Wpływ przemian alotropowych na właściwości fizykochemiczne cyny
Zarodkowanie
Zarodkowanie następuje w temperaturach poniżej 13,2°C, w których termodynamiczna siła napędowa wzrasta wraz ze spadkiem temperatury. Po zarodkowaniu następuje wzrost fazy α w wyniku postępującej przemiany β → α i przemieszczania się interfejsu do nieprzemienionego regionu fazy β. Przemieszczanie się interfejsu β-α opisuje się jako równowagę pomiędzy akumulacją naprężeń sieciowych i rozluźnieniem tychże naprężeń poprzez procesy odzyskiwania energii.
Ekspansja sieci generuje naprężenia związane z niedopasowaniem strukturalnym i objętościowym pomiędzy fazami α i β w miarę przemieszczania się atomów. Nagromadzenie naprężeń w sieci krystalicznej przeciwdziała powstawaniu przemiany β → α przez hamowanie przegrupowania atomowego struktury krystalicznej. Przemiana z fazy β w fazę α nastąpi w wyniku zredukowania naprężeń w strefach odkształcenia plastycznego w sieci fazy β przed interfejsem β-α. Zmniejszenie naprężeń następuje w wyniku przemieszczania się bądź anihilacji dyslokacji w sieci krystalicznej fazy β. Zatem powstawanie zarazy cynowej oraz szybkość jej wzrostu zależą od właściwości mechanicznych fazy β oraz stopnia redukcji naprężeń [1].
Stopy cynowo-ołowiowe a dyrektywa RoHS
W ciągu ostatnich kilku dekad preferowano lutowanie elementów elektronicznych za pomocą stopów cynowo-ołowiowych. Jednakże od 1 lipca 2006 roku, wraz z uchwaleniem dyrektywy RoHS (ang. Restriction of Hazardous Substances), zaniechano produkcji takich stopów ze względu na toksyczne właściwości ołowiu. Wynikiem było odejście od tradycyjnych lutów cyny z ołowiem na rzecz bezołowiowych alternatyw zawierających znaczny procent cyny. Dodatek ołowiu do cyny skutecznie hamował rozwój zarazy cynowej. Przejście przemysłu elektronicznego na bezołowiowe stopy lutownicze po raz kolejny uruchomiło dyskusję na temat zagrożeń związanych z zarazą cynową. Czysta cyna ogólnie nie jest akceptowana w przemyśle elektronicznym z powodu innego szkodliwego zjawiska, zwanego „wąsami cynowymi” (tin whiskers) [6, 7] (rys. 4).

Powstawanie wąsów
Powstawanie wąsów na powierzchni cyny może doprowadzić do zwarć układów elektronicznych. Było jedną z głównych przyczyn dodania do lutowia domieszki ołowiu, który zapobiega ich powstawaniu. Z powodu przechodzenia na lutowanie bezołowiowe wąsy cynowe znów zaczynają powodować problemy. Ponadto niektóre badania próbek stopów cyny sugerują, że stopy bezołowiowe wykazują większą podatność na zarazę cynową niż tradycyjne stopy cynowo-ołowiowe. Jest to oczywiście niedopuszczalne w przypadku systemów elektronicznych, które muszą działać w temperaturach poniżej 13,2°C.
Stopy Sn-Cu-Ag
Zaraza cynowa była obiektem wielu badan naukowych. W. Peng [8] przeprowadził badania czterech bezołowiowych spoin cynowych z dodatkiem Cu, Ag oraz Cu+Ag, czystej Sn oraz dwóch płytek drukowanych używanych w produkcji telefonów komórkowych – jednej pokrytej stopem Sn z Pb i Ag, a drugiej – stopem Sn z Cu i Ag. W celu stwierdzenia przemiany alotropowej β → α stopy na początku schładzano w ciekłym azocie (-196°C) przez 50 h. Po analizie powierzchni były trzymane w temperaturze -40°C przez 4 lata.
Powierzchnia próbek była poddawana obserwacji każdego roku. Na koniec przetrzymano badane stopy przez 1,5 roku w temperaturze -17°C. Badania analizy powierzchni po chłodzeniu w temperaturach -196°C, a potem w -40°C nie wykazały obecności α-Sn. Dopiero chłodzenie w -17°C przez 1,5 roku ujawniło obecność przemiany fazowej, lecz jedynie w spoinie z czystej Sn. Pozostałe cztery spoiny, jak również płytki drukowane z telefonu komórkowego, wciąż miały błyszczącą, srebrzysta barwę.
Badania cyny – zaraza cynowa
Wcześniejsze badania oceniały potencjał powstawania zarazy cynowej w złączach lutowanych [9]. Przetestowano trzy stopy lutownicze: czystą cynę, stop cynowo-ołowiowy wysokiej czystości (Sn-Pb) i komercyjny stop lutowniczy. Badanie wykazało, że zaraza cynowa powstała na wszystkich z wyjątkiem lutu komercyjnego. Jednak odporność na zarazę cyny była przypisana zanieczyszczeniom, a nie właściwościom fizycznym lutowia.
Do badań przemiany β → α zastosowano także metodę spektroskopii Mössbauera [2, 4]. Jest to wszechstronna metoda oparta na nadsubtelnym oddziaływaniu poszczególnych jąder atomów z otoczeniem takim jak np. najbliższe atomy lub elektrony z powłok elektronowych wokół atomów. Oddziaływania nadsubtelne świadczą o zmianach energii poziomów jąder i dostarczają informacji o lokalnych właściwościach badanych atomów osadzonych w strukturze. A zatem spektroskopia Mössbauera wydaje się idealna do badania próbek jednoskładnikowych. W nich tylko bardzo niewielkie lokalne różnice pomiędzy atomami są wykrywalne, np. we wczesnym etapie przejścia β → α pojawiających się wewnątrz metalicznej osnowy Sn. Ponadto duża różnica między czynnikami Mössbauera-Lamba dla faz α i β w temperaturze pokojowej skutecznie zwiększa wykrywalność fazy α-Sn [2].
Badanie na obecność zarazy cynowej
Badaniu na obecność zarazy cynowej metodą spektroskopii Mössbauera poddane zostały także próbki Sn z dodatkiem Cu i Ag [4]. W tym celu sześć próbek: Sn, Sn-1%Cu, Sn-2%Cu, Sn-3%Cu, Sn-0,3%Ag-0,7%Cu i Sn-3%Ag-0,5%Cu poddano walcowaniu na zimno do grubości 50 μm. Następnie „zaszczepiono” na ich powierzchniach zarodki InSb, które miały za zadanie zainicjować reakcję przemiany alotropowej β → α.
Tworzenie się dwuskładnikowej struktury krystalicznej metalu lub stopu wymaga kilku czynników. Roztwór stały powstaje, gdy atomy rozpuszczalnika i substancji rozpuszczonej posiadają tę samą liczbę elektronów walencyjnych. Różnica promieni atomowych nie może być większa niż 15%. Po trzecie: pierwiastki rozpuszczalnika i substancji rozpuszczonej powinny posiadać podobną elektroujemność. Po czwarte: rozpuszczalnik i substancja rozpuszczona powinny mieć tę samą strukturę krystaliczną. Z tego powodu wybrano zarodki InSb, ponieważ posiadają one strukturę regularną bardzo zbliżoną do struktury α-Sn. Tak przygotowane próbki poddano schładzaniu w temperaturach -18°C i -30°C przez 4 dni.
Wyniki badań cyny
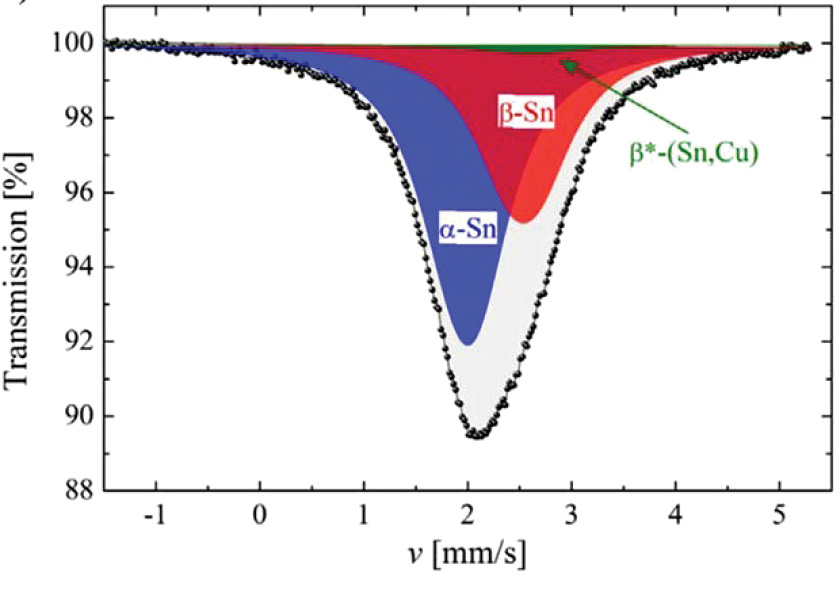
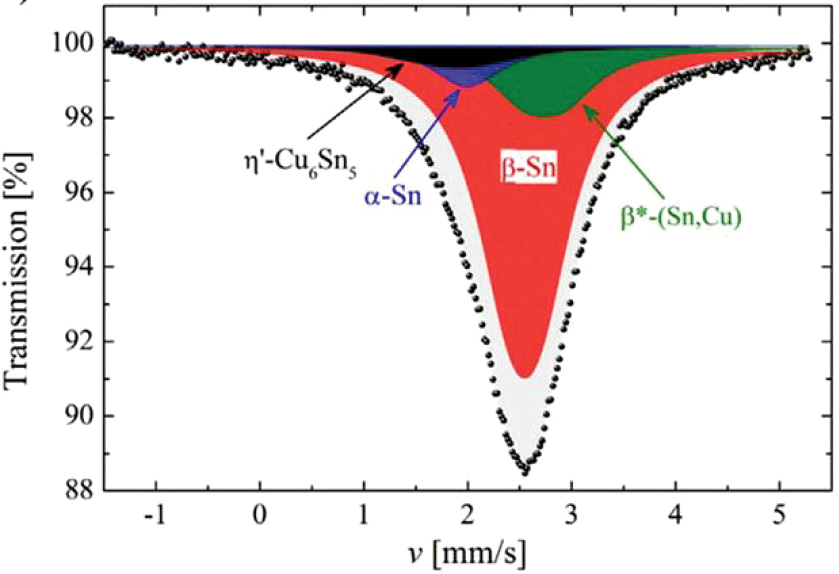
Wyniki badań metodą spektroskopii Mössbauera pokazały, iż w próbce z czystej cyny stwierdzono mniej niż 0,03% względnej objętości fazy α-Sn. Obecność ok. 1% Cu w dwuskładnikowych stopach lutowniczych przyspiesza tworzenie się fazy α-Sn, osiągając maksymalną wartość 28,5% wagowych dla stopu (rys. 5a). Jednakże sygnał Mössbauera dla fazy α maleje wraz ze wzrostem zawartości Cu powyżej 1% i stabilizuje się w około 2% wagowych dla Sn-2%Cu i Sn-3%Cu (rys. 5c). Przypuszczalnie jest to związane z formowaniem się stabilnej fazy międzymetalicznej Cu6Sn5 występującej przy min. 2% wagowych Cu i to ta faza jest odpowiedzialna za hamowanie wzrostu fazy α-Sn, czyli powstawanie zarazy cynowej.
Kolejne wnioski z badań
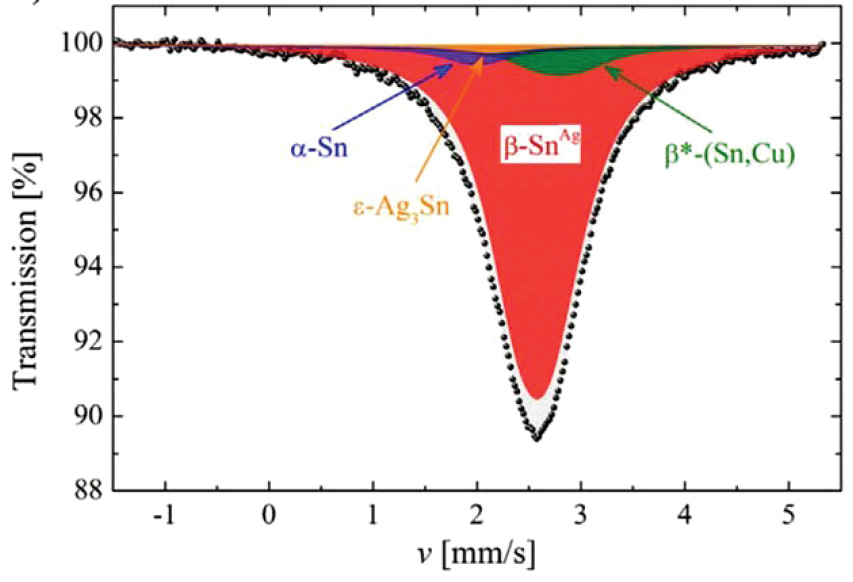
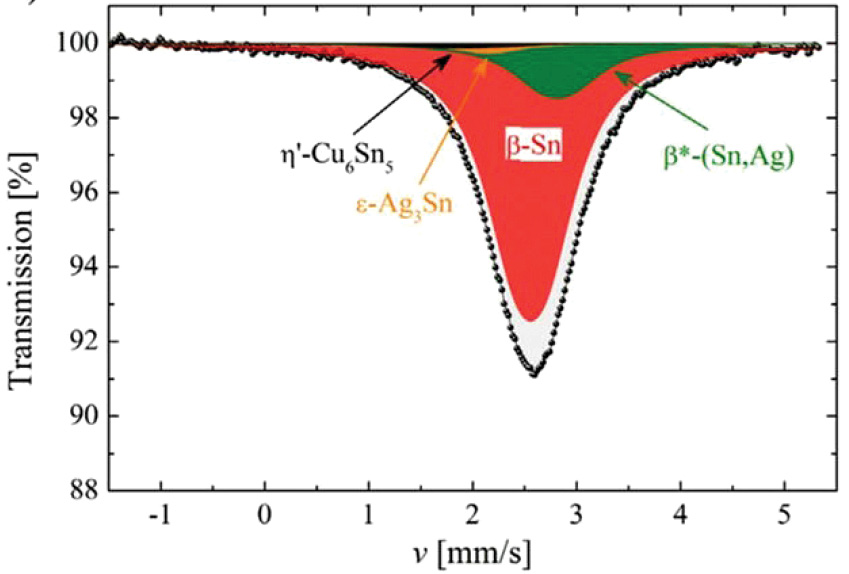
Dalsze badania wykazały, iż nawet niewielki dodatek Ag do dwuskładnikowego stopu Sn-Cu znacznie ogranicza tworzenie się fazy α (rys. 5b, d). W przypadku stopów z dodatkiem Ag przy powstawaniu zarazy cynowej wzięto pod uwagę wpływ temperatury i składu chemicznego stopów. Zaobserwowano bardzo niewielką zdolność tworzenia się zarazy cynowej w obu trójskładnikowych stopach po upływie 4 dni chłodzenia. W rzeczywistości dla stopu Sn-3%Ag-0,5%Cu występuje tylko domniemana obecność zarazy cynowej na poziomach 0,03 i 0,06% dla próbek schładzanych w temperaturach odpowiednio t1 = -18°C i t2 = -30°C. Jednak niektóre rozbieżności w wynikach spektroskopii Mössbauera pokazały, że obecność Ag w stopach lutowniczych na osnowie Sn działa jak inhibitor, podczas gdy niższa temperatura przyspiesza powstawanie zarazy cynowej [4].


Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Transformacja cyfrowa hamuje? Premiera raportu „Stan Przemysłu 4.0 w Polsce – 2024”
Najnowsza edycja raportu \"Stan Przemysłu 4.0 w Polsce\", opracowana przez APA Group przy wsparciu Polsko-Niemieckiej Izby Przemysłowo-Handlowej, Platformy Przemysłu Przyszłości, Silesia Automotive & Advanced Manufacturing oraz Silesia Smart Systems, dostarcza kluczowych...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Kluczowe spotkanie branży logistycznej – MODERNLOG 2024 już w czerwcu!
Już niebawem Poznań stanie się centralnym miejscem spotkań sektora logistycznego. Podczas 4 dni targów odbędą się pokazy najnowszych rozwiązań technologicznych, prezentacje maszyn i systemów operacyjnych, a także prelekcje i panele dyskusyjne z ekspertami. Kluczowe wydarzenie ...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Niskoemisyjna i naturalna przyszłość branży budowlanej
Ograniczanie emisji CO2 w branży budowlanej staje się koniecznością – wymaga tego osiągnięcie neutralności klimatycznej w 2050 r. Nie uda się to bez upowszechnienia w budownictwie naturalnych materiałów i technologii oraz zasad Gospodarki Obiegu Zamkniętego (GOZ), czyli ponown...

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Źródła taniej energii dla przemysłu. Co blokuje ich rozwój?
Rozwój odnawialnych źródeł energii w Polsce powinien w najbliższych kilku latach znacząco przyspieszyć, by do roku 2030 OZE dawało łącznie 50 GW mocy. O tym, jak budować system elektroenergetyczny oparty o „zielone” źródła energii rozmawiali uczestnicy panelu „Odnawialne źró...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Co roku korozja niszczy 25 mln ton stali
W ciągu roku na świecie korozja niszczy 25 mln ton stali. Globalny roczny koszt strat z nią związanych wynosi około 2,5 biliona dolarów. Mimo nowych metod ochrony nadal nie umiemy wyeliminować tego procesu - podkreśla dr Adrian Gudwański z Uniwersytetu Śląskiego.

Polskie firmy niewiele inwestują za granicą. Dlaczego?
Wartość bezpośrednich inwestycji zagranicznych polskich przedsiębiorstw w 2022 roku wyniosła 28 mld euro. To stanowiło zaledwie 5 proc. krajowego PKB, podczas gdy średnia w krajach UE to aż 88 proc. PKB. To pokazuje, że rodzime firmy do tej pory stosunkowo niewiele inwestowa...




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















