Inżynieria odwrotna i technologie rapid prototyping w utrzymaniu ruchu
Technologie szybkiego prototypowania (rapid prototyping)
Jak już częściowo wspomniano we wstępie, szybkie prototypowanie jest to tworzenie, zwykle warstwa po warstwie, trójwymiarowych obiektów fizycznych na podstawie modeli komputerowych wykonanych całościowo przy użyciu oprogramowania klasy CAD lub pochodzących z procesu inżynierii odwrotnej. Proces ten jest również określany jako kształtowanie przyrostowe (generatywne, addytywne) [2, 3]. Nazwa szybkie prototypowanie jest najczęściej spotykana w przemyśle, jednak nie oddaje w pełni istoty technologii, która nie ogranicza się jedynie do tworzenia prototypów czy wręcz modeli fizycznych. Jest ona również wykorzystywana do tworzenia narzędzi (ang. rapid tooling – zwykle za pomocą procesów odlewania niskotemperaturowego), a nawet gotowych produktów (ang. rapid manufacturing). Szybkie prototypowanie jest technologią stosowaną od niedawna i jako taka podlega ciągłemu rozwojowi.
Nie wszystkie technologie rapid prototyping czy rapid tooling w tym samym stopniu nadają się do wytwarzania pełnowartościowych elementów maszyn. Są wśród nich jednak takie, których intensywny rozwój umożliwił takie zastosowania. Niewątpliwie do tej grupy należą technologie spiekania i przetapiania proszków – SLS/DMLS/SLM [10]. Proszki te są materiałami metalicznymi lub tworzywami sztucznymi, najczęściej poliamidami. Inne technologie – jak drukowanie z termoplastów (FDM/FFF) czy drukowanie z żywic światłoutwardzalnych (SLA, DLP) [10] – zwykle stosuje się do wykonywania mniej wytężonych elementów maszyn (osłony, uchwyty, łączniki, zabezpieczenia, pokrętła itp.).
Technologie generatywne często łączy się z technologiami odlewniczymi – rapid tooling – w przypadku których model odlewniczy powstaje drogą inżynierii odwrotnej i druku 3D, a jego kopie powstają poprzez odlewanie tworzyw sztucznych utwardzanych chemicznie.
Poszczególne technologie w różnym stopniu spełniają też warunek dokładności kształtowo-wymiarowej wytwarzania elementów. W określonych przypadkach łączy się więc technologie generatywne z obróbką ubytkową, aby uzyskać pożądane dokładności.
Wykonanie kopii obiektu istniejącego, gdy brakuje zapisu jego konstrukcji
Sytuacja, w której na podstawie istniejącego nieuszkodzonego obiektu technicznego chcemy wykonać egzemplarz geometrycznie podobny (nieidentyczny – ze względu np. na niemożliwość odtworzenia tolerancji wymiarowych czy kształtowych), raczej nie należy do inżynierskich zadań rutynowych. Natomiast potrzeba taka występuje często wtedy, gdy posiadamy tylko jeden unikalny egzemplarz danego obiektu (często są to np. stemple czy matryce, które pozostały na wyposażeniu linii produkcyjnej po zmianie właściciela) i przewidujemy konieczność wykonania egzemplarzy zastępczych.
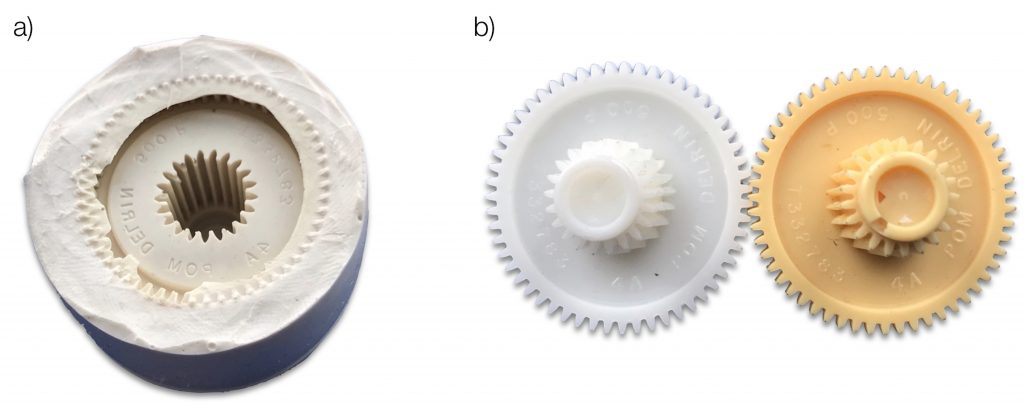
W przypadku gdy obiekty cyfrowo kopiowane nie muszą przenosić dużych obciążeń albo też ich czas pracy jest bardzo ograniczony, można je wytworzyć z tworzyw syntetycznych, stosując druk 3D lub też technologie rapid tooling. Przykład ostatniego rozwiązania jest widoczny na rys. 3, na którym na podstawie istniejącego koła zębatego (kolor żółty, rys. 3b) wykonano jego kopię z użyciem formy elastycznej (silikon Silastic 3481, rys. 3a), a nowe koło zębate powstało z żywicy PU 365. Zaletą takiego postępowania jest otrzymanie dokładnej kopii postaciowej obiektu bez potrzeby wykonywania jego modelu wirtualnego, co w przypadku odtworzenia geometrii wieńca zębatego jest trudne (szczególnie przy zębach o bardzo małym module).
Wykonanie nowego przyrządu do współdziałania z obiektem istniejącym
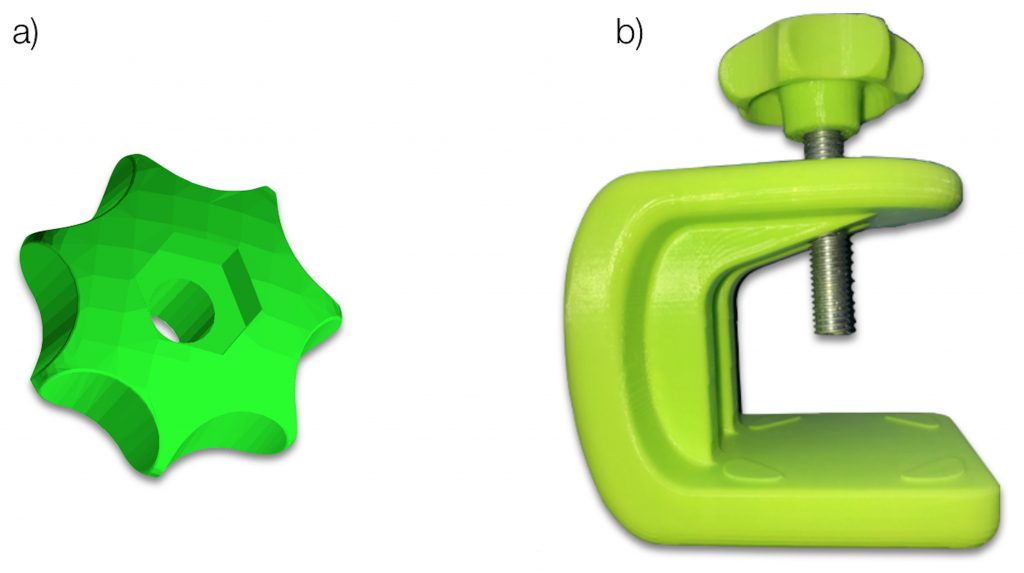
W przypadku gdy istnieje pilna potrzeba wykonania przyrządu dopasowanego do istniejącego układu (w tym przyrządu nietypowego), który przez określony czas musi spełniać swoje zadanie, warto wykonać jego model wirtualny (jeśli jest taka konieczność – z zastosowaniem digitalizacji), a na jego podstawie wytworzyć jego egzemplarz z użyciem druku 3D. Przykładem takiego działania jest wykonanie uchwytu mocującego (rys. 4), gdzie główne elementy korpusu oraz nakrętka (rys. 4a) zostały wydrukowane z tworzywa ABS, natomiast jako element dociskowy zostały zaadaptowane śruba z gwintem metrycznym oraz nakrętka wklejona w gniazdo obudowy (rys. 4b).
Wykonanie zamiennika obiektu częściowo uszkodzonego
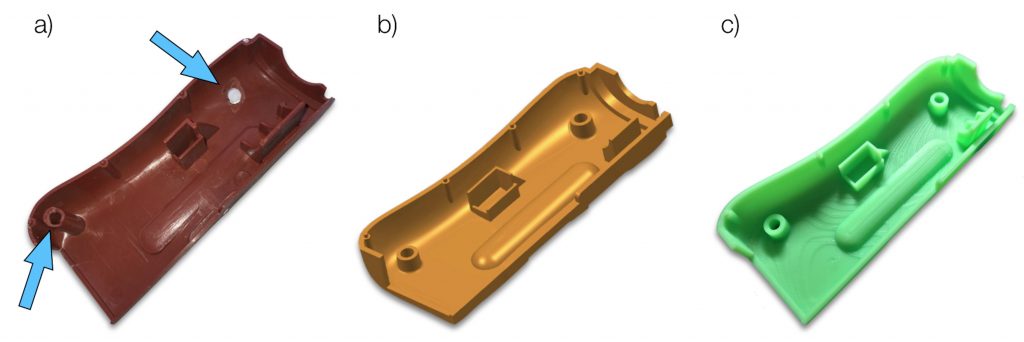
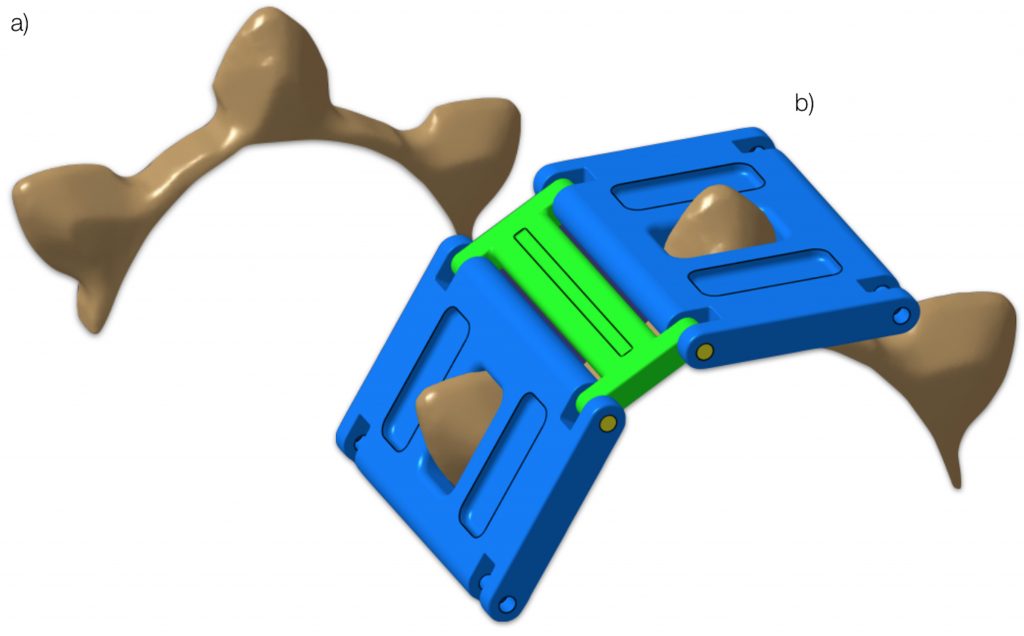
Sytuacja, w której dysponujemy częściowo uszkodzonym obiektem, a przy tym nie istnieje zapis jego konstrukcji, występuje w praktyce dosyć często. Wówczas należy dokonać rekonstrukcji istniejącej postaci obiektu oraz – jeśli stanowił on część większego układu – również fragmentów postaci obiektów z nim oddziałujących. Następnie, stosując ekstrapolację istniejących fragmentów postaci, należy uzupełnić fragmenty postaci obiektu drogą modelowania wirtualnego (na co składają się kolejne etapy modelowania: edycja chmury punktów, transformacja do siatki trójkątów, wykonanie modelu powierzchniowego i modelu bryłowego) [5, 6, 12, 15]. Przykładem wyniku takiego postępowania jest przykład działania, którego wyniki są widoczne na rys. 5. Częściowo uszkodzony uchwyt pistoletowy (wyłamane elementy łącznikowe) (rys. 5a) został zamieniony w formę cyfrową i programowo uzupełniony o brakujące fragmenty łącznikowe (rys. 5b). Model wirtualny posłużył do wytworzenia zamiennika z użyciem druku 3D (użyto technologii FDM, tworzywo filamentu to ABS).
Galeria


Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również







Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Kluczowe spotkanie branży logistycznej – MODERNLOG 2024 już w czerwcu!
Już niebawem Poznań stanie się centralnym miejscem spotkań sektora logistycznego. Podczas 4 dni targów odbędą się pokazy najnowszych rozwiązań technologicznych, prezentacje maszyn i systemów operacyjnych, a także prelekcje i panele dyskusyjne z ekspertami. Kluczowe wydarzenie ...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Elementy hali stalowej – charakterystyka
Hale stalowe są jednymi z najbardziej popularnych obiektów budownictwa przemysłowego. Z tego też powodu elementy konstrukcyjne hali stalowej są bardzo dobrze poznane i opisane w wielu źródłach literaturowych, co pozwala na optymalne wykorzystanie ich nośności.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Eksperci: bez transformacji energetycznej Polska traci 9 mld zł rocznie
Odchodzenie od paliw kopalnych na rzecz odnawialnych i niskoemisyjnych źródeł energii jest konieczne dla wzmocnienia bezpieczeństwa energetycznego i poprawy konkurencyjności. Tak ocenili uczestnicy eksperckiej debaty, która odbyła się w Centrum Prasowym PAP. Wskazali, że każ...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Bezpieczeństwo pracy z laserami czyszczącymi
Na czym polega technologia czyszczenia laserowego i jakie są jej zalety? Co wyróżnia lasery czyszczące spośród innych technologii? Uniwersalność procesu czyszczenia laserowego sprawia, że może być z powodzeniem stosowan...

Spadły ceny produkcji sprzedanej przemysłu. Co z branżą obróbki metali?
Według wstępnych danych w marcu 2024 r. ceny produkcji sprzedanej przemysłu spadły zarówno w stosunku do lutego 2024 r. – o 0,1%, jak i w porównaniu z analogicznym miesiącem poprzedniego roku – o 9,6%.




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















