Inżynieria odwrotna i technologie rapid prototyping w utrzymaniu ruchu
Współcześnie w utrzymaniu ruchu coraz częściej zachodzi możliwość skutecznego stosowania technologii szybkiego prototypowania (ang. rapid prototyping) [1, 2, 10] do wytwarzania zamienników obiektów (w tym obiektów uszkodzonych i wybrakowanych), jak również do wytwarzania nowych elementów stanowiących doposażenie obiektów już istniejących (nakładki, osłony, łączniki, uchwyty, elementy mocujące itp.) lub też do wytwarzania specjalizowanych, nieprodukowanych seryjnie narzędzi.
Potrzeba zastosowania technologii szybkiego prototypowania wynika z różnych powodów: obiekty stosowane w danym procesie wytwórczym zwykle są dostarczane do przedsiębiorstwa bez dokumentacji konstrukcyjnej (brak ich rysunków technicznych lub modeli 3D), często są to obiekty jednostkowe, czasem zostały one pozyskane z innego przedsiębiorstwa, gdzie były wcześniej eksploatowane, czasem brak do nich oryginalnych elementów zamiennych czy innych zamienników, często zachodzi potrzeba dokonania ich nieznacznej modyfikacji, może też zaistnieć potrzeba wykonania unikatowego narzędzia koniecznego do przeprowadzenia nieprzewidzianej naprawy itp.
Pierwotnie celem technologii szybkiego prototypowania było wyłącznie szybkie wykonywanie modeli fizycznych, prototypów funkcjonalnych, technicznych czy wizualnych. Technologie te wyparły w tym zakresie tradycyjne technologie obróbki ubytkowej czy odlewniczej (wysokotemperaturowej), zastępując je technologiami generatywnymi (przyrostowymi, tzw. druk 3D), ale również technologiami odlewniczymi w zakresie niskotemperaturowego odlewania specjalizowanych tworzyw sztucznych utwardzanych chemicznie.
Współcześnie, dzięki szybkiemu rozwijaniu się technologii szybkiego prototypowania, możemy otrzymywać wytwory o cechach (głównie mechanicznych) podobnych lub równorzędnych do obiektów wytwarzanych technologiami tradycyjnymi. Niezależnie od rozpatrywanego rodzaju generatywnej technologii rapid prototyping podstawowym założeniem jej zastosowania jest posiadanie cyfrowego modelu 3D elementu, który ma powstać [2, 3]. To na jego podstawie powstaje docelowy obiekt fizyczny z użyciem stosowanych maszyn (tzw. drukarki 3D, ale nie tylko) [9].
Powstaje zatem główne pytanie: jak otrzymać pożądany model cyfrowy obiektu technicznego. A z tym wiążą się kolejny problem i pytanie: jak otrzymać model 3D obiektu, który jest częściowo albo całkowicie uszkodzony, albo jak wykonać model 3D obiektu, który musi być geometrycznie dopasowany do obiektu istniejącego. Autor artykułu postara się wskazać odpowiedzi na tak postawione pytania.
Inżynieria odwrotna
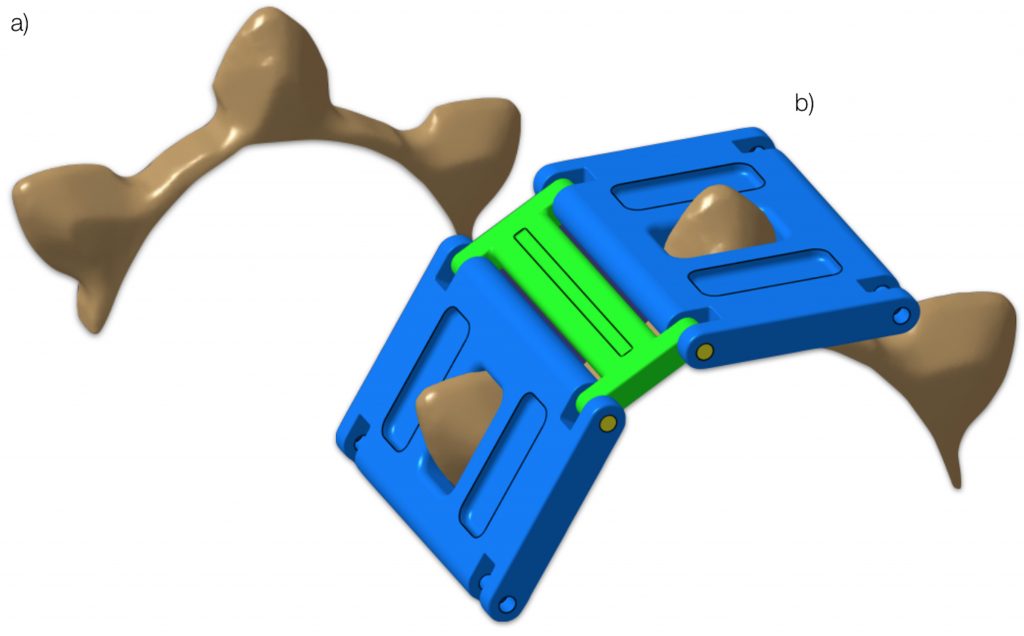
Rozpatrując przypadek, gdy nie istnieje zapis konstrukcji danego elementu (w postaci rysunku technicznego lub modelu wirtualnego 3D), a jedynym nośnikiem informacji o jego postaci geometrycznej jest jego istniejący egzemplarz (kompletny lub uszkodzony albo tylko obiekty z nim współpracujące), realizacja klasycznego procesu wytworzenia pożądanego elementu jest niemożliwa [12, 14].
Wytworzenie nowego egzemplarza pożądanego elementu jest więc zawsze związane z przeprowadzeniem celowego procesu projektowo-konstrukcyjnego [4]. W rozpatrywanej sytuacji realizacja tego procesu w sposób klasyczny jest – ze wspomnianych wcześniej powodów – niemożliwa. Dlatego rozwiązaniem tego problemu jest realizacja procesu projektowo-konstrukcyjnego zgodnie z zasadami tzw. inżynierii odwrotnej (ang. reverse engineering). Charakterystyczną cechą tego procesu jest używanie obiektu fizycznego jako elementu wejściowego do realizacji procesu konstrukcyjno-wytwórczego. W jaki więc sposób należy użyć danego obiektu do uzyskania jego dokładnej i jednoznacznej wersji cyfrowej?
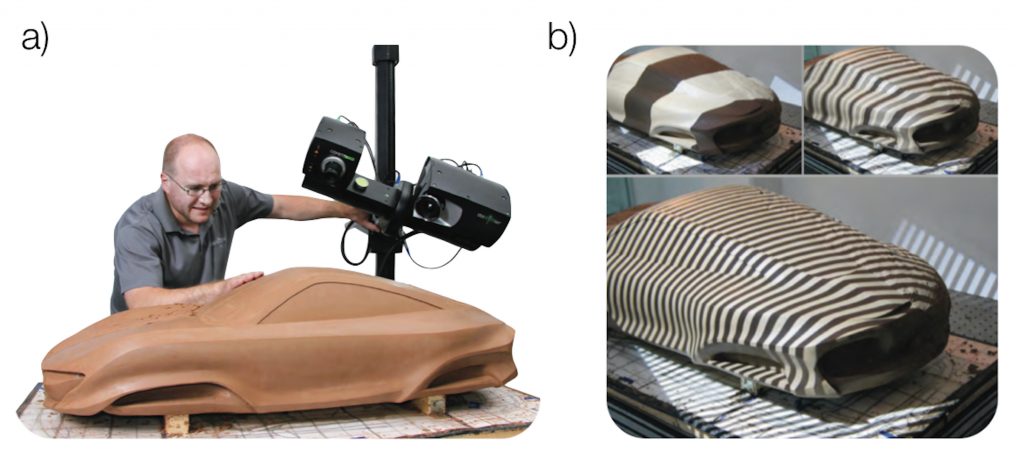
W tym celu konieczne jest dokonanie transformacji obiektu fizycznego na wymaganą przez systemy komputerowe stosowane w inżynierii odwrotnej postać cyfrową. Rozwiązaniem tego zadania jest zastosowanie digitalizacji powierzchni modelu fizycznego. Proces digitalizacji obiektów fizycznych jest realizowany z użyciem specjalnych urządzeń, ogólnie nazywanych digitalizatorami lub też popularnie skanerami 3D, których działanie sterowane jest odpowiednimi programami komputerowymi. Współcześnie na rynku mamy ogromną liczbę różnego rodzaju skanerów 3D, które można klasyfikować według różnych kryteriów [2, 9]. Na rys. 2 pokazano przykład zastosowania skanera bezstykowego, który działa na zasadzie wykorzystania białego światła strukturalnego, emitującego prążki Graya na powierzchni [9, 14].
Galeria


Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również






Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...
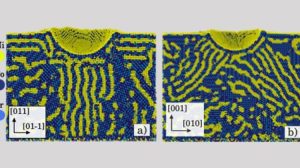

Zaskakujący porządek uciskanych stopów
W stopach niklowo-kobaltowo-chromowych atomy niklu układać się mogą pod wpływem nacisku w regularne wzory - pokazały symulacje międzynarodowego zespołu. Do tej pory sądzono, że takie uporządkowania mogą tworzyć się jedynie pod wpływem obróbki termicznej.
Jak skutecznie weryfikować kontrahentów z branży TSL?
W branży TSL współpraca z nowymi kontrahentami to codzienność. Przewoźnicy nieustannie poszukują nowych zleceń, a spedycje – podwykonawców gotowych je realizować. Kluczem do współpracy jest zaufanie, a jego warunkiem weryfikacja kontrahenta. Skutecznemu sprawdzaniu partnerów...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Elementy hali stalowej – charakterystyka
Hale stalowe są jednymi z najbardziej popularnych obiektów budownictwa przemysłowego. Z tego też powodu elementy konstrukcyjne hali stalowej są bardzo dobrze poznane i opisane w wielu źródłach literaturowych, co pozwala na optymalne wykorzystanie ich nośności.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Szybko rośnie udział odnawialnych źródeł w krajowym miksie energetycznym. Potrzebne przyspieszenie w inwestycjach w sieci przesyłowe
W ubiegłym roku odnawialne źródła energii stanowiły już ponad 40 proc. mocy zainstalowanej w krajowym miksie energetycznym. Odpowiadały za 27 proc. całkowitej produkcji energii. Tym samym Polska pobiła kolejne rekordy, ale w kontekście rozwoju OZE na rodzimym rynku wciąż poz...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Bezpieczeństwo pracy z laserami czyszczącymi
Na czym polega technologia czyszczenia laserowego i jakie są jej zalety? Co wyróżnia lasery czyszczące spośród innych technologii? Uniwersalność procesu czyszczenia laserowego sprawia, że może być z powodzeniem stosowan...

Czy firmy działające w sektorze OZE zmienią rynek magazynowy?
Przedsiębiorstwa z branży odnawialnych źródeł energii ogłaszają kolejne duże inwestycje na północy kraju. Będą potrzebowały ogromnych powierzchni do składowania elementów farm fotowoltaicznych i wiatrowych. To grupa najemców o bardzo specyficznych potrzebach, co być może skłon...




Kalendarium wydarzeń
Relacje

Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcej
EMO 2023 – Mazak Go Green
Podczas targów EMO 2023, które odbyły się 18-23 września br. w Hanowerze, firma Yamazaki Mazak zaprezentowała swoją wizję zaawansowanych rozwiązań technologi...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















