
Obróbka cieplna stali średniomanganowych dla motoryzacji
Własności mechaniczne
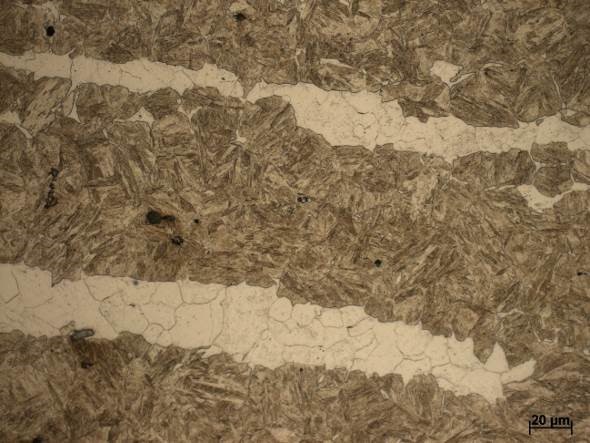
Odmienne morfologie stali wytwarzanych różnymi metodami skutkują różnicami we własnościach mechanicznych, tj. struktura płytkowa podczas odkształcenia nie wykazuje wyraźnej granicy plastyczności w przeciwieństwie do struktury globularnej. Różnica ta wynika z faktu, że w przypadku struktury płytkowej ziarna ferrytu wykazują dużą gęstość dyslokacji. Wynika ona z powolnego procesu zdrowienia statycznego. Płytkowa morfologia ferrytu, pomimo niskiej zawartości węgla oraz manganu, zapewnia porównywalną wytrzymałość do bogatszego w węgiel oraz mangan austenitu, który wykazuje niskie nagromadzenie dyslokacji. Globularne ziarna w obu przypadkach wykazują niską gęstość dyslokacji. Skutkuje to różnicami wytrzymałości, a co za tym idzie – występowaniem wyraźnej granicy plastyczności. Austenit płytkowy wykazuje wyraźnie wyższą stabilność od austenitu globularnego, co stanowi bardzo ważną zaletę stali średniomanganowych [1].
Walcowanie na ciepło stali średniomanganowych
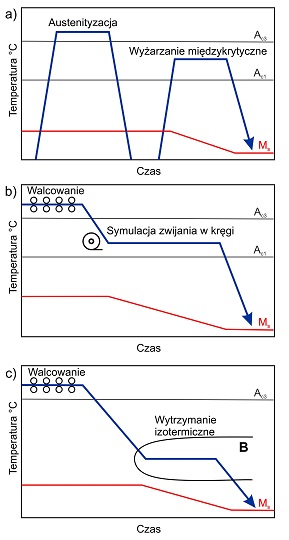
Niedawne badania wskazują na zaadaptowanie do produkcji stali średniomanganowych tzw. walcowania na ciepło [7]. Pozwala ono na obniżenie kosztów energetycznych związanych z nagrzewaniem materiału do wysokich temperatur. Jednocześnie zapewnia ono wydłużone życie narzędzi dzięki obniżeniu sił wymaganych w procesie. Proces przebiega w temperaturze z zakresu 800-300°C. Walcowanie powoduje szybką utratę temperatury przez materiał. Efektem tego jest konieczność ponownego nagrzania go do wyjściowej temperatury pomiędzy kolejnymi etapami walcowania. Po przeprowadzeniu walcowania na ciepło dochodzi do omówionego wyżej wyżarzania międzykrytycznego, niepoprzedzonego austenityzacją. Stal wytworzona tą metodą charakteryzuje się kombinacją struktury płytkowej uzyskiwanej na drodze walcowania na gorąco lub z zastosowaniem austenityzacji oraz ziaren równoosiowych otrzymywanych po bezpośrednim wyżarzaniu materiału walcowanego na zimno. Fakt ten świadczy o występowaniu niepełnej rekrystalizacji podczas walcowania na ciepło.
Zwijanie w kręgi taśm gorącowalcowanych
W przypadku taśm stalowych walcowanych na gorąco po jego zakończeniu taśmy stalowe są chłodzone do wymaganej temperatury, w której są zwijane w kręgi. Materiał w tej postaci studzi się na powietrzu nawet kilkadziesiąt godzin. Ogromna energia cieplna zwoju taśmy może zostać wykorzystana do przeprowadzenia obróbki cieplnej (rys. 2b). Jeżeli zwijanie taśm stalowych będzie przebiegało w temperaturze międzykrytycznej, to podczas studzenia zajdą warunki tożsame z wyżarzaniem międzykrytycznym opisanym wyżej. Przy zastosowaniu odpowiednich parametrów procesu (czasu i temperatury) można zachować w materiale austenit szczątkowy w sposób samoistny, bez konieczności ponownego nagrzewania materiału do wysokiej temperatury. Wczesne badania tego typu obróbki wykazują jednak, że podatne na nią są wyłącznie stale o zawartości manganu poniżej 5%. Fakt ten wynika z bardzo silnego opóźnienia przez Mn przemiany austenitu w ferryt; nawet po wielogodzinnym przebywaniu stali w temperaturze międzykrytycznej nie dochodzi do rozpoczęcia przemiany ferrytycznej.
Wygrzewanie izotermiczne w zakresie bainitycznym
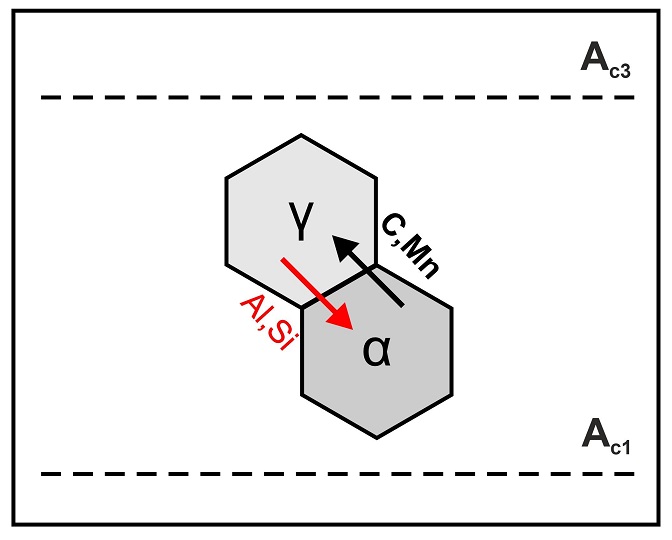
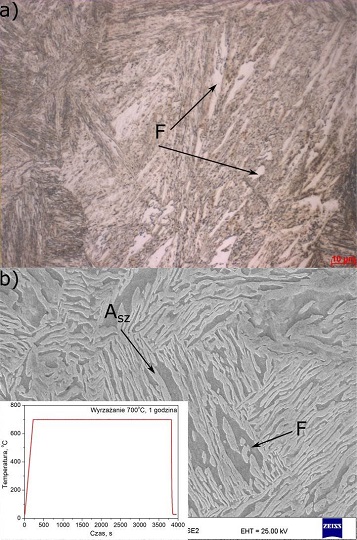
Wadą konwencjonalnego wyżarzania międzykrytycznego jest długi czas dyfuzji manganu z ferrytu do austenitu. Z tego powodu pojawił się pomysł wykorzystania wygrzewania ciągłego w zakresie temperatury występowania przemiany bainitycznej, następującego bezpośrednio po walcowaniu na gorąco (rys. 2c). Powstający podczas wytrzymania izotermicznego bainit nie zawiera węglików ze względu na dodatek Si i/lub Al w stali. Przez to nadmiarowy węgiel jest w stanie wzbogacić pozostały austenit.
Po osiągnięciu zakładanej zawartości bainitu w stali, umożliwiającej stabilizację austenitu, materiał chłodzi się do temperatury pokojowej, aby zatrzymać procesy wydzieleniowe. Efektem opisanej obróbki jest drobnoziarnista struktura składająca się z bainitu, pomiędzy którym znajduje się austenit o morfologii płytkowej. W strukturze można wyróżnić również większe blokowe ziarna, które pod wpływem chłodzenia uformowały struktury austenityczno-martenzytyczne (listwy martenzytu znajdują się wewnątrz ziaren austenitu, co wynika z faktu najmniejszego stężenia węgla w tym obszarze). Austenit szczątkowy znajduje się pomiędzy płytkami bainitu, tworząc struktury bainityczne z austenitem szczątkowym [8, 9].
Symulacja procesu zwijania po walcowaniu na gorąco
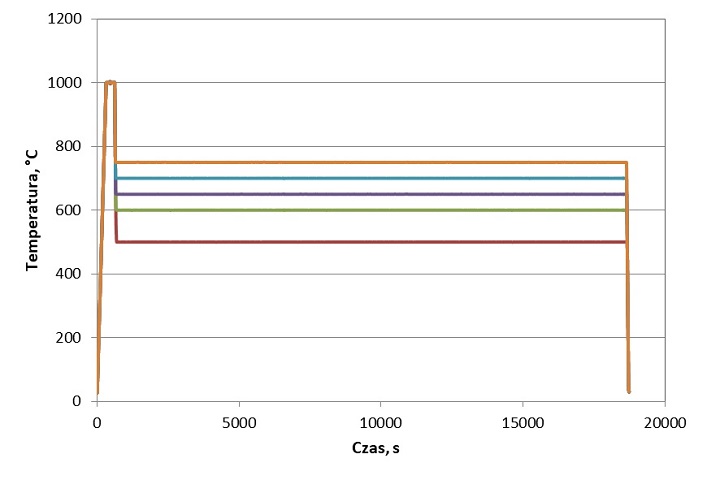
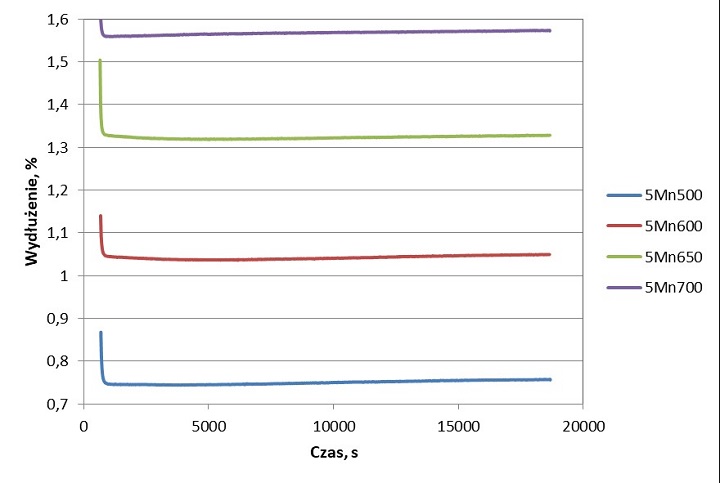
W Instytucie Materiałów Inżynierskich i Biomedycznych Politechniki Śląskiej przeprowadzono badania mające na celu zasymulowanie obróbki cieplnej stali średniomanganowych podczas chłodzenia nawiniętego zwoju. Badania zostały przeprowadzone z wykorzystaniem dylatometru DIL805. Proces składał się z nagrzania próbek do temperatury austenityzacji, po której następowało ochłodzenie stali do temperatury zwijania z zakresu 500-750°C (rys. 3). Materiał był wytrzymany w tym stanie przez 5 godzin, po czym następowało chłodzenie próbek do temperatury pokojowej. Do badań wykorzystano dwa rodzaje stali o różnym stężeniu manganu (tab. 1).
Galeria



Mogą zainteresować Cię również




Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































