Szacowanie niepewności pomiarów współrzędnościowych na odległość
W artykule przedstawiono propozycję ułatwiającą upowszechnienie szacowania niepewności pomiarów współrzędnościowych, a także ofertę świadczenia odpowiedniej usługi na odległość.
Znajomość niepewności wykonywanych pomiarów jest dzisiaj wymagana nie tylko od laboratoriów wzorcujących i badawczych, ale również od wykonujących pomiary w warunkach przemysłowych [1]. O ile w przypadku pomiarów wymiarów wykonywanych prostymi przyrządami pomiarowymi, jak suwmiarki czy mikrometry, oszacowanie niepewności pomiaru jest względnie łatwe [2, 3], o tyle szacowanie niepewności pomiarów współrzędnościowych należy do zagadnień bardzo złożonych [4-6]. A przecież współrzędnościowa technika pomiarowa jest obecnie powszechnie stosowana w szeroko rozumianym przemyśle maszynowym. Szczególna uwaga należy się pomiarom wykonywanym w przemyśle samochodowym, gdzie wymagania znajomości niepewności pomiaru są wyraźnie formułowane.
Laboratoria badawcze, a szczególnie laboratoria działające w przemyśle, wykorzystujące w swojej działalności współrzędnościowe systemy pomiarowe, nie mogą poświęcać zbyt dużo czasu problematyce niepewności pomiarów. Na rynku nie ma taniego i łatwego do użycia oprogramowania. W artykule przedstawiono ofertę świadczenia usługi szacowania niepewności pomiarów na odległość.
Aktualna sytuacja
Prace normalizacyjne w zakresie niepewności pomiarów współrzędnościowych trwają od dawna, ale skupiają się głównie na potrzebach narodowych instytutów metrologicznych (NMI) i laboratoriów wzorcujących. Nawet w jedynej opublikowanej normie [8], która dotyczy podejścia eksperymentalnego i która formalnie pozwala na szacowanie niepewności pomiarów różnych charakterystyk geometrycznych (wymiary, odchyłki geometryczne), sporo uwagi poświęca się pomiarom wykonywanym metodą porównawczą (substitution measurement method), która to metoda stosowana jest niezmiernie rzadko i jedynie w odniesieniu do bardzo prostych przedmiotów, takich jak pierścienie czy tłoczki.
Aktualnie dostępne są 3 dokumenty, jedna norma [7] i dwie specyfikacje techniczne [8, 9]. W specyfikacji technicznej ISO/TS 15530-1 [8] podano klasyfikację metod szacowania niepewności obejmującą 3 metody:
- analizy wrażliwości,
- z użyciem przedmiotów wzorcowych lub wzorców,
- z użyciem symulacji komputerowej.
Metoda z użyciem przedmiotu wzorcowego
Według wspomnianej normy do przeprowadzenia procedury szacowania niepewności pomiaru potrzebny jest przedmiot wzorcowy o podobnej (a najlepiej identycznej) postaci jak przedmiot, dla którego ma być szacowana niepewność pomiaru. To, że przedmiot wzorcowy powinien mieć identyczną postać, wynika z przyjętego w normie założenia, że jego pomiary będą wykonywane w ten sposób, że co jakiś czas zamiast normalnie mierzonego przedmiotu zostanie zmierzony przedmiot wzorcowy. Jeśli weźmie się pod uwagę fakt, że w warunkach produkcyjnych mierzony przedmiot jest mocowany w specjalnym uchwycie i pomiar przebiega w cyklu automatycznym z zastosowaniem optymalnego (z punktu widzenia czasu pomiaru) przemieszczania układu trzpieni, nawet nieznaczne różnice w postaci i wymiarach przedmiotu wzorcowego uniemożliwiają jego użycie. Tak więc praktyczne zastosowanie metody „z użyciem przedmiotu wzorcowego” jest w warunkach przemysłowych ograniczone do jednego przypadku, kiedy przedmiotem wzorcowym jest jeden z produkowanych przedmiotów, wywzorcowany wcześniej przy użyciu dokładniejszej współrzędnościowej maszyny pomiarowej (CMM).
Podejście zbliżone do opisanego powyżej jest dość często stosowane, co prawda nie w celu oszacowania niepewności pomiaru, ale w celu upewnienia się, czy CMM nie uległa „rozregulowaniu”. Operatorzy CMM zachowują jeden z wcześniej zmierzonych przedmiotów wraz z protokołem i w przypadku wątpliwości co do stanu maszyny wykonują jego pomiary i porównują otrzymane wyniki z zachowanym protokołem.
Przeczytaj artykuł: Niepewność pomiaru w dokładnych pomiarach płaskości
Metoda analizy wrażliwości
W Laboratorium Metrologii ATH opracowano oryginalną metodę szacowania niepewności pomiarów współrzędnościowych, która według klasyfikacji podanej w dokumencie
ISO/TS 15530-1 jest metodą analizy wrażliwości. Informację wejściową o dokładności CMM stanowią wyniki jej aktualnego wzorcowania. Dla każdej charakterystyki, dla której ma być oszacowana niepewność pomiaru, potrzebne jest podanie współrzędnych tzw. punktów charakterystycznych mierzonego przedmiotu. Szczegóły metody przedstawiono w [5, 6]. Oszacowane wartości niepewności pomiaru zachowują ważność do następnego wzorcowania CMM.
Szacowanie niepewności pomiaru na odległość
Laboratorium Metrologii ATH oferuje następującą usługę: wykonanie i udokumentowanie obliczeń niepewności pomiaru na podstawie dostarczonego świadectwa wzorcowania CMM i rysunku konstrukcyjnego z zaznaczonymi charakterystykami. Usługa jest realizowana „na odległość”. Klient dostarcza e-mailem świadectwo wzorcowania oraz rysunek przedmiotu z zaznaczonymi charakterystykami. Tą samą drogą przekazywana jest oferta, a następnie dokumentacja.
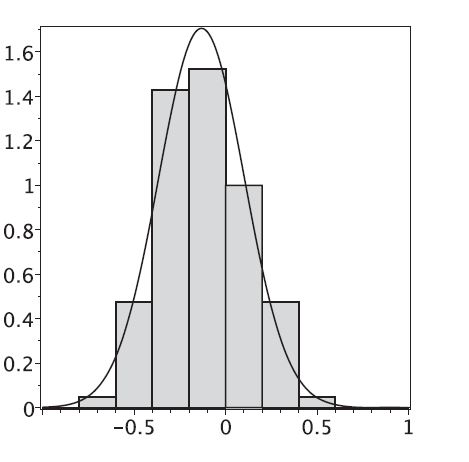
Dokumentacja wykonanych obliczeń składa się z dwóch części. Pierwsza część to opracowanie wyników wzorcowania – służy ocenie rozkładu prawdopodobieństwa dla błędu pomiaru długości danej CMM. Druga część zawiera budżety niepewności dla wszystkich wskazanych charakterystyk.
Przykładowe opracowanie wyników wzorcowania podano na rys. 1.
Przykłady informacji o mierzonych charakterystykach potrzebnej do oszacowania niepewności przedstawiono w tab. 1 i 2.
Należy zwrócić uwagę, że punkty charakterystyczne to punkty należące do elementów integralnych lub pochodnych odpowiadające strategii pomiaru zdefiniowanej za pomocą minimalnej liczby punktów.
Galeria








Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Transformacja cyfrowa hamuje? Premiera raportu „Stan Przemysłu 4.0 w Polsce – 2024”
Najnowsza edycja raportu \"Stan Przemysłu 4.0 w Polsce\", opracowana przez APA Group przy wsparciu Polsko-Niemieckiej Izby Przemysłowo-Handlowej, Platformy Przemysłu Przyszłości, Silesia Automotive & Advanced Manufacturing oraz Silesia Smart Systems, dostarcza kluczowych...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Kluczowe spotkanie branży logistycznej – MODERNLOG 2024 już w czerwcu!
Już niebawem Poznań stanie się centralnym miejscem spotkań sektora logistycznego. Podczas 4 dni targów odbędą się pokazy najnowszych rozwiązań technologicznych, prezentacje maszyn i systemów operacyjnych, a także prelekcje i panele dyskusyjne z ekspertami. Kluczowe wydarzenie ...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Niskoemisyjna i naturalna przyszłość branży budowlanej
Ograniczanie emisji CO2 w branży budowlanej staje się koniecznością – wymaga tego osiągnięcie neutralności klimatycznej w 2050 r. Nie uda się to bez upowszechnienia w budownictwie naturalnych materiałów i technologii oraz zasad Gospodarki Obiegu Zamkniętego (GOZ), czyli ponown...

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Źródła taniej energii dla przemysłu. Co blokuje ich rozwój?
Rozwój odnawialnych źródeł energii w Polsce powinien w najbliższych kilku latach znacząco przyspieszyć, by do roku 2030 OZE dawało łącznie 50 GW mocy. O tym, jak budować system elektroenergetyczny oparty o „zielone” źródła energii rozmawiali uczestnicy panelu „Odnawialne źró...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Co roku korozja niszczy 25 mln ton stali
W ciągu roku na świecie korozja niszczy 25 mln ton stali. Globalny roczny koszt strat z nią związanych wynosi około 2,5 biliona dolarów. Mimo nowych metod ochrony nadal nie umiemy wyeliminować tego procesu - podkreśla dr Adrian Gudwański z Uniwersytetu Śląskiego.

Polskie firmy niewiele inwestują za granicą. Dlaczego?
Wartość bezpośrednich inwestycji zagranicznych polskich przedsiębiorstw w 2022 roku wyniosła 28 mld euro. To stanowiło zaledwie 5 proc. krajowego PKB, podczas gdy średnia w krajach UE to aż 88 proc. PKB. To pokazuje, że rodzime firmy do tej pory stosunkowo niewiele inwestowa...




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















