
Analiza możliwości kształtowania rowków za pomocą wysokociśnieniowego strumienia wodno-ściernego
W artykule przedstawiono badania dotyczące możliwości wykonywania rowków za pomocą wysokociśnieniowego strumienia wodno-ściernego. Zmiennymi wejściowymi w planie eksperymentu były prędkość głowicy tnącej, ciśnienie robocze wody, wydatek dozowanego ścierniwa oraz wysokość dyszy nad materiałem. Natomiast jako zmienne wyjściowe przyjęto szerokość rowka, głębokość rowka oraz kąt ścianki rowka. Próby kształtowania rowków wykonano w stopie tytanu Ti6Al4V.
Eksperyment prowadzono z wykorzystaniem maszyny do cięcia wysokociśnieniowym strumieniem wodno-ściernym H.G. RIDDER Automatisierungs-GmbH model HWE-P 1520, natomiast część pomiarową prowadzono przy użyciu mikroskopu cyfrowego Keyence VHX-7000. Doświadczenie wykonano zgodnie z przyjętym planem eksperymentu – plan łączony dwu- i trzypoziomowy opracowany przy wykorzystaniu oprogramowania STATISTICA. W części końcowej artykułu przeprowadzono analizę uzyskanych wyników badań prób kształtowania rowków. Wyciągnięto także wyciągnięto wnioski.
Cięcie wysokociśnieniowym strumieniem wodno-ściernym – zastosowania
Technologia wysokociśnieniowego strumienia wodno-ściernego, stosowana do kształtowania geometrycznie złożonych przedmiotów 2D oraz 3D [2, 4, 6], znajduje zastosowanie przy cięciu nowych oraz tradycyjnych materiałów, zarówno metalowych, jak i niemetalowych. Podstawowymi procesami odpowiedzialnymi za kształtowanie szczeliny cięcia dla materiałów twardych są zatem:
- mikroskrawanie ziaren ściernych rozpędzanych energią kinetyczną strumienia wody,
- proces erozji mechanicznej materiału pod wpływem poślizgu ziaren ściernych
- roztwarzanie materiału typu efektu Rebindera pod wpływem lokalnie wysokiego ciśnienia strumienia wody działającego na materiał [7, 8].
Ten szczególny rodzaj sprzężenia strumienia z przedmiotem obrabianym, którego analiza prowadzona była w wielu pracach [1, 3, 5], uzależniony jest też od szeregu parametrów: w tym ciśnienia roboczego, prędkości posuwu, grubości materiału, rodzaju materiału, intensywności dodawanego strumienia ścierniwa oraz rodzaju ścierniwa, a także zużycia dyszy wodnej oraz mieszającej. Tego rodzaju mechanizm usuwania materiału podczas cięcia wysokociśnieniowym strumieniem wody skłania do zbadania parametrów technologicznych, przy których nastąpi cięcie materiału na określoną głębokość, szczególnie w przypadku materiałów trudno skrawalnych. Proces ten znany jest jako frezowanie AWJ (AWJM) i polega na kontrolowaniu głębokości cięcia (DoC – ang. Depth of Cut) w celu wykonania takich elementów, jak np. rowki lub kieszenie.
Przygotowanie próbek do pomiarów
Podczas realizowanych badań kształtowano rowki w dwufazowym stopie tytanu Ti6Al4V, którego skład chemiczny przedstawiono w tab. 1. Dwufazowy stop Ti6Al4V zawiera jednorodną mikrostrukturę złożoną z równoosiowych ziarn fazy α i fazy β. Stopy dwufazowe α + β zawierają pierwiastki stopowe stabilizujące fazę α i fazę β w odpowiedniej proporcji. Mikrostruktura tych stopów składa się więc z mieszaniny umocnionego roztworu stałego α oraz roztworu stałego β. Pierwiastki stabilizujące fazę β w niewielkim stopniu umacniają stop ze względu na małą ich rozpuszczalność w roztworze stałym α. Pierwiastkiem, który powoduje wzrost wytrzymałości fazy α, jest aluminium, które zwiększa także stabilność cieplną fazy β i powoduje obniżenie gęstości stopu. Właściwości wytrzymałościowe stopów α + β zależne są także od morfologii i udziału objętościowego odpowiednich faz. Do badań wykorzystano maszynę H.G. Ridder model HWE-P 1520 zasilaną pompą wysokociśnieniową HPS 4037 firmy Uhde High Pressure Technologies.

Parametry przygotowanych próbek
Proces kształtowania rowków z wykorzystaniem technologii wysokociśnieniowego strumienia wodno-ściernego prowadzono z następującymi parametrami technologicznymi [9]:
- średnica dyszy wodnej do = 0,35 mm;
- średnica dyszy skupiającej d = 1 mm;
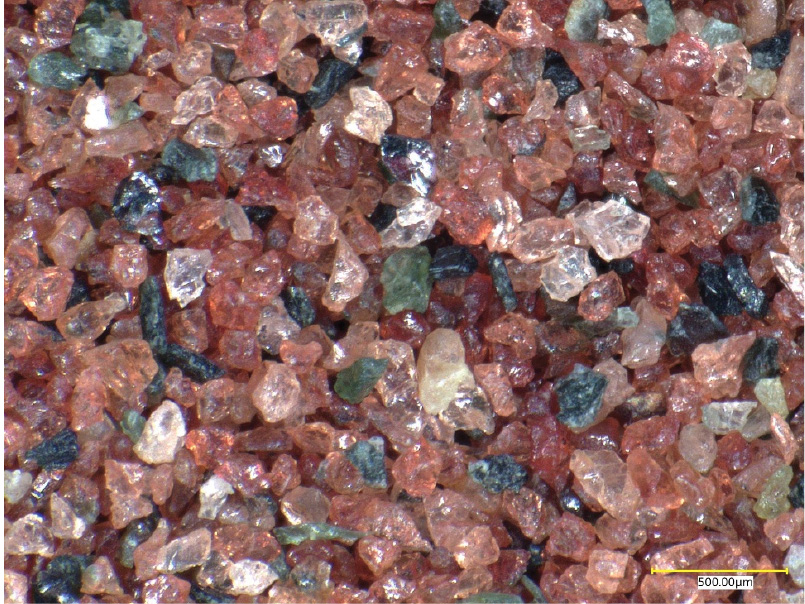
- granulacja ścierniwa garnet #120, rys. 1;
- wydatek ścierniwa ma = 2-8 g/s;
- ciśnienie robocze wody p = 150-217 MPa;
- posuw głowicy tnącej vf = 200-600 mm/min;
- odległość dyszy od materiału h = 1-5 mm.
Według producenta w ścierniwie Garnet #120 największy procentowy udział mają ziarna o wielkości 100-180 µm.
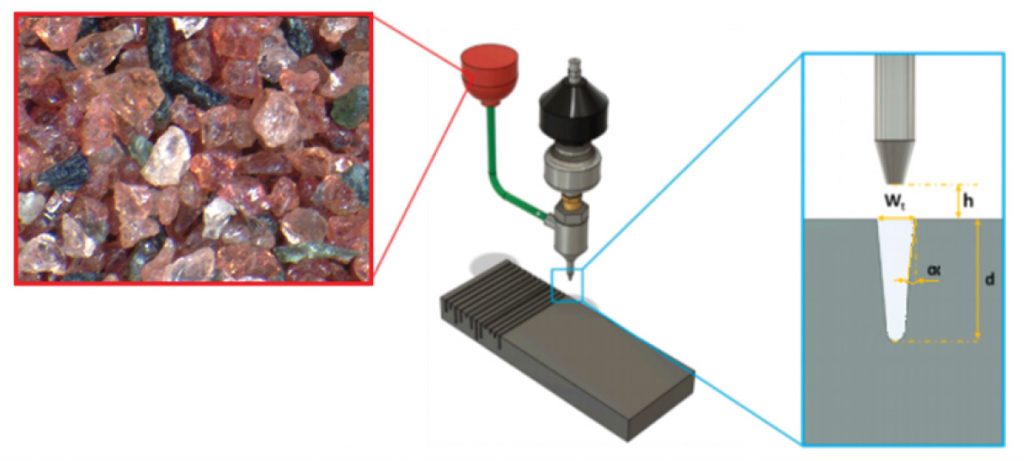
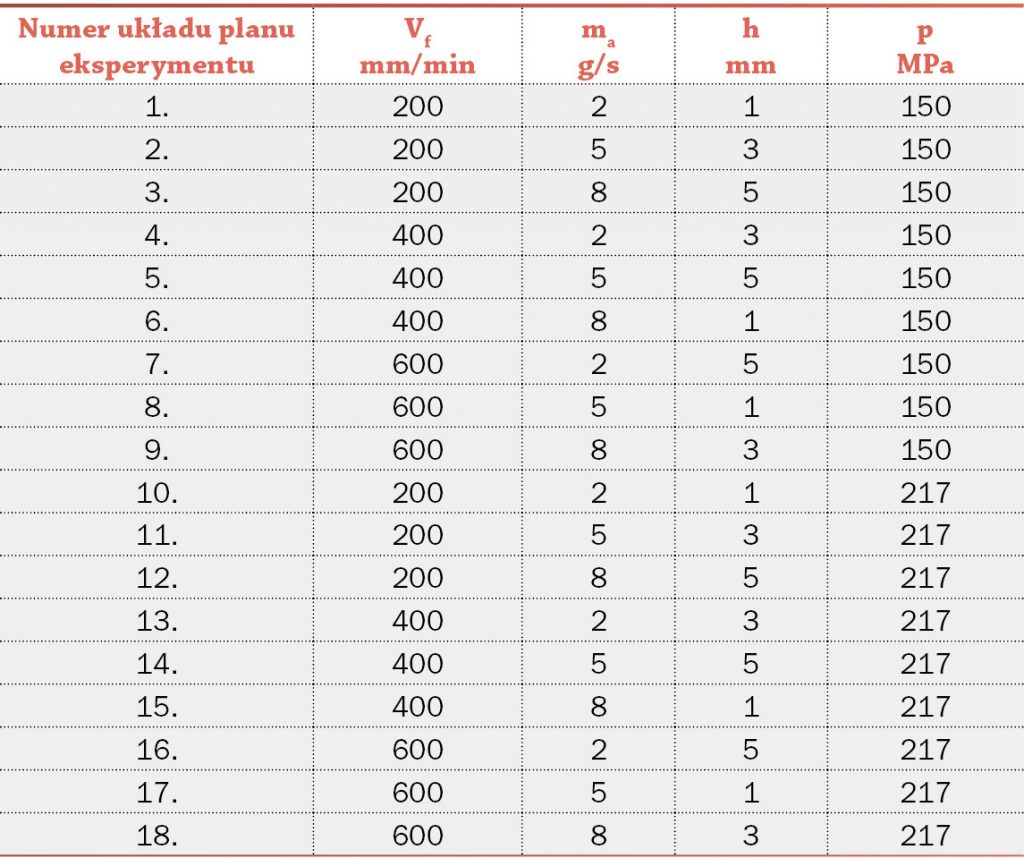
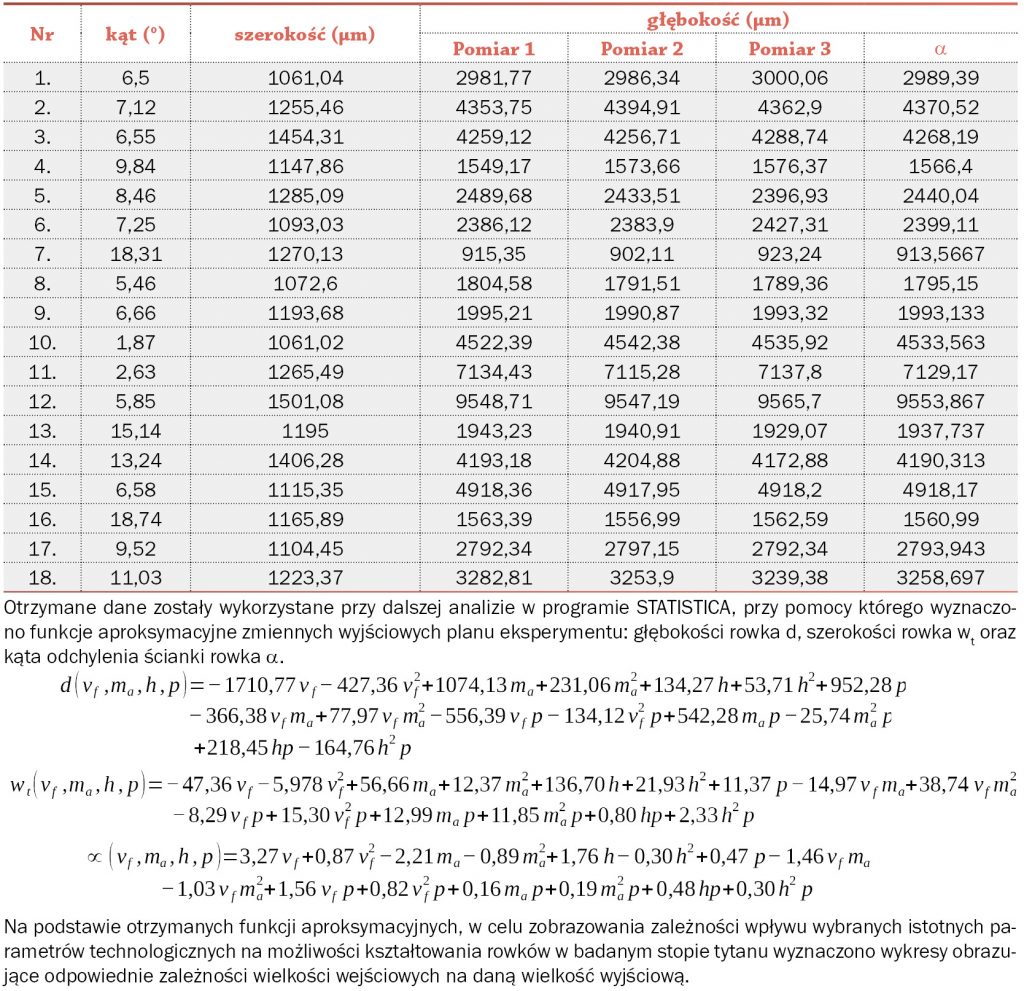
Na rys. 2 przedstawiony został ideologiczny schemat procesu rowkowania materiału. Przedstawia on głowicę badawczą oraz próbkę w postaci wyciętego prostopadłościanu z wykonanymi rowkami, a także ścierniwo podawane do głowicy. Do przeprowadzenia badań opracowano za pomocą oprogramowania STATISTICA plan eksperymentu łączony dwu- i trzypoziomowy. Eksperyment obejmował 18 układów, co oznaczało zatem potrzebę wykonania w materiale 18 rowków. Plan został ułożony przez program statystyczny w celu umożliwienia wykonania wiarygodnej analizy. Zmienne wejściowe planu eksperymentu (parametry technologiczne) procesu rowkowania w poszczególnych układach planu przedstawiono w tab. 2. Dobrane parametry pozwalają na wykonanie w materiale rowków, nie dopuszczając jednak do przecięcia materiału przez całą jego grubość. Natomiast zmiennymi wyjściowymi były: kąt odchylenia ścianki rowka α, szerokość rowka wt oraz głębokość rowka d.
Efekty badań możliwości kształtowania rowków
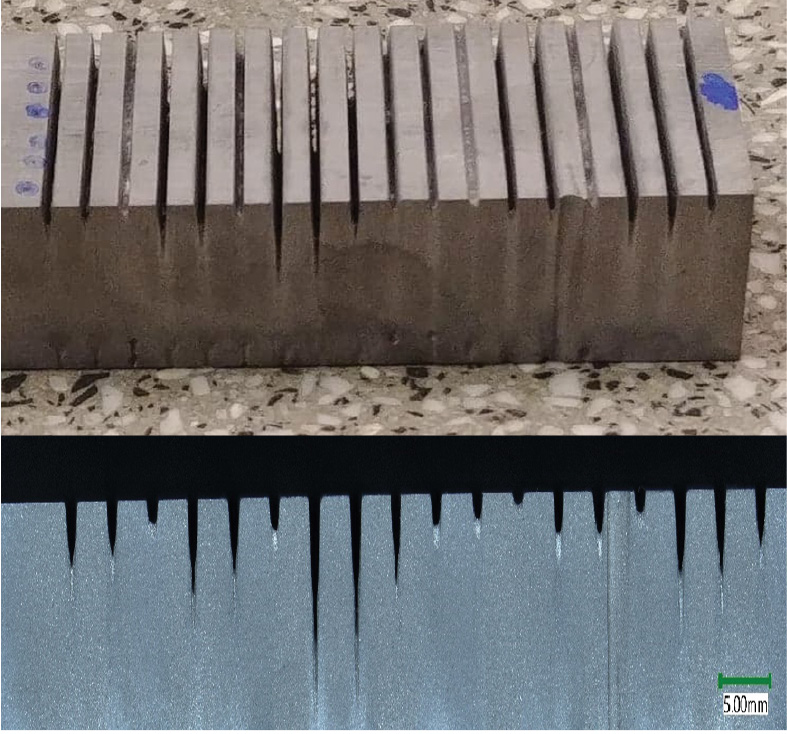
Wykonane za pomocą wysokociśnieniowego strumienia wodno-ściernego w stopie tytanu Ti6Al4V rowki przedstawiono na rys. 3. Do pomiarów geometrycznych otrzymanych rowków wykorzystano mikroskop o ultragłębokim polu VHX-6000 (KEYENCE, Mechelen, Belgia). Został on oparty na technologii Focus Variation Microscopy (FVM), wyposażony w obiektyw 20-2000x. Technika FVM jest podobna do mikroskopii konfokalnej, a metoda pomiaru mikroskopu FV opiera się na źródle światła białego LED, które zanim dotrze do powierzchni pomiarowej, przechodzi przez półprzezroczyste lustro i soczewkę. Następnie odbite światło ze skupionych obszarów powraca przez soczewkę, a dzielnik wiązki kieruje je na detektor fotoniczny, który rejestruje informacje geometryczne i fotometryczne.
Pomiary dotyczyły zmiennych wyjściowych. Zmierzono w tym przypadku kąt odchylenia ścianki rowka α z jednej jego strony, szerokość rowka wt w strefie wejścia strumienia w materiał oraz wykonano pomiary głębokości rowka d.
Analiza wyników możliwości kształtowania rowków
Na podstawie wykonanych trzech pomiarów głębokości policzona została średnia arytmetyczna, którą brano pod uwagę w dalszej analizie. Na rys. 4 pokazano przykładowy pomiar realizowany dzięki oprogramowaniu współpracującemu z mikroskopem.
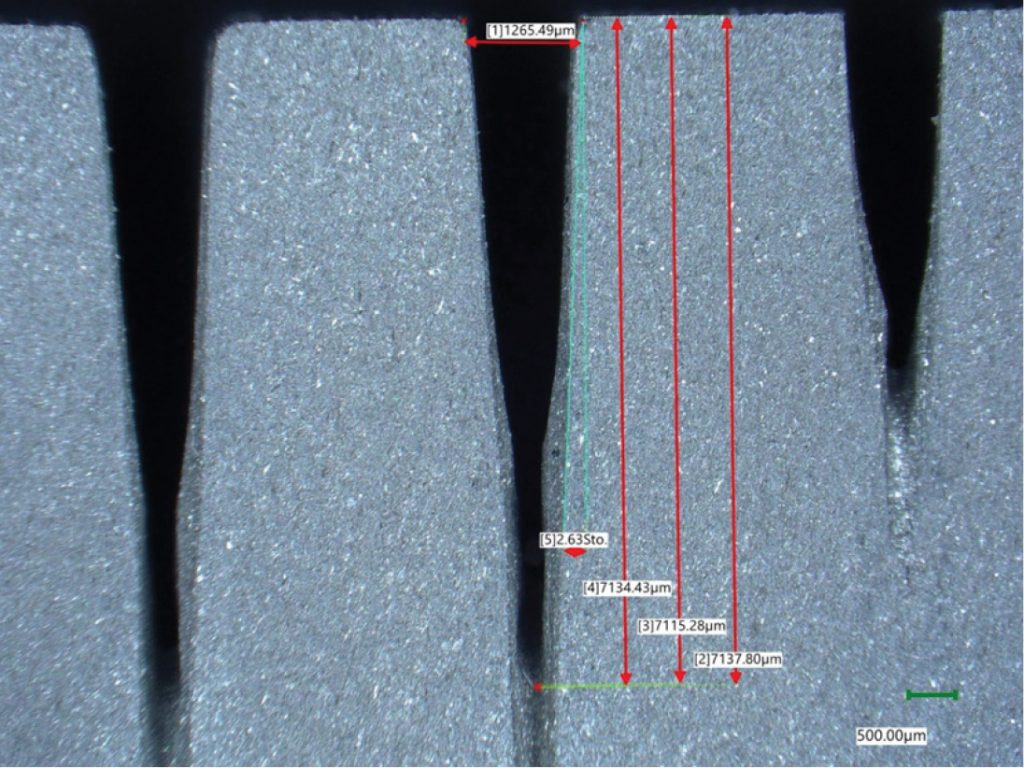
Wyniki otrzymanych pomiarów zestawiono w tab. 3. Pomiary 1, 2 oraz 3 odpowiadają kolejno pomiarom głębokości rowka wykonanym w celu zmniejszenia błędu pomiarowego. Wynika on głównie z nieregularnych krawędzi po obróbce a także ścięcia wykonanego przez strumień wodno-ścierny podczas wybiegu głowicy narzędzia poza granice prostopadłościennej próbki.
Podsumowanie
Przeprowadzone badania wykazały zatem, że istnieje możliwość kształtowania rowków w stopie tytanu Ti6Al4V przy pomocy wysokociśnieniowego strumienia wodno-ściernego.
Szczegóły wyników badania możliwości kształtowania rowków
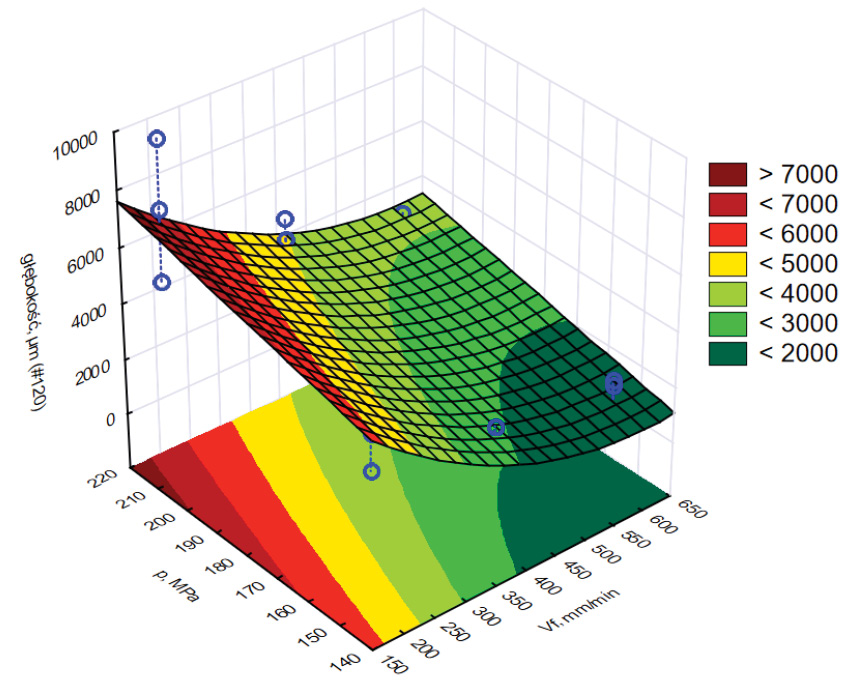
Podczas przeprowadzonego eksperymentu największą głębokość rowka uzyskano przy parametrach: p = 217 MPa, ma = 8 g/s, h = 5 mm a także vf = 200 mm/min i wyniosła ona d = 9553,867 µm. Z przedstawionej zależności (rys. 5) wynika, że głębokość kształtowanego rowka wzrasta wraz ze wzrostem ciśnienia roboczego wody a także malejącym posuwem roboczym głowicy roboczej. Wynika to z tego, że przy większym ciśnieniu roboczym ziarna ścierne osiągają większe prędkości na wyjściu z dyszy, co zatem przekłada się na potencjał skrawny strumienia wodno-ściernego. Natomiast zmniejszenie prędkości posuwu głowicy zwiększa kontakt strumienia cieczy pod wysokim ciśnieniem z małym obszarem obrabianej powierzchni w jednostce czasu.
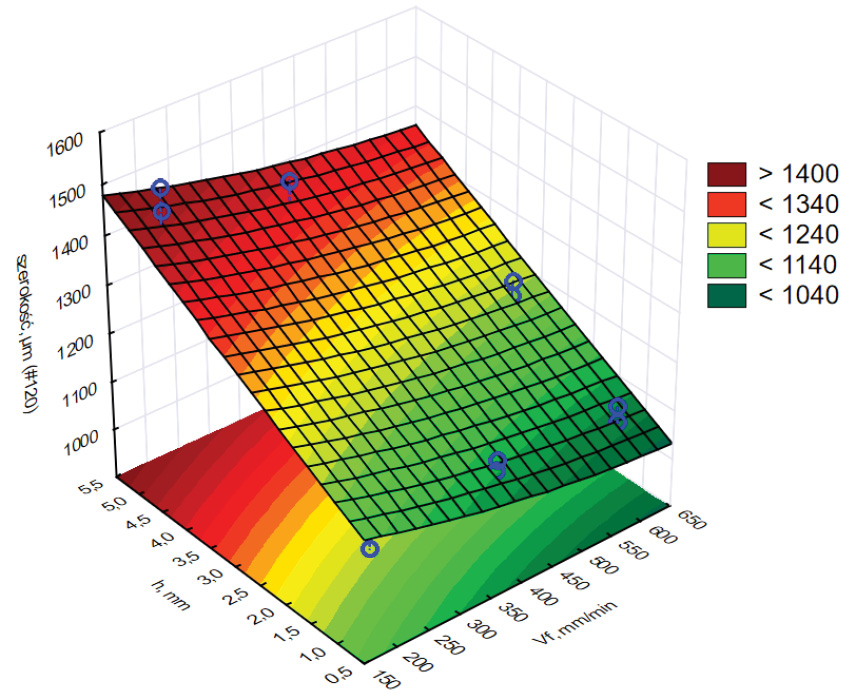
Natomiast szerokość kształtowanego rowka zwiększa się wraz ze wzrostem odległości dyszy od materiału oraz w niewielkim stopniu przy malejącym posuwie roboczym głowicy roboczej (rys. 6). Wysokociśnieniowy strumień wodno-ścierny po wyjściu z dyszy skupiającej jest też koherentny. Jednak po natrafieniu na ośrodek o dużo mniejszej gęstości, jakim jest powietrze, ulega rozproszeniu i przyjmuje kształt stożka. Powoduje to więc znaczący wzrost szerokości szczeliny roboczej, co z kolei przekłada się na szerokość kształtowanego rowka.
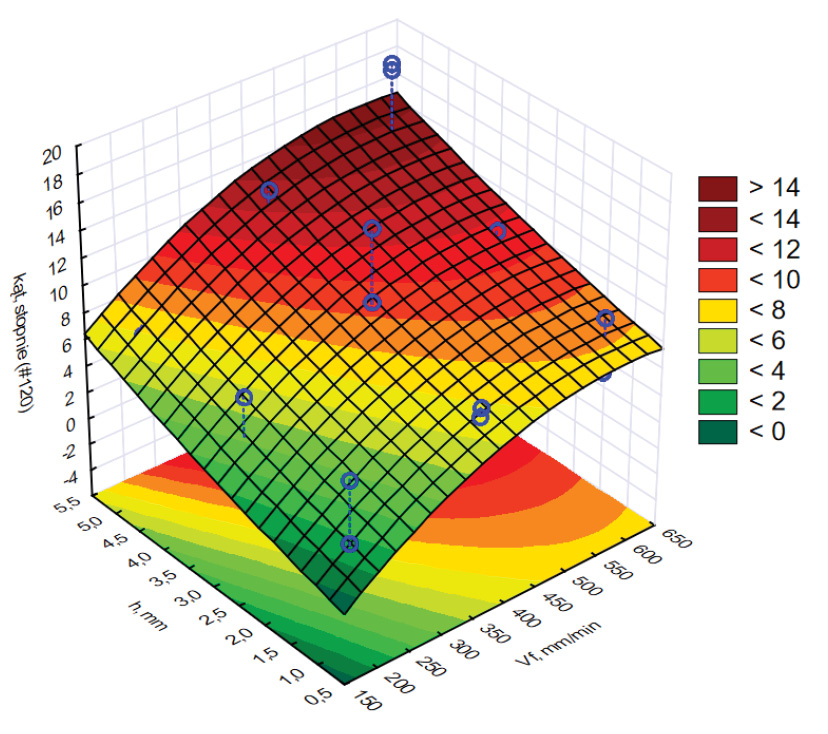
Te same zjawiska tłumaczą również wzrost kąta pochylenia ścianki rowka wraz ze wzrostem odległości dyszy od materiału oraz wzrostem prędkości posuwu głowicy tnącej, co przedstawia rys. 7. Największy kąt pochylenia ścianki rowka uzyskano przy parametrach: p = 217 MPa oraz 150 MPa, ma = 2 g/s, h = 5 mm oraz vf = 600 mm/min i wyniósł on ok. α = 18,5°.
Piśmiennictwo
- Begic-Hajdarevic B., Cekic A., Mehmedovic M., Djelmic A.: Experimental Study on Surface Roughness in Abrasive Water Jet Cutting. „Procedia Engineering”, 2015, vol. 100, pp. 394-399.
- Burnham Ch.: Waterjet advancements boost productivity. „Welding Design and Metal Fabrication”, June 2002, pp. 24-27.
- Górka J.: Jakość cięcia strumieniem wody wybranych materiałów konstrukcyjnych. „STAL Metale & Nowe Technologie”, 1-2/2017, s. 105-110.
- Hashish M.: Pressure Effects in Abrasive Waterjet (AWJ) Machining. „Journal of Engineering Materials and Technology”, 1989, 111(3), pp. 221-228.
- Karmiris-Obratańśki P., Karkalos Nikolaos E., Kudelski R., Papazoglou E.L., Markopoulos A.P.: On the effect of multiple passes on kerf characteristics and efficiency of abrasive waterjet cutting. „Metals”, 2021, vol. 11 iss. 1 art. no. 74, s. 1-14.
- Kovacevic R.: Surface texture in abrasive waterjet cutting. „Journal of Manufacturing System”, 1991, vol. 10, pp. 32-40.
- Martinec P., Foldyna J., Sitek L., Scucka J., Vasek J.: Abrasives for AWJ Cutting. Institute of Geonics, Ostrava 2002.
- Momber A., Kovacevic R.: Principles of Abrasive Water Jet Machining. Springer-Verlag Berlin Heilderberg New York 1997.
- Wantuch E., Nieciąg H., Kudelski R.: Problematyka krzywoliniowego cięcia wysokociśnieniowym strumieniem wodnościernym elementów ze stopu Al. XXXVI Naukowa Szkoła Obróbki Ściernej NSOŚ, Baranów Sandomierski, 18-20.09.2013 r.
- http://www.metalspiping.com/titanium-alloy-ti-6al-4v.html. 6.09.2021 r.
Czytaj też >> Optymalna technologia obróbki strumieniowo-ściernej
Galeria


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































