Techniki wytwarzania kół zębatych
Pośród klasycznych metod wytwarzania kół zębatych można spotkać się z pewnymi rozwiązaniami rozwojowymi. Nie bez znaczenia jest tu zmieniający się charakter produkcji. Z punktu widzenia technologicznego przygotowania produkcji konieczne jest dysponowanie metodami obróbkowymi sprawdzającymi się w produkcji jednostkowej i małoseryjnej.

Dłutowanie i przeciąganie
Specjalne głowice umożliwiają operację dłutowania na obrabiarkach CNC. Dłutowanie jest jednak metodą czasochłonną ze względu na fakt, że narzędzie wykonuje ruchy posuwisto-zwrotne, z których tylko pierwszy jest ruchem roboczym usuwającym materiał. W konsekwencji tego typu metoda dedykowana jest do zastosowania w produkcji jednostkowej.
Dzięki zastosowaniu narzędzi o liczbie zębów równej liczbie wrębów koła zwiększa się wydajność dłutowania. Konieczne jednak jest zastosowanie specjalnej dłutownicy. Noże w korpusie głowicy są ruchome, co pozwala na uzyskanie określonej wartości grubości warstwy skrawanej dla poszczególnych skoków roboczych. Podczas ruchu powrotnego noże są częściowo cofane w celu minimalizowania wystąpienia kolizji z przedmiotem obrabianym. Kwestia dokładności każdorazowego pozycjonowania ostrzy oraz konieczność wykorzystania specjalnej obrabiarki spowodowały niewielkie zainteresowanie takim rozwiązaniem.
W produkcji seryjnej w przypadku uzębień wewnętrznych można stosować przeciąganie. Obróbka ta odbywa się w dwóch suwach, pierwszym wstępnym i drugim wykańczającym.
Przeciągacz do obróbki wykańczającej nie jest narzędziem monolitycznym, lecz poszczególne poziomy to oddzielne pierścienie. Dzięki temu możliwa jest wymiana uszkodzonych elementów. Konieczne jest jednak dokładne wzajemne ustawienie pierścieni.
Współcześnie rzadko można spotkać określenia typu obrabiarka do obróbki kół zębatych metodą Maaga, Sunderlanda czy Fellowsa. Współczesne obrabiarki CNC dedykowane dla kół zębatych realizują: obróbkę kształtową, dłutowanie, wiórkowanie, szlifowanie lub obróbkę obwiedniową. Choć wykorzystują klasyczne metody obróbkowe obrabiarki CNC do uzębień kół, dysponują większymi zdolnościami wytwórczymi.
Przepychanie oscylacyjne
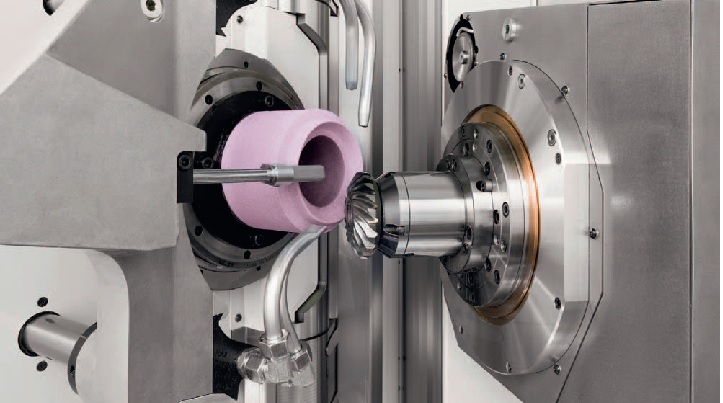
Przykładem innej metody jest przepychanie oscylacyjne. Metoda ta należy do grupy obróbek skrawaniem i można uznać, że jest to odmiana obróbki obwiedniowej. Zarys narzędzia nie jest tożsamy z zarysem wykonywanego uzębienia. Na fot. 1 pokazano przykład głowicy do przepychania oscylacyjnego. Narzędzie tworzone jest pod określone zadanie technologiczne. Czas obróbki powoduje, że ta metoda sprawdzi się zarówno w produkcji seryjnej, jak i jednostkowej.
Po załączeniu obrotów przepychaczowi nadawany jest ruch obrotowy i wahadłowy. Połączenie ruchu obrotowego z wahadłowym oraz ruch posuwowy powodują stopniowe wchodzenie narzędzia w przedmiot obrabiany. Metoda ta wymaga wykonania otworu wstępnego.
Zaletą przepychania oscylacyjnego jest to, że obróbka tą metodą może być przeprowadzona na obrabiarkach konwencjonalnych i CNC. W kontekście produkcji jednostkowej firma Poliangolar oferuje różne narzędzia do wykonywania standardowych kształtów, jak np. wpust pod klucz imbusowy. W przypadku wykonywania uzębienia koszt wykonania narzędzia uzasadnia zastosowanie tej metody do produkcji małoseryjnej i seryjnej. Wydajność tej metody w zależności od zadania technologicznego może wynieść od 150 do 300 przedmiotów/godzinę. Dokładność obróbki wynosi +/-0,05 mm [4].
WEDM
W produkcji jednostkowej w pewnym zakresie rodzajów uzębienia można stosować elektroerozyjne cięcie drutem. Charakter tej metody obróbkowej powoduje, że wydajność uniemożliwia jej szersze zastosowanie w warunkach przemysłowych.
Jednak metoda ta doskonale sprawdza się w wytwarzaniu przekładni zębatych o zmiennym przełożeniu. Przekładnie tego typu wykorzystują tzw. nieokrągłe koła zębate. Współcześnie przekładnie tego typu stosowane są m.in. w: maszynach włókienniczych, układach potencjometrów (nieliniowa charakterystyka sterowania), a także transporcie technologicznym [2].
Powyższe metody nie należą jednak do typowych technik wykonywania uzębień i za wyjątkiem WEDM umożliwiają wyłącznie obróbkę uzębień o zębach prostych. Głównymi ograniczeniami w wykorzystaniu technologii WEDM w wytwarzaniu kół zębatych są:
- wysokie koszty,
- niska wydajność,
- średnica drutu.
Teoretycznie najmniejszy promień wykonywanego zarysu powinien być nie mniejszy niż promień użytego drutu. Jednak, o ile to możliwe, należy unikać zbyt dużego styku drutu z powierzchnią obrabianą. W konsekwencji uznaje się, że minimalny promień zaokrąglenia zarysu uzębienia powinien być nie mniejszy niż podwojona wartość promienia drutu.


Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Kluczowe spotkanie branży logistycznej – MODERNLOG 2024 już w czerwcu!
Już niebawem Poznań stanie się centralnym miejscem spotkań sektora logistycznego. Podczas 4 dni targów odbędą się pokazy najnowszych rozwiązań technologicznych, prezentacje maszyn i systemów operacyjnych, a także prelekcje i panele dyskusyjne z ekspertami. Kluczowe wydarzenie ...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Premiera wydawnicza Stowarzyszenia DAFA „Poradnik projektowania systemów oddymiania”
Stowarzyszenie DAFA z dumą prezentuje efekt kilkuletnich prac zespołu rzeczoznawców i specjalistów z branży przeciwpożarowej: „Poradnik dobrych praktyk w projektowaniu systemów oddymiania grawitacyjnego obiektów budowlanych”.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Eksperci: bez transformacji energetycznej Polska traci 9 mld zł rocznie
Odchodzenie od paliw kopalnych na rzecz odnawialnych i niskoemisyjnych źródeł energii jest konieczne dla wzmocnienia bezpieczeństwa energetycznego i poprawy konkurencyjności. Tak ocenili uczestnicy eksperckiej debaty, która odbyła się w Centrum Prasowym PAP. Wskazali, że każ...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Co roku korozja niszczy 25 mln ton stali
W ciągu roku na świecie korozja niszczy 25 mln ton stali. Globalny roczny koszt strat z nią związanych wynosi około 2,5 biliona dolarów. Mimo nowych metod ochrony nadal nie umiemy wyeliminować tego procesu - podkreśla dr Adrian Gudwański z Uniwersytetu Śląskiego.

Spadły ceny produkcji sprzedanej przemysłu. Co z branżą obróbki metali?
Według wstępnych danych w marcu 2024 r. ceny produkcji sprzedanej przemysłu spadły zarówno w stosunku do lutego 2024 r. – o 0,1%, jak i w porównaniu z analogicznym miesiącem poprzedniego roku – o 9,6%.




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















