
Mikrostrukturalne aspekty zmian ciągliwości konstrukcyjnej stali martenzytycznej X2NiCoMo18-9-5
Konstrukcyjna stal martenzytyczna X2NiCoMo18-9-5 wytapiana w podwójnym procesie próżniowym charakteryzuje się zarówno wysokimi własnościami mechanicznymi, jak i zadowalającą odpornością na pękanie. Podobnie jak dla wszystkich materiałów superwytrzymałych, jej wrażliwość na oddziaływanie karbów strukturalnych i zanieczyszczeń wewnętrznych wzrasta wraz ze wzrostem wytrzymałości. Własności plastyczne stali X2NiCoMo18-9-5 w próbie rozciągania obniżają się przy wzroście wytrzymałości, a ciągliwość jest skorelowana z granicą plastyczności (zależność odwrotnie proporcjonalna) [1].
W niektórych procesach wytwarzania tej stali, zwłaszcza dużych produktów, mogą jednakże pojawić się trudności z uzyskaniem odpowiednich własności plastycznych [2, 3]. Aby zbadać te zjawiska analizowano wpływ warunków obróbki cieplnej na ciągliwość, i wyjawiono m.in., że wysokie austenityzowanie z następującym po nim przetrzymywaniem w temperaturze w zakresie około 830-900°C prowadzi do kruchości stali [1, 3].
Obróbki cieplne – projekt
W pracy zaprojektowano specjalne obróbki cieplne symulujące warunki cieplne wytwarzania produktów o średnicy f 140 mm. Opisano wyniki badań strukturalnych wpływających na ciągliwość stali. Wskazują one na znaczenie czynników takich jak wydzielanie węglików po granicach ziaren byłego austenitu. Podczas analizy wyników badań przyjęto, że rola procesu wydzieleniowego nanocząstek faz międzymetalicznych w martenzytycznej osnowie stali sprowadza się do ich oddziaływania na ciągliwość w sposób jedynie pośredni, poprzez zwiększenie wytrzymałości stali.
Materiał do badań
Przedmiotem badań była stal typu maraging
X2NiCoMo18-9-5 o składzie chemicznym zamieszczonym w tab. 1 (odpowiednik tej stali znajduje się w normie [4]). Stal została wytopiona przez HZWD-Mikrohuta według technologii podwójnego procesu próżniowego („ppi” + „ppł”, wytop próżniowy + przetop próżniowy).

Metodyka badań
Mikroskopia świetlna
Wielkość ziarna płaskiego oceniano metodą siecznych losowych na zgładach metalograficznych, dobierając powiększenia w zależności od wielkości ziarna. Granice ziaren byłego austenitu ujawniano najczęściej przez trawienie elektrolityczne w 10-proc. roztworze wodnym CrO3.
Transmisyjna mikroskopia elektronowa (TEM)
Badania za pomocą transmisyjnego mikroskopu elektronowego prowadzono techniką cienkich folii. Cienkie folie polerowano elektrolitycznie, najczęściej w odczynniku złożonym z 400 ml H3PO4 i 50 g CrO3. Stosowano również mikroskop skaningowy (SEM).
Własności mechaniczne
W badaniach własności wytrzymałościowych oprócz typowych parametrów (tj.: Re, Rm, A5 i Z) określano również naprężenie pękania (σf), tj. wartość stosunku Rm do pola przekroju zerwanej próbki. Ponadto obliczano odkształcenie rzeczywiste zerwanej próbki wytrzymałościowej (odkształcenie pękania εf), zdefiniowane jako ln(Ao/Af), gdzie Ao i Af to odpowiednio pole przekroju początkowego i pole przekroju końcowego próbki.
Obróbka cieplna
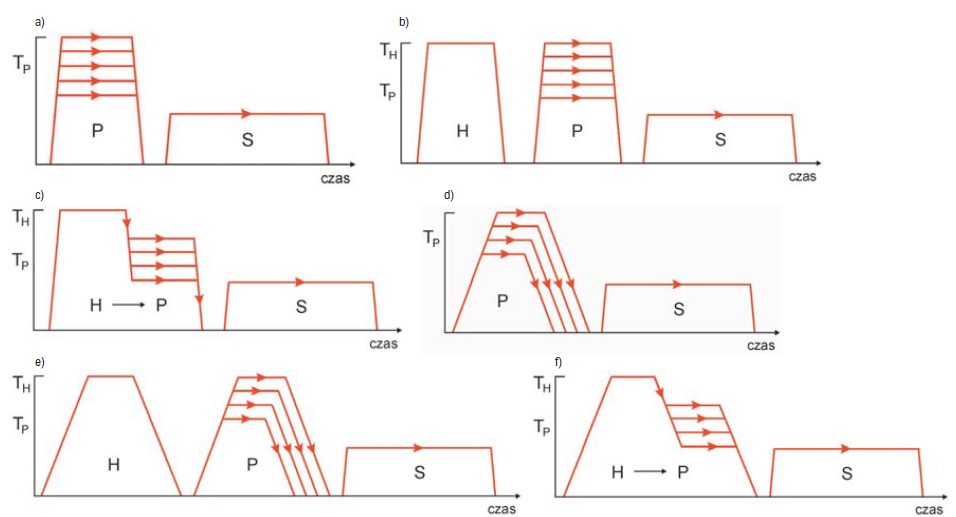
Opracowano sześć wariantów obróbki cieplnej stali X2NiCoMo18-9-5 w zakresie austenitycznym. Na rys. 1a-c pokazano schematycznie warianty obróbki cieplnej z „normalnymi” szybkościami nagrzewania i chłodzenia (oznaczone jako: vS, vA, vB), a na rys. 1d-f – analogiczne do nich warianty z wolnymi przebiegami cieplnymi (oznaczone jako: vSF, vAF, vBF), odpowiadające obróbce cieplnej kęsów ∅ 140 mm.
Wariant vS polega na nagrzaniu stali do temperatury w zakresie austenitycznym, wytrzymaniu w ciągu 1 godziny i chłodzeniu w wodzie. W wariantach vA, vB, vAF, vBF austenityzowanie poprzedzone było homogenizowaniem w temperaturze 1225°C w czasie 1 godziny. Przy czym wariant vA polega na homogenizowaniu z chłodzeniem w wodzie do temperatury pokojowej. Następnie: nagrzaniu do temperatury w zakresie 625-1225°C, wytrzymaniu w czasie 1 godziny i chłodzeniu w wodzie.
Natomiast wariant vB polega na nagrzaniu stali do temperatury homogenizowania, przyspieszonym chłodzeniu w powietrzu do temperatury wyżarzania (stosowano wentylator), wytrzymaniu w tej temperaturze w czasie 1 godziny i chłodzeniu w wodzie. Wariant vAF polega na nagrzaniu stali wraz z muflą ceramiczną do 1225°C, wytrzymaniu w ciągu 1 godziny, wolnym chłodzeniu w mufli do temperatury pokojowej, nagrzaniu z muflą do temperatury austenityzowania i wytrzymaniu w tej temperaturze w czasie 1 godziny, a następnie chłodzeniu do temperatury pokojowej razem z muflą. Dobrano takie mufle i warunki nagrzewania, aby średnia szybkość nagrzewania i chłodzenia były w przybliżeniu równe i wynosiły około 1,5°C/s. Szybkość ta była zbliżona do szybkości nagrzewania kęsa ∅ 140 mm w piecu komorowym, a także szybkości chłodzenia go w wodzie. Dotyczy miejsca w kęsie odległego od powierzchni o 1/3 promienia.
Wszystkie wymienione badania wykonano w Instytucie Metalurgii Żelaza (IMŻ) w Gliwicach.
Wyniki badań i ich omówienie
Na rys. 2 przedstawiono zmiany wielkości ziarna w funkcji temperatury austenityzowania dla dwóch wariantów obróbki cieplnej vS i vA. W wariancie vA austenityzowanie poprzedzone było homogenizowaniem w 1225°C (rys. 1). Należy przy tym wspomnieć, że w przypadku stali typu maraging austenityzowanie z następującym chłodzeniem jest też określane jako przesycanie.
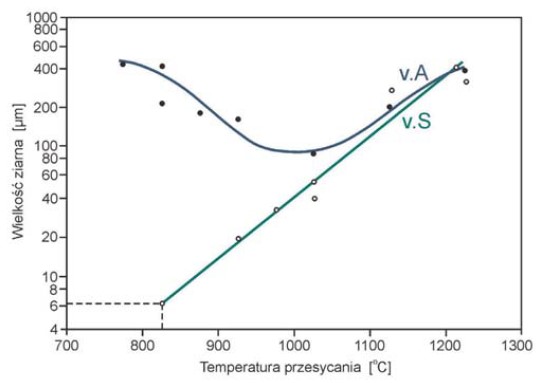
Rys. 2. Wielkość ziarna pierwotnego austenitu w funkcji temperatury przesycania w wariantach vS i vA
Wariant vS
W wariancie vS po przesycaniu z 830°C otrzymano bardzo drobne ziarno pierwotnego austenitu. Średnia cięciwa ziarna płaskiego wynosi około 6 μm (rys. 2). Podwyższanie temperatury przesycania powoduje monotoniczny rozrost ziarna aż do około 400 μm po obróbce w 1225°C. Natomiast w obróbce cieplnej według wariantu vA przesycanie z najniższej temperatury zapewniającej utworzenie struktury w pełni austenitycznej (775°C) prowadzi do powstania bardzo dużego ziarna pierwotnego austenitu (około 400 μm), podobnie dużego jak po homogenizowaniu w 1225°C. Jest to wynikiem występowania zjawiska „dziedziczenia struktury”, polegającego na tym, że podczas przemian fazowych γ–α–γ (austenit – martenzyt – austenit) granice ziaren pierwotnego austenitu ulegają odtworzeniu [5]. Zjawisko to spotykane jest również w stalach węglowych i niskostopowych [5], ale nie w tak szerokim zakresie wartości temperatury jak dla badanej tutaj stali typu maraging.
Wariant vA
W wariancie vA najdrobniejsze ziarno (około 60 μm) występuje po przesycaniu z temperatury w zakresie 975-1025°C. W wyższej temperaturze zachodzi typowy rozrost ziaren. Przy czym po przesycaniu z 1125°C wielkość ziarna pierwotnego austenitu jest ciągle jeszcze mniejsza niż po przesycaniu z 775°C (rys. 2). Wpływ temperatury austenityzowania na wybrane własności wytrzymałościowe stali w stanie starzonym, obrobionej cieplnie wg wariantu vS przedstawiono na rys. 3. Można zauważyć, że zarówno granica plastyczności, jak i odkształcenie pękania εf zmieniają się w sposób liniowy wraz z temperaturą austenityzowania.
Wykorzystując liniowe zależności występujące na rys. 2 i 3 dla starzonej stali obrobionej cieplnie według wariantu vS, można otrzymać związek pomiędzy ciągliwością a wielkością ziarna płaskiego, D (μm), w postaci:
εf = 1,03 – 0,247 log(D)(1)
Szczegółowa analiza prowadząca do powyższej zależności przedstawia się następująco: wielkość ziarna pierwotnego austenitu rośnie wraz z temperaturą austenityzowania (rys. 2) według zależności:
log(D) = –4,13 + 0,0045 · TA(2)
gdzie TA jest temperaturą austenityzowania. W równaniu (2) współczynnik korelacji wynosi r = 0,98, a odchylenie standardowe – s = 0,15.
Natomiast ciągliwość ef maleje wraz z temperaturą przesycania (rys. 3), zgodnie z zależnością:
εf = 2,05 – 0,0011 · TA (3)
W równaniu (3) współczynnik korelacji r = 0,95, a odchylenie standardowe wynosi s = 0,053.
Po połączeniu dwóch ostatnich równań otrzymuje się poszukiwany związek pomiędzy odkształceniem pękania a wielkością ziarna byłego austenitu (równanie (1)).
Wyniki badań własności wytrzymałościowych stali
Badania własności mechanicznych stali przeprowadzono dla każdego z 6 wariantów obróbki cieplnej (rys. 1), zarówno w stanie niestarzonym, jak i po starzeniu w 480°C. Wyniki badań własności wytrzymałościowych stali w stanie niestarzonym opublikowano w [1, 3] i można je krótko podsumować w sposób następujący: granica plastyczności i wytrzymałość stali w stanie niestarzonym praktycznie nie zależą od zastosowanej obróbki cieplnej i wynoszą odpowiednio około 800 MPa i 1000 MPa.
Rzeczywiste odkształcenie pękania εf niestarzonej stali X2NiCoMo18-9-5 było bardzo wysokie (powyżej 0,9). Podobnie jak wytrzymałość, również słabo zależało od zastosowanych obróbek.
Zabieg starzenia
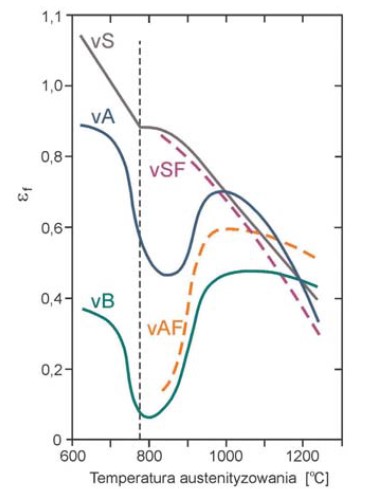
Wykonanie zabiegu starzenia radykalnie zmienia wszystkie własności wytrzymałościowe stali. W porównaniu do stali niestarzonej stal po starzeniu w 480°C w ciągu 3 godzin ma typowo dwukrotnie wyższą wytrzymałość i granicę plastyczności. Granica plastyczności stali starzonej jest na ogół wyższa od 1600 MPa (jedynie po dwukrotnym homogenizowaniu jest nieco niższa). W przeciwieństwie do nieznacznych zmian ciągliwości εf stali niestarzonej (po różnej wstępnej obróbce cieplnej poprzedzającej starzenie) ciągliwość stali starzonej zmienia się w sposób radykalny, od εf= 0,9 w wariancie vS po przesycaniu w 830°C, do około εf= 0,10 w wariantach vB, vAF po przesycaniu w 830°C.
Kruchość stali
Stal, która ma εf < 0,15, będzie dalej określana jako krucha (próbki wytrzymałościowe z materiału o tej wartości ciągliwości mają przełom kruchy). Stal wykazywała kruchość, jeżeli:
- po homogenizowaniu została wyżarzona w zakresie temperatury 775-875°C, w czasie 1 godziny (bez międzyoperacyjnego chłodzenia do temperatury pokojowej) – wariant vB,
- po homogenizowaniu była wolno chłodzona do temperatury pokojowej, wolno nagrzewana do temperatury przesycania, a następnie wolno chłodzona do temperatury pokojowej – wariant vAF.
Występujące duże zmiany ciągliwości starzonej stali X2NiCoMo18-9-5 w zależności od obróbki cieplnej (rys. 4) można wyjaśnić ewolucją struktury wywołaną tą obróbką, przy uwzględnieniu oddziaływania struktury jak również wytrzymałości stali na mechanizm pękania. Uzyskane wyniki wskazują, że kruchość w stali X2NiCoMo18-9-5 może pojawić się jedynie w stali starzonej, gdy ma ona bardzo wysoką wytrzymałość.
Mikromechanizmy pękania stali
Stal niestarzona – o niskiej wytrzymałości – nigdy nie wykazywała kruchości, nawet gdy miała bardzo duże ziarno i wydzielenia na granicach ziaren. Wyjaśnienie tego zjawiska wymaga głębszej analizy mikromechanizmów pękania, tzn. analizy uwzględniającej rolę mikrostruktury w procesie inicjowania a także propagacji pęknięć. Niezależnie od temperatury przesycania w wariancie vS ani na granicach, ani wewnątrz ziaren pierwotnego austenitu nie występowały żadne wydzielenia. To stwierdzono, badając cienkie folie przy użyciu mikroskopu elektronowego. Natomiast przełomy zerwanych próbek wytrzymałościowych, wyżarzonych w zakresie wartości temperatury 775-900°C, mają – w przyosiowej części próbki – powierzchnię całkowicie międzykrystaliczną (rys. 5). Zewnętrzna część przełomu to strefa ścinania o postaci ciągliwej (rys. 5).
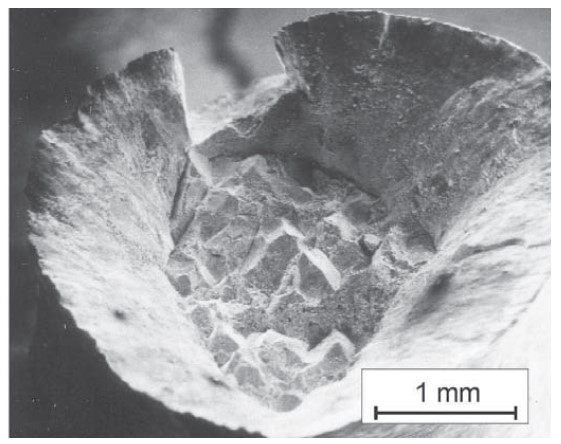
Rys. 5. Przełom próbki wytrzymałościowej po obróbce cieplnej wg wariantu vB (900°C, 1 godz.) [3]
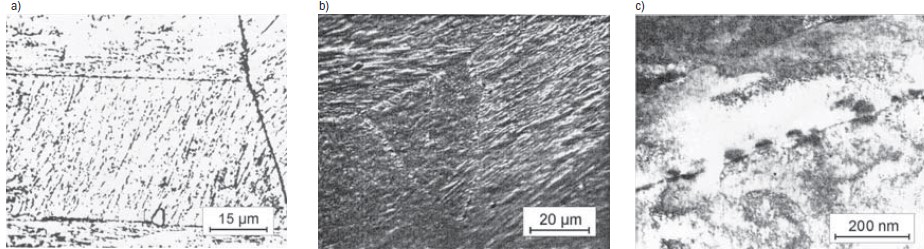
Po obróbce cieplnej według wariantu vB, gdzie stal po homogenizowaniu wyżarzano izotermicznie w zakresie austenitycznym (bez międzyoperacyjnego chłodzenia), wydzielenia na granicach ziaren pierwotnego austenitu (rys. 6) występują w szerokim zakresie wartości temperatury wyżarzania od 625°C do 875°C.
Własności wytrzymałościowe stali starzonej po obróbce cieplnej z wolnymi przebiegami cieplnymi symulującymi duży produkt (∅ 140 mm) przedstawiono na rys. 7 i 8. Wyniki te dotyczą stali po przesycaniu według dwóch wariantów obróbki cieplnej (zgodnie z rys. 1) i starzeniu w 480°C w czasie 3 godzin.
Porównanie wyników badań
Porównując wyniki badań własności wytrzymałościowych otrzymanych dla obróbki cieplnej z szybkimi i wolnymi przebiegami cieplnymi (tj. warianty vS, vA z wariantami vSF i vAF), można zaobserwować kilka różnic. W wariancie vSF ciągliwość obniża się liniowo wraz z temperaturą austenityzowania. Podobnie dzieje się w wariancie vS. Jednak wartości odkształcenia pękania εf są o około 0,1 niższe (najniższa wartość to około 0,3 po austenityzowaniu w 1225°C). W wariancie vAF austenityzowanie w zakresie wartości temperatury 925-1025°C jest bardzo korzystne dla ciągliwości stali.
Efekt ten (podobnie jak w vA) można przypisać rozdrobnieniu ziarna pierwotnego austenitu w wyniku rekrystalizacji oraz częściowej koagulacji cząstek węglika TiC leżących na granicach ziaren pierwotnego austenitu. W przełomach SEM próbek wytrzymałościowych obrobionych cieplnie wg wariantu vAF zaobserwowano, że znaczna część powierzchni miała postać międzykrystaliczną. Wiązano to z obecnością cząstek węglika tytanu wydzielonych na granicach ziaren pierwotnego austenitu.
Zmiany w mikrostrukturze a wytrzymałość stali
Można przypuszczać, że wydzielanie miało miejsce w całym cyklu cieplnym, tj. podczas wolnego chłodzenia z temperatury homogenizowania do temperatury pokojowej a także podczas wolnego nagrzewania do temperatury 825°C i austenityzowania w tej temperaturze. Takie zmiany w mikrostrukturze oddziałują też na wytrzymałość stali. Stal w wariancie vAF była o około 200 MPa niższa niż w variancie vA – dla całego zakresu wartości temperatury austenityzowania.
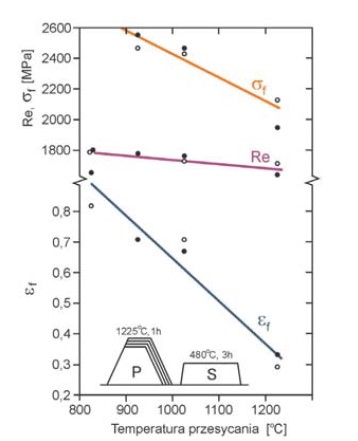
Rys. 7. Własności mechaniczne starzonej stali
X2NiCoMo18-9-5 obrobionej cieplnie wg wariantu vSF

Rys. 8. Własności mechaniczne starzonej stali
X2NiCoMo18-9-5 obrobionej cieplnie wg wariantu vAF
Podsumowanie badań
Należy zauważyć, że w pracy tej nie prowadzono badań dotyczących procesów wydzieleniowych cząstek faz międzymetalicznych podczas starzenia stali. W pracy stosowano ustalone warunki starzenia (480°C, 3 godz.). Zatem ten czynnik nie powinien mieć znaczenia dla wyjaśnienia zróżnicowanych własności stali. Podczas starzenia wydziela się faza międzymetaliczna Ni3(Mo, Ti) w postaci bardzo drobnych nanocząstek (< 10 nm) rozmieszczonych równomiernie w osnowie. Związane z tym jest bardzo duże umocnienie stali przy jednoczesnym obniżeniu ciągliwości. To ostatnie zjawisko może być traktowane jako „normalne” pogarszanie się własności plastycznych wraz ze wzrostem wytrzymałości stali.
Mikromechanika
Z punktu widzenia mikromechaniki pękania materiałów ciągliwych spadek ciągliwości związany jest z obniżaniem się wielkości odkształceń niezbędnych do zarodkowania mikropustek na cząstkach [6]. Z energetycznej teorii pękania, jak również z obserwacji eksperymentalnych [6] wiadomo, że wydzielenia mniejsze od około 10 nm nie są zdolne do zarodkowania mikropęknięć wewnątrz ziaren. Zatem przy braku wydzieleń na granicach ziaren procesem całkowicie kontrolującym pękanie jest rozrost mikropustek na dużych wtrąceniach niemetalicznych.
Rola wydzieleń faz międzymetalicznych ogranicza się więc do podwyższenia wytrzymałości stali. Powyższe uwagi dotyczą typowych produktów o średnicy ∅ < 50 mm, obrobionych cieplnie w warunkach standardowych (tj. austenityzowanie w 830°C + starzenie w 480°C). Duże produkty, które podczas wytwarzania mogły być narażone na przebiegi cieplne, mogą pękać w inny sposób. Decydujące znaczenie będzie mieć gęstość obsadzenia granic ziaren austenitu przez węgliki tytanu. To może prowadzić do pękania po granicach ziaren przy małych odkształceniach ogólnych (zewnętrznych) w próbce. W takich warunkach dominuje proces pękania quasi-kruchego po granicach ziaren. Proces ciągliwego pękania transkrystalicznego na drodze rozrostu mikropustek przy udziale wtrąceń niemetalicznych traci na znaczeniu.
Czytaj też >> Poprawa własności stali typu maraging w postaci kęsów kutych
Opis badania
W pracy opisano wyniki badań mikrostrukturalnych jak również zmian ciągliwości i wytrzymałości stali X2NiCoMo18-9-5 pod wpływem obróbki cieplnej. W tym: również symulującej warunki cieplne wytwarzania produktów o średnicy ∅ 140 mm. Przeprowadzono analizę znaczenia różnych czynników mikrostrukturalnych dla procesów pękania, przy uwzględnieniu wytrzymałości stali. Oceniono znaczenie takich czynników jak: wielkość ziarna byłego austenitu, wydzielanie węglików po granicach ziaren a także procesy wydzielania faz międzymetalicznych. Stwierdzono m.in., że ciągliwość stali jest związana zależnością liniową z wielkością ziarna byłego austenitu.
Autor
Dr. inż. Stanisław Jerzy Pawlak
Summary
Microstructural aspects of the ductility changes of the X2NiCoMo18-9-5 maraging steel
Słowa kluczowe: stal typu maraging, obróbka cieplna, własności wytrzymałościowe, ciągliwość, kruchość, kęsy
Keywords: maraging steel, heat treatment, tensile properties, ductility, brittle fracture, thick bars
The results of a microstructural investigation and the tensile properties changes as a result of the high-temperature heat treatment of the X2NiCoMo18-9-5 steel, including simulated heat conditions during thick bar processing, have been presented. The role of the prior austenite grain size on the steel ductility and strength as well as the effect of grain boundary carbides on a fracture mode, and the role of the precipitates of intermetallic phases in the martensitic matrix have been discussed.
Piśmiennictwo
- Pawlak S.J.: Wpływ warunków austenityzowania na ciągliwość i odporność na pękanie konstrukcyjnej stali maraging X2NiCoMo18-9-5 cz. I i II. „Stal, Metale& Nowe Technologie”, nr 1-2/2019, s. 64-69 oraz nr 3-4/2019, s. 38-39.
- Kudria A.W.: Rol raznomassztabnych struktur w obespieczeni plasticznosti i wjazkosti strukturno-nieodnorodnich stalei. „Mietałłowiedienije i Tiermiczeskaja Obrabotka Mietałłow”, 2005, No 5, s. 18-23.
- Pawlak S.J.: Ciągliwość i mechanizmy pękania superwytrzymałych stali konstrukcyjnych. Wydawnictwa AGH, Kraków 2018.
- EN 3532:2007 Aerospace series. Steel FE-PM2701 (X2NiCoMo18-8-5). Vacuum induction melted and vacuum arc remelted. Solution treated and precipitation treated. Plate.
- Borisow I.A.: Pieriekristałlizacyja stali w krupnoziernistom sostojanii pri nagriewie. „Mietałłowiedienije i Tiermiczeskaja Obrabotka Mietałłow”, 1995, no. 7, s. 8-10.
- Roesch L., Henry G.: Relationship between precipitation and dimple fracture in an 18 pct Ni maraging steel. ASTM Special Technical Publication, 1969, no. 453, s. 3-32.


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































