
Kontrola głębokości wtopienia w czasie rzeczywistym w procesie spawania laserowego z wykorzystaniem interferometrycznego pomiaru odległości − cz. I
Czujniki stosowane do procesu monitorowania
Monitorowanie w czasie spawania laserowego polega na zastosowaniu różnego rodzaju czujników. Na podstawie sygnałów wyjściowych z tych czujników, w sposób bezpośredni lub pośredni poprzez zastosowanie specjalnych algorytmów lub nawet sieci neuronowych, następuje stwierdzenie lub wnioskowanie na temat jakości uzyskanego złącza spawanego [3-8].
Do monitorowania procesu spawania w czasie rzeczywistym stosowane mogą być różne czujniki wykorzystywane osobno lub razem, jako wielokanałowe urządzenia zbierające informacje o procesie [5, 8, 9]:
- czujniki akustyczne,
- czujniki wizyjne (np.: termiczne, wizyjne i kombinowane),
- optyczne (np.: spektrometry, fotodiody, pirometry, ICI − inline coherent imaging).
Za pomocą czujników można mierzyć np.:
- emisja promieniowania plazmy z kanału gazodynamicznego,
- emisja promieniowania z otaczającego oczko ciekłego metalu,
- stopień odbicia wiązki laserowej w procesie spawania,
- temperatura w pobliżu wiązki laserowej.
Analiza sygnałów procesu spawania
W większości przypadków sygnał pozyskiwany z jednego lub wielu czujników poddawany jest analizie poprzez specjalne algorytmy dostosowane do konkretnego procesu spawania. Odpowiednio dobrane granice zmienności sygnałów mają za zadanie informować o prawidłowym lub nieprawidłowym przebiegu procesu spawania. Większość czujników jest bardzo podatna na różnego rodzaju zakłócenia zewnętrzne. To wymusza stosowanie w produkcji ścisłego reżimu technologicznego związanego z warunkami procesu spawania laserowego. Dodatkowo wymaga się zazwyczaj żmudnego „uczenia” systemu – wykonanie dużej liczby prób spawania, które powinno przebiegać w sposób prawidłowy oraz nieprawidłowy w wyniku sztucznie wprowadzanych zakłóceń procesu.
Zastosowane czujniki i algorytmy obróbki sygnałów najczęściej pozwalają na wykrycie niestabilności procesu spawania, który może skutkować np. brakiem przetopu w złączu doczołowym lub przetopem mniejszym od oczekiwanego, np. w przypadku złączy zakładkowych spawanych bez pełnego przetopu [6-8]. Oznacza to, że większość tych czujników nie jest w stanie w sposób bezpośredni określić otrzymanej głębokości wtopienia.
Głębokość wtopienia
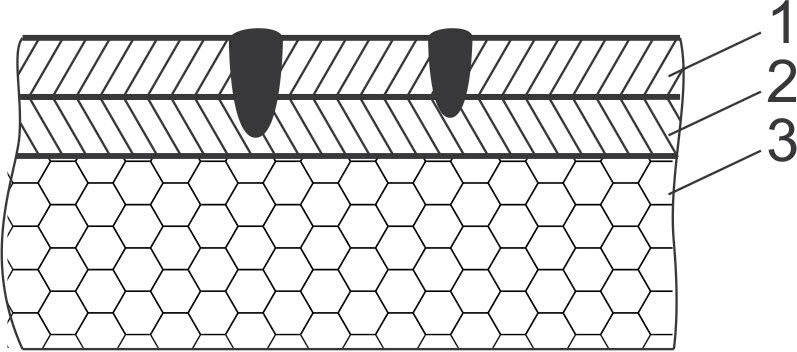
Zazwyczaj parametr ten jest bardzo istotny. Często jest on ściśle określony i to nie tylko jako minimalna głębokość wtopienia, ale także jako maksymalna głębokość wtopienia, której ze względów jakościowych nie można przekroczyć. Przykładem takiego połączenia mogą być spawane elementy – złącza zakładkowe, które muszą się charakteryzować odpowiednią głębokością wtopienia zapewniającą wytrzymałe połączenie, o określonej przewodności elektrycznej przy równoczesnym zapewnieniu nieprzekroczenia określonej głębokości wtopienia ze względu na niebezpieczeństwo uszkodzenia czy nawet wybuchu (rys. 1).
W przypadku struktur siedzeń samochodowych wykonuje się szereg złączy zakładkowych składających się z różnej grubości blach spawanych do profili zamkniętych. Spawanie z pełnym przetopem w tego typu złączach ułatwia bezpośrednią kontrolę jakości wykonywaną przez operatora. Oczywiście pod warunkiem, że jest odpowiedni dostęp do grani spoiny. Ponadto przetapianie dolnej blachy na wskroś jest niepotrzebną stratą energii. Nie wpływa ona na zwiększenie wytrzymałości takiego połączenia, ale wpływa na wzrost naprężeń w konstrukcji i niebezpieczeństwo jej zwiększonych odkształceń.
Dodatkowo spawanie z pełnym przetopem blach, których sumaryczna grubość przekracza 4 mm, a górna blacha ma grubość poniżej 1 mm (często spotykane złącza w praktyce przemysłowej przy produkcji struktur siedzeń samochodowych), może skutkować obniżeniem lica spoiny czy nawet przepaleniem górnej blachy. W praktyce przemysłowej do większości systemów monitorowania procesu spawania laserowego stosuje się równolegle systematyczne badania niszczące, głównie badania metalograficzne makroskopowe. Wymagają one rozbudowanego laboratorium metalograficznego, odpowiedniego doświadczenia od operatorów urządzeń metalograficznych, są czasochłonne i generują znaczące koszty.
Galeria


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































