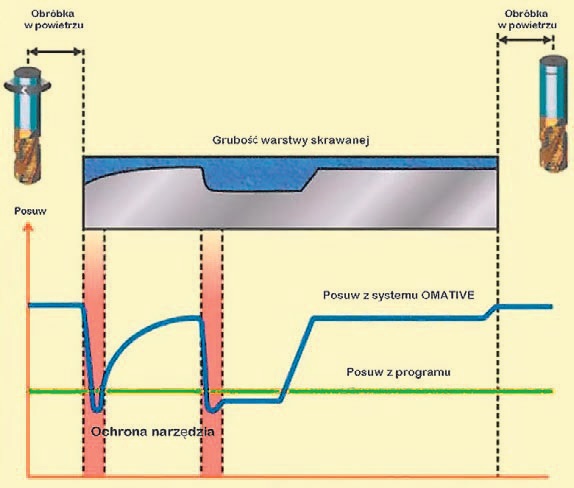
Optymalizacja programu obróbkowego powoduje zmianę podstawowych parametrów skrawania, jak posuw i prędkość skrawania, z uwzględnieniem: siły skrawania, mocy wrzeciona (napędu głównego), analizy stabilności obróbki (chatter) oraz odchylenia i odkształcenia zarówno przedmiotu, jak i narzędzia.
Podstawową korzyścią z wprowadzenia HSM jest znacząca obniżka czasu obróbki [1, 3]. Dzięki użyciu technologii frezowania HSM z dużymi prędkościami możliwe jest nie tylko frezowanie prawie wszystkich materiałów twardych i miękkich. Także uzyskanie wysokiej dokładności i jakości powierzchni w procesie gwarantującym wysoką powtarzalność.
Użycie nowoczesnych materiałów oraz powłok warstwowych do produkcji ostrzy tnących pozwala w pełni na wykorzystanie technologii HSM [1, 3]. Technologia High Speed Machining umożliwia frezowanie takich złożonych konstrukcji ze stopu aluminium, jakie nie były dotychczas praktycznie możliwe.
Objętościowa wydajność skrawania (MRR)
Koszt operacji skrawania najczęściej jest obliczany przy użyciu wskaźnika szybkości usuwania materiału lub inaczej objętościowej wydajności skrawania (Material Removal Rate – MRR). Im ten wskaźnik jest większy, tym niższe są koszty obróbki.
Szybkość usuwania materiału Q to objętość usuniętego materiału na minutę. Wyraża się w cm3/min i oblicza się ze wzoru:
Q = ae* ap * Vf (cm3/min)
gdzie:
ae – szerokość skrawania (mm); ap – głębokość skrawania (mm); Vf – prędkość posuwu (m/min).
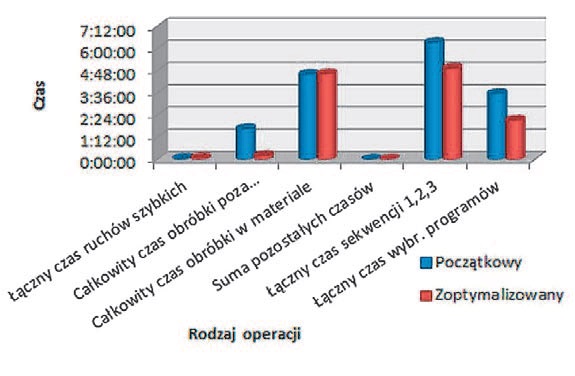
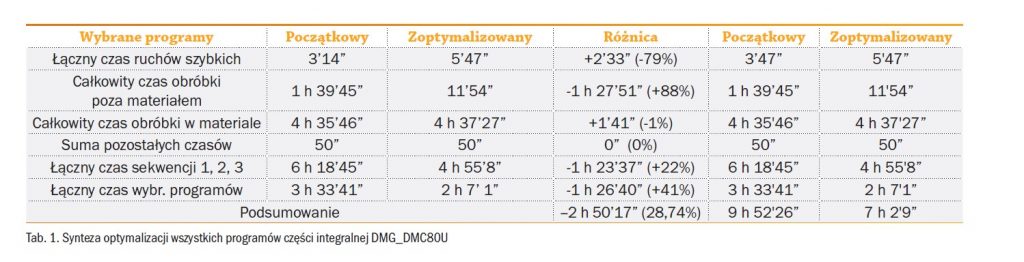
Mimo wielu znanych kryteriów optymalizacji procesu obróbki skrawaniem najczęściej wykorzystywanym kryterium jest podejście ekonomiczne. W praktyce przekłada się to na czas wykonania części, przy równoczesnym zachowaniu wysokich wymogów co do jakości funkcjonalnej wyrobu. Jakość i wydajność odgrywają ważną rolę na dzisiejszym rynku produkcyjnym.
Program obróbczy na obrabiarki CNC – optymalizacja
Obecnie techniczne przygotowanie produkcji odbywa się w świecie wirtualnym przy wykorzystaniu sprzętu komputerowego i oprogramowania. Można tutaj podać następujące prawo: im więcej pracy i wysiłku włożymy w przygotowanie produkcji w świecie wirtualnym, tym mniej mamy pracy i problemów w świecie realnym. Koszty pracy w świecie wirtualnym są znacząco mniejsze od kosztów pracy w świecie realnym. Im więcej pracy przeniesiemy ze świata realnego do świata wirtualnego, tym prawdopodobieństwo wykonania dobrej sztuki za pierwszym razem znacząco się zwiększa [3].
Stosując programy symulacyjne, można zmniejszyć także ryzyko wynikające z błędów istniejących w programie obróbki dla maszyn CNC, ponieważ są one wykrywane wcześniej na komputerze, jeszcze przed realną obróbką. Współczesne obrabiarki CNC są coraz bardziej dokładne, złożone i skomplikowane. W związku z tym komputerowa symulacja obróbki części stała się obecnie koniecznością. Szczególnie ważna jest funkcja zapobiegania błędom programu obróbkowego, a także unikania kolizji narzędzia w przestrzeni roboczej. Procentuje to mniejszymi brakami w produkcji, uniknięciem uszkodzenia drogiej maszyny CNC i straty czasu, za który klient nie chce płacić.




Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Kluczowe spotkanie branży logistycznej – MODERNLOG 2024 już w czerwcu!
Już niebawem Poznań stanie się centralnym miejscem spotkań sektora logistycznego. Podczas 4 dni targów odbędą się pokazy najnowszych rozwiązań technologicznych, prezentacje maszyn i systemów operacyjnych, a także prelekcje i panele dyskusyjne z ekspertami. Kluczowe wydarzenie ...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Elementy hali stalowej – charakterystyka
Hale stalowe są jednymi z najbardziej popularnych obiektów budownictwa przemysłowego. Z tego też powodu elementy konstrukcyjne hali stalowej są bardzo dobrze poznane i opisane w wielu źródłach literaturowych, co pozwala na optymalne wykorzystanie ich nośności.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Eksperci: bez transformacji energetycznej Polska traci 9 mld zł rocznie
Odchodzenie od paliw kopalnych na rzecz odnawialnych i niskoemisyjnych źródeł energii jest konieczne dla wzmocnienia bezpieczeństwa energetycznego i poprawy konkurencyjności. Tak ocenili uczestnicy eksperckiej debaty, która odbyła się w Centrum Prasowym PAP. Wskazali, że każ...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Bezpieczeństwo pracy z laserami czyszczącymi
Na czym polega technologia czyszczenia laserowego i jakie są jej zalety? Co wyróżnia lasery czyszczące spośród innych technologii? Uniwersalność procesu czyszczenia laserowego sprawia, że może być z powodzeniem stosowan...

Spadły ceny produkcji sprzedanej przemysłu. Co z branżą obróbki metali?
Według wstępnych danych w marcu 2024 r. ceny produkcji sprzedanej przemysłu spadły zarówno w stosunku do lutego 2024 r. – o 0,1%, jak i w porównaniu z analogicznym miesiącem poprzedniego roku – o 9,6%.




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















