
Docierarki do płaszczyzn. Cz. I. Docierarki jednotarczowe
Konstrukcje: docierarki jednotarczowe
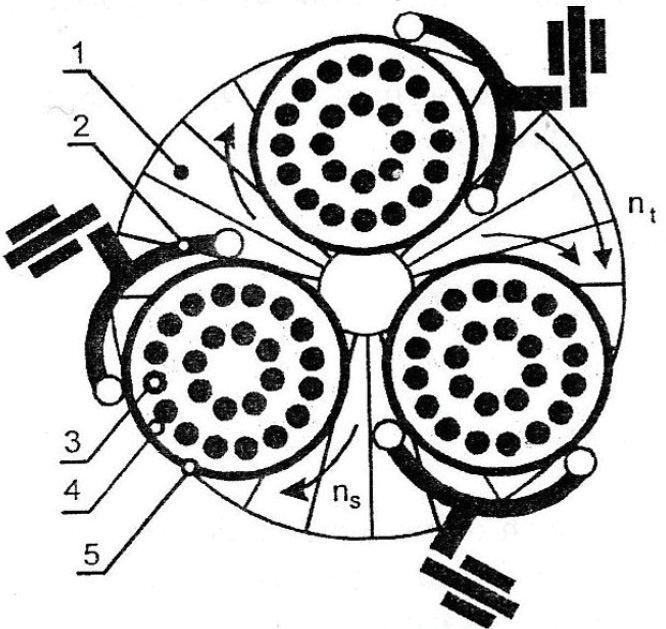
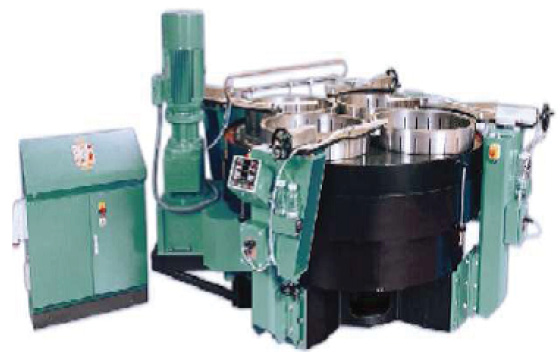
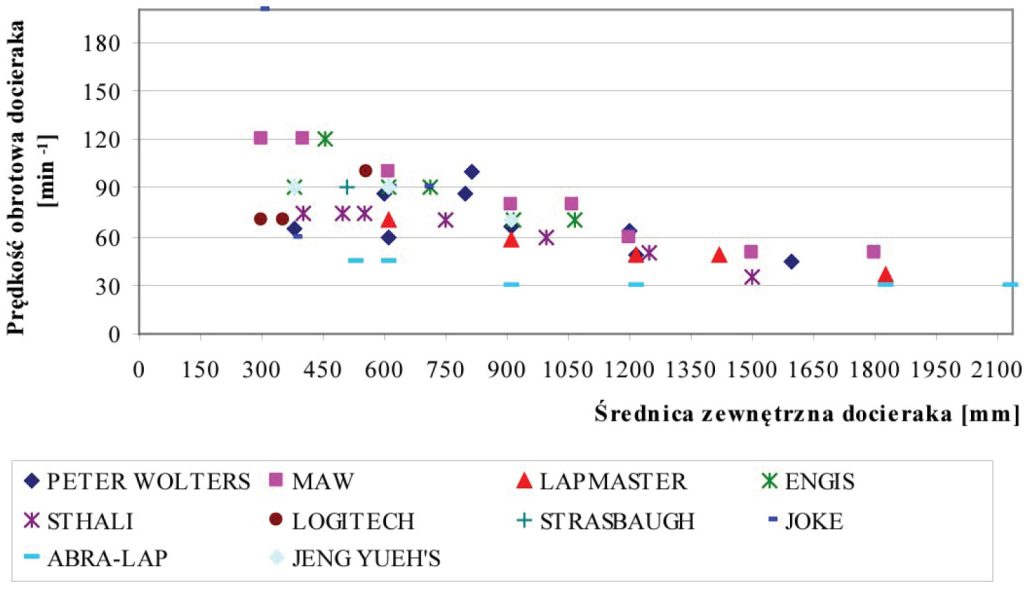
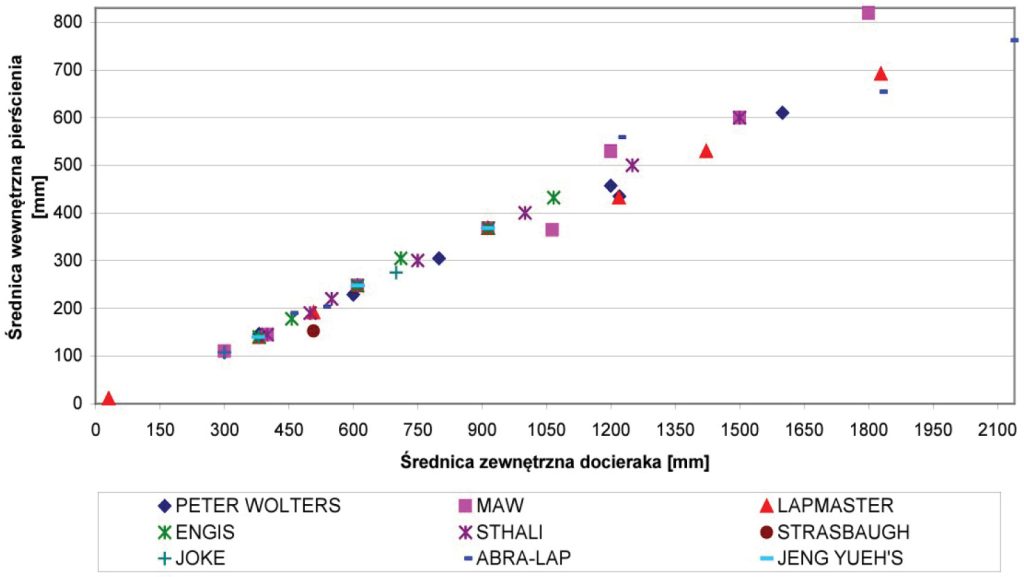
Przykłady docierarek jednotarczowych podano na rys. 7. Porównując współcześnie wytwarzane docierarki, można zauważyć szeroki zakres średnic tarcz docierających. To jest oczywiste ze względów praktycznych, zarówno w aspekcie wymiarów obrabianych przedmiotów, jak i wielkości produkcji (rys. 8). W większości analizowanych typów docierarek parametry kinematyczno-geometryczne mają przebieg zbliżony do liniowego (rys. 9), zaś napęd bezstopniowy tarczy docierającej umożliwia stosunkowo duży zakres zmienności warunków kinematycznych. Ma to istotny wpływ na uzyskiwaną płaskość powierzchni obrabianych.
W docieraniu konwencjonalnym, docierakami aktywizowanymi w sposób swobodny, bardzo ważnym czynnikiem jest sposób dawkowania pasty lub zawiesiny ściernej. Zarówno w przypadku okresowego nanoszenia pasty na powierzchnię czynną docieraka przed samym procesem docierania, jak i przy kroplowym dozowaniu zawiesiny ściernej, zasadnym jest pytanie o intensywność dawkowania. Jest to ważny problem, zarówno w aspekcie technologicznym, jak i ekonomicznym. Część mikroziaren zostaje usunięta z powierzchni docieraka przez poruszające się przedmioty i pierścienie prowadzące separatory i nie bierze w ogóle udziału w skrawaniu. Aby usunąć te mankamenty, rozwijane jest dawkowanie zawiesiny ściernej na powierzchnię roboczą docieraka w sposób wymuszony (natryskowo) [6].
Docierarki jednotarczowe – układy chłodzenia
Chcąc zapewnić wysokie wymagania wymiarowo-kształtowe, nie można dopuścić do nadmiernego wzrostu temperatury tarcz docierających, a w konsekwencji i elementów obrabianych. Sytuacja taka wymaga utrzymywania względnie stałej temperatury na powierzchni narzędzia, co jest możliwe w przypadku wymuszonego chłodzenia docieraków [10]. Układy chłodzenia tarcz docierających stosowane są m.in. przez firmy: Lapmaster (modele 20”÷84”), Stähli (FLM500÷FLM1500), Kemet (48”÷84”) i Engis (FL-15VP÷FL-48VP), zaś systemy kontroli temperatury narzędzi w docierarkach jednotarczowych firmy Kemet (24”÷40”) i Engis (FL-15VP÷FL-48VP) [13, 16, 17, 21].
Podsumowanie – docierarki jednotarczowe
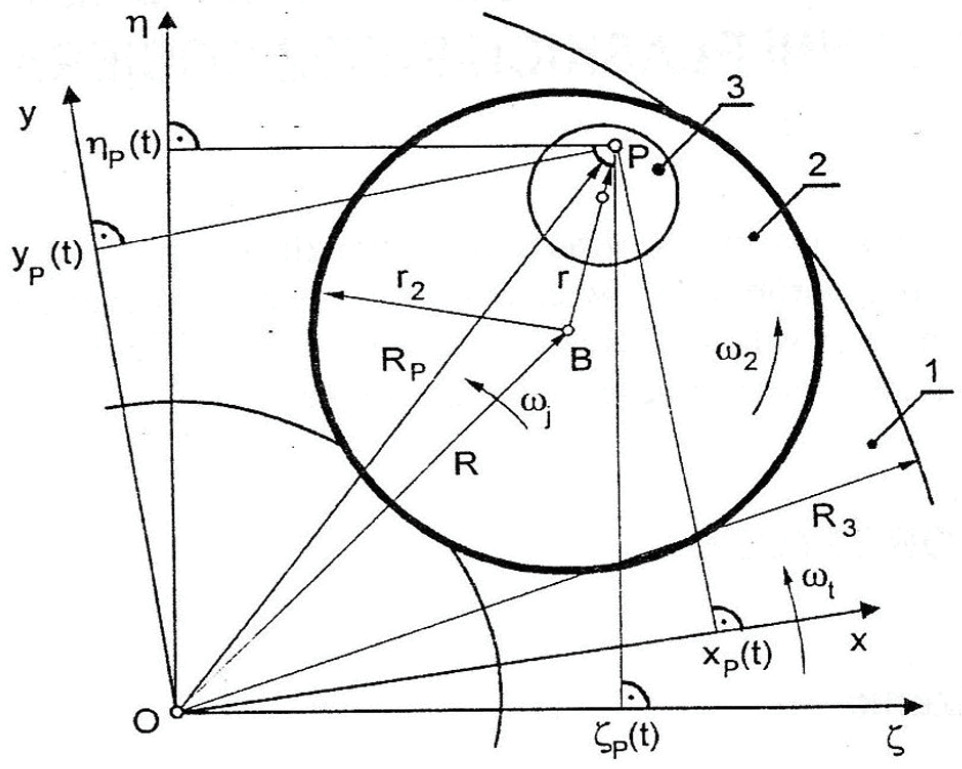
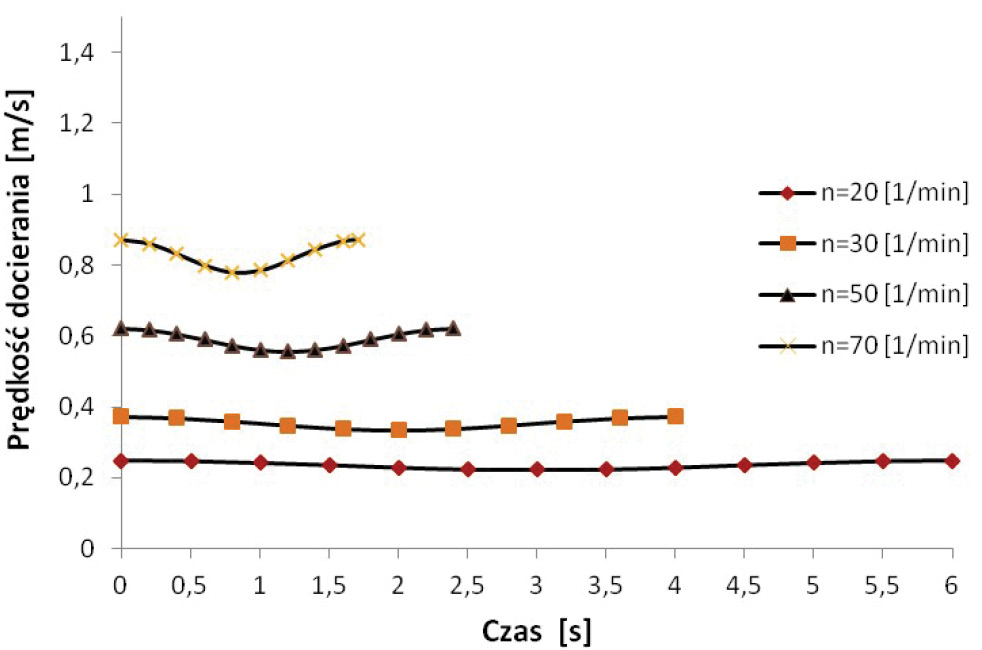
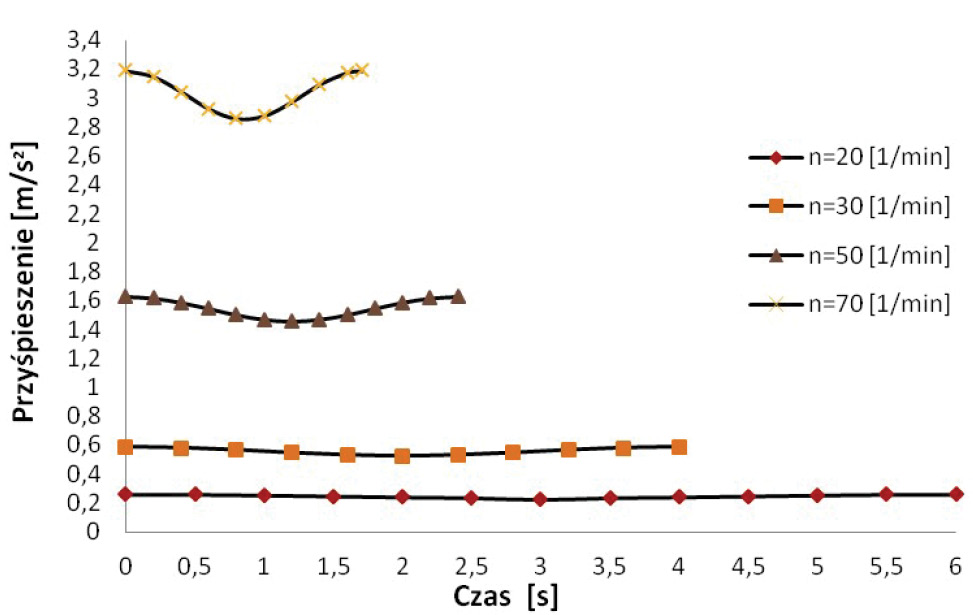
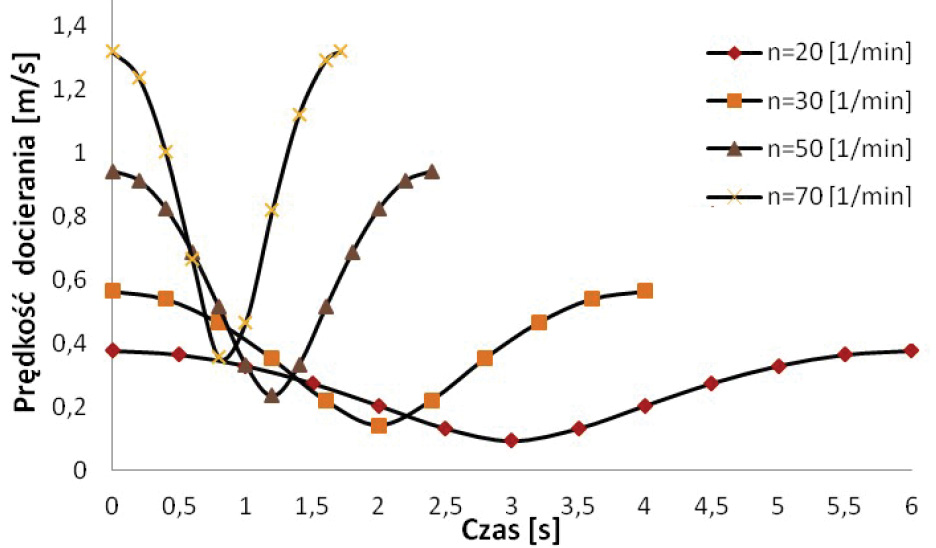
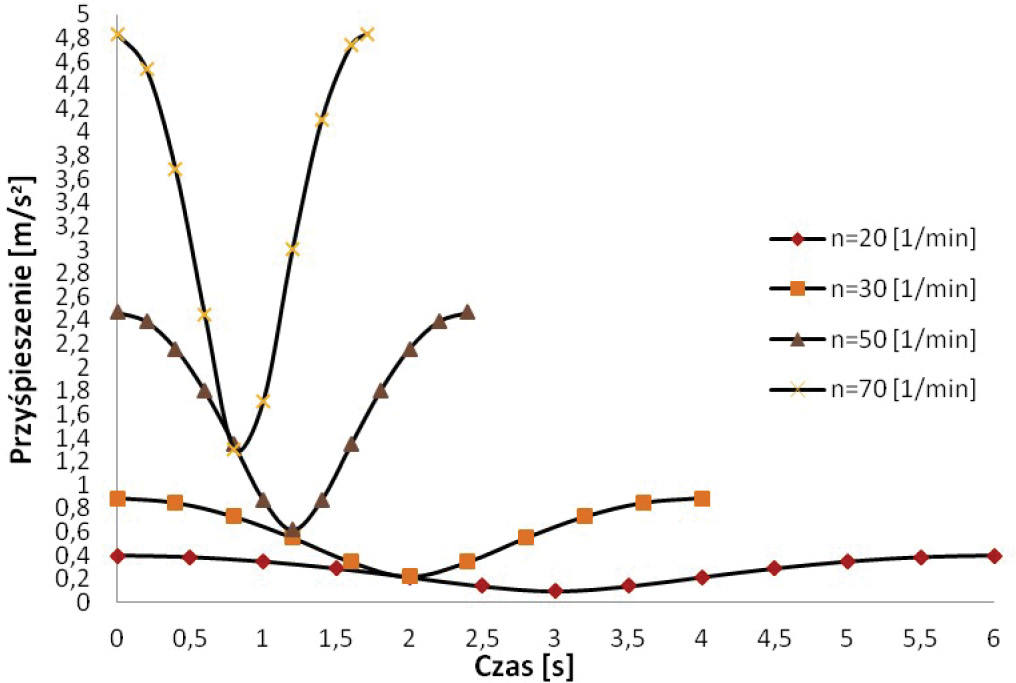
Jak wynika z przeprowadzonej analizy kinematyki docierarki jednotarczowej o standardowym (pierścieniowym) układzie wykonawczym, rozmieszczenie przedmiotów w separatorze ma wpływ na zmiany wartości prędkości docierania (np. około 0,4 m/s przy obrotach docieraka 50 1/min), zaś by uzyskać najmniejsze zmiany prędkości skrawania, należałoby rozmieszczać przedmioty jak najbliżej średnicy podziałowej tarczy docierającej. Nie jest jednak korzystne z uwagi na pożądane w docieraniu ukształtowanie wielokierunkowej struktury geometrycznej powierzchni obrobionej. Duży wpływ na prędkości skrawania (docierania) a także wartość przyspieszenia względnego przedmiot – docierak mają prędkość obrotowa docieraka i warunki tarcia w układzie pierścień prowadzący – zawiesina ścierna – powierzchnia robocza narzędzia. Sytuację taką można byłoby zmienić, wprowadzając niezależny napęd pierścieni prowadzących [1].
Galeria











Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































