
Zastosowanie zgrzewania tarciowego z przemieszaniem (FSW) do wykonywania połączeń doczołowych wysokowytrzymałych stopów aluminium stosowanych w przemyśle zbrojeniowym
Wyniki badań – technika FSW
Połączenia wykonane techniką FSW posiadają charakterstyczną strukturę uformowaną na skutek przemieszania silnie odkształconego materiału w podwyższonej temperaturze (rys. 2). W samym obrębie złącza wyszczególnić można:
- strefę cieplno-plastyczną (SCP) odznaczającą się odkształconymi ziarnami
- jądro zgrzeiny (JZ), którego cechą charakterstyczną jest występowanie bardzo drobnego ziarna (ok. 10 µm) powstałego na skutek dynamicznej rekrystalizacji odkształcanego stopu.
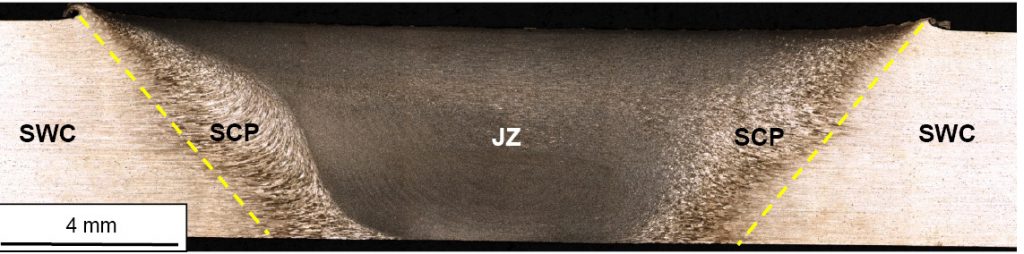
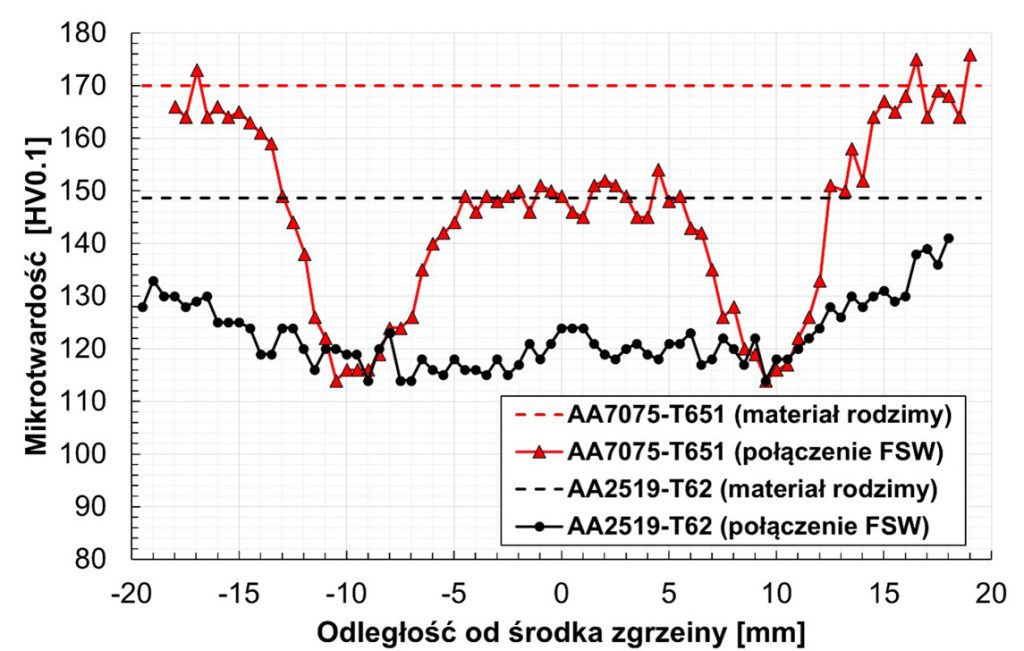
Za strefą cieplno-plastyczną zlokalizowana jest strefa wpływu ciepła (SWC). W niej materiał nie jest odkształcany, a temperatura procesu powoduje rozrost ziarna jak również przestarzanie fazy umacniącej. W samym połączeniu nie stwierdzono obecności imperfekcji w postaci pęknięć a także porowatości. Silne odkształcenie plastyczne w podwyższonej temperaturze znajduje swe odzwierciedlenie w rozkładach mikrotwardości na przekroju poprzecznym połączeń (rys. 3).
Porównanie stopów
W przypadku obu badanych stopów stwierdza się spadek mikrotwardości spajanego materiału. Stop AA2519-T62, charakteryzujący się mikrotwardością na poziomie blisko 150 HV0.1, ulega osłabianiu w obszarze połączenia do wartości ok. 115-120 HV0.1 z wyraźnym wzrostem twardości w centralnej części jądra zgrzeiny. Analizując przebieg mikrotwardości w połączeniu FSW stopu AA7075-T651, można stwierdzić daleko idące zmiany. Dotyczą one m.in. redukcji twardości materiału bazowego z wartość ok. 170 HV0.1 do ok. 115 HV0.1 w strefie wpływu ciepła. Następnie obserwuje się stopniowy wzrost mikrotwardości w strefie cieplno-plastycznej. Tam odkształcenie plastyczne częściowo kompensuje straty fazy umacniającej, aż do wartości ok. 150 HV0.1, osiąganej w jądrze zgrzeiny.
Różnice w rozkładach mikrotwardości badanych stopów są wynikiem m.in. różnej podatności ich faz umacniających na oddziaływanie podwyższonej temperatury a także przewodności cieplnej. W celu odniesienia otrzymanych wartości mikrotwardości połączenia FSW do technik spajania z całkowitym przetopem można podać wartość mikrotwardości spoin wykonanych wiązką lasera, wynoszącą 85 HV0.1 w przypadku stopu AA2519-T62 [5], a także 100 HV0.1 dla AA7075-T651 [13].
Wyznaczenie podstawowych właściwości mechanicznych otrzymanych połączeń zostało zrealizowane w statycznej próbie rozciągania (rys. 4).
Charakterystyka badanych stopów
Badane stopy w stanie wyjściowym odznaczają się wytrzymałością na rozciąganie wynoszącą Rm = 470 MPa i Rm = 585 MPa odpowiednio dla AA2519-T62 a także AA7075-T651. W obu przypadkach obserwuje się obniżenie wytrzymałości połączenia FSW do poziomu Rm = 410 MPa dla AA2519-T62 (efektywność złącza 87%) i Rm = 450 MPa w przypadku AA7075-T651 (efektywność 77%). Należy przy tym zaznaczyć, że połączenia stopu AA2519-T62 wykonane wiązką lasera charakteryzują się wytrzymałością na rozciąganie niespełna 315 MPa, odpowiadającą 35% redukcji wytrzymałości stopu w stanie wyjściowym [5]. Podobny spadek wytrzymałości wykazują też spoiny stopu AA7075-T651 [14]. Zastosowanie techniki FSW pozwala więc podnieść wytrzymałość połączeń spójnościowych rozpatrywanych materiałów w zakresie 80-95 MPa. Jednocześnie, w połączeniach FSW, obserwuje się też spadek wydłużenia do zerwania. To jest związane z kumulacją odkształcenia plastycznego na granicy stref wpływu ciepła i cieplno-plastycznej, prowadzącej ostatecznie do zniszczenia zgrzeiny.
Czytaj też >> Obróbka cieplna stali średniomanganowych dla motoryzacji
Podsumowanie – technika FSW
Technika FSW umożliwia więc realizację połączeń doczołowych elementów wykonanych z umacnianych wydzieleniowo stopów aluminium. W tym – wykorzystywanych w przemyśle zbrojeniowym stopów AA2519-T62 a także AA7075-T651. Złącza te charakteryzują się też:
- korzystną, drobnoziarnistą mikrostrukturą,
- relatywnie niską redukcją mikrotwardości
- a także zdolnością do przenoszenia dużych obciążeń: Rm = 410 MPa (AA2519-T62) i Rm = 450 MPa (AA7075-T651).
Artykuł został opracowany na podstawie wyników badań wykonanych w ramach projektów:
2021/05/X/ST8/01480 finansowanego przez Narodowe Centrum Nauki a także PBG/13-998 finansowanego przez Ministerstwo Obrony Narodowej.
Piśmiennictwo
- Crouch I.G.: The science of armour materials. Woodhead Publishing, 2017, ISBN 978-0-08-101002-0.
- Venugopal A., Mohammad R., Koslan M.F.S., Shafie A., Ali A., Eugene O.: Structure Life Extension towards the Structural Integrity of Sukhoi Su-30MKM. „Materials”, 2021, 14 (19):5562.
- Forrestal M., Børvik T., Warren T.: Perforation of 7075-T651 Aluminum Armor Plates with 7.62 mm APM2 Bullets. „Experimental Mechanics”, 2010, 50, 1245-1251.
- Patent US4747191A: Process for manufacturing a sabot arrangement for a sub-caliber fin-stabilized projectile for a large caliber weapon, 1988.
- Kosturek R., Śnieżek L., Grzelak K., Torzewski J.: Study on the weldability of AA2519 armor grade aluminium alloy. „Manufacturing Technology”, 2021, 21, 6, 818-823.
- Hayat F.: Electron beam welding of 7075 aluminum alloy: Microstructure and fracture properties. „Engineering Science and Technology, an International Journal”, 2022, 34, 101093.
- Porębska M., Skórka A.: Połączenia spójnościowe. Wydawnictwo Naukowe PWN, Warszawa, 2013, ISBN 978-83-01-12333-8.
- Lacki P., Derlatka A.: Zastosowanie technologii FSW w strukturach aluminiowych, „Obróbka Plastyczna Metali”, 2013, vol. XXIV, nr 3.
- Burek R., Wydrzyński D., Kubit A., Łogin W.: The influence of the shoulder depth on the properties of the thin sheet joint made by FSW technology. „Aircraft Engineering and Aerospace Technology”, 2021, 93, 1, 120-126.
- Torzewski J., Grzelak K., Wachowski M., Kosturek R.: Microstructure and Low Cycle Fatigue Properties of AA5083 H111 Friction Stir Welded Joint. „Materials”, 2020, 13, 2381.
- Feng A., Chen D., Ma Z.Y., Ma W., Song R.: Microstructure and strain hardening of a friction stir welded high-strength Al–Zn–Mg alloy. „Acta Metallurgica Sinica”, 2014, 27, 723-729.
- Liang X.P., Li H.Z., Li Z., Hong T., Ma B., Liu S.D., Liu, Y.: Study on the microstructure in a friction stir welded 2519-T87 Al alloy. „Materials and Design”, 2012, 35, 603-608.
- Suckow T., Völkers S., Bütev Öcal E., Grass M., Böhm S., Groche P.: Effect of shortened post weld heat treatment on the laser welded AA7075 alloy. „Metals”, 2022, 12 (3):393.
- Wang Z., Shaogang W., Chengcong Z., Wang Z.: Effect of post-weld heat treatment on microstructure and mechanical properties of 7055 aluminum alloy electron beam welded joint. „Materials Research Express”, 2020, 7.
dr inż. Robert Kosturek
Wydział Inżynierii Mechanicznej
Zakład Zmęczenia Materiałów i Konstrukcji Maszyn
Wojskowa Akademia Techniczna
Summary
Title: Application of friction stir welding for manufacturing of butt joints of high-strength aluminium alloys used in the arms industry
Keywords: aluminium alloys, friction stir welding, mechanical properties
Abstract: This paper presents selected results of research concerning AA2519-T62 and AA7075-T651 butt joints produced with the FSW technique, including macroscopic observations, microhardness distributions and tensile tests. The applied welding technique enabled obtaining high-quality welds of the 87% and 77% joint efficiencies for AA2519-T62 and AA7075-T651 respectively.
Słowa kluczowe: stopy aluminium, zgrzewanie tarciowe z przemieszaniem, właściwości mechaniczne
Galeria





Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































