Porównanie technologii obróbki skrawaniem oraz wytwarzania przyrostowego elementów wykonanych z tworzyw sztucznych – cz. II
Nikt dziś nie wyobraża sobie nowoczesnego przemysłu wytwórczego bez obróbki skrawaniem. Technologia druku 3D jest natomiast nadal traktowana jako nowa, niesłusznie. Pomimo wielu mitów addytywne i subtraktywne technologie wytwórcze dziś doskonale współdziałają ze sobą. Często uzupełniają się lub, w określonych warunkach, zastępują.
Warunki eksperymentu – obróbka subtraktywna
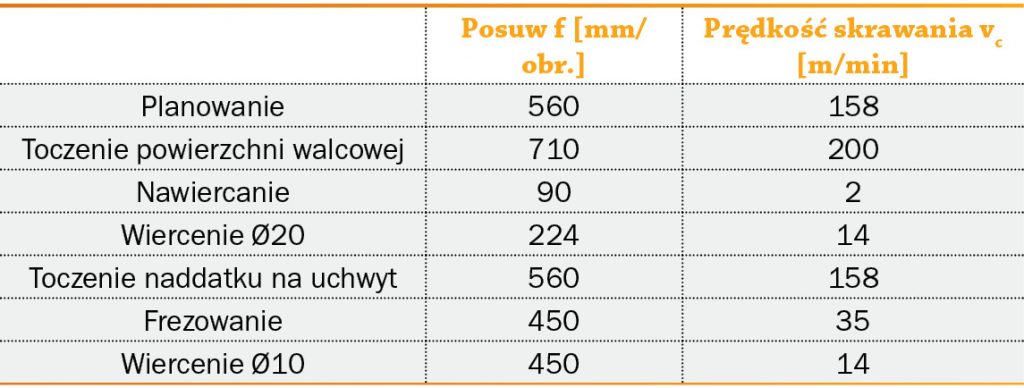
Druga część badań polegała na wykonaniu tego samego elementu w technologii obróbki subtraktywnej. Funkcję półfabrykatu pełnił wał PET o średnicy 90 mm i długości 1000 mm. Tolerancję wymiaru średnicy określono jako + 0,4/+ 2,5. Waga jednego metra takiego półfabrykatu to 9,42 kg. Pierwszą przeprowadzoną operacją było cięcie zapewniające uzyskanie odpowiedniej długości materiału wejściowego. Następnie prowadzono obróbkę w kolejności: toczenie, wiercenie, a na końcu frezowanie i wiercenie otworów w podstawie przedmiotu obrabianego. Do realizacji procesu wykorzystano sześć narzędzi: dwa wiertła węglikowe, dwa noże tokarskie z płytkami z węglików spiekanych, jeden frez trzpieniowy 4-ostrzowy ze stali szybkotnącej i nawiertak. Parametry procesu dla tej części badań przedstawiono w tab. 2.
Trudności
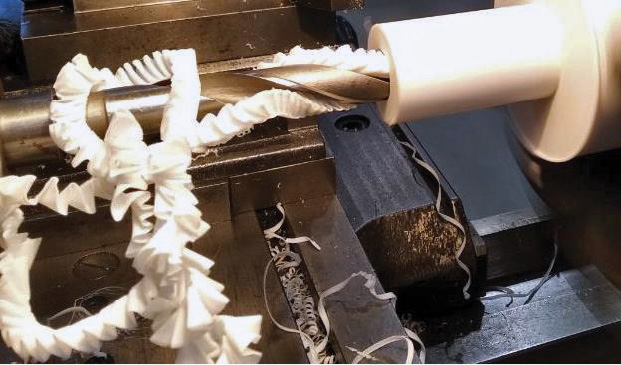
Dla tego etapu wytwarzania pojawiły się problemy przede wszystkim z wiórem. Materiał wybrany w eksperymencie dawał długie, splątane wióry, co pokazano na rys. 7. Problemem był również taki dobór parametrów, aby dodatkowo wiór oraz materiał obrabiany się nie topiły i przypalały.

Analiza eksperymentu: obróbka skrawaniem a druk 3D
Do porównania a także oceny wybranych metod przyjęto kilka kryteriów. Pierwszym kryterium był czas potrzebny do wyprodukowania przedmiotu testowego. Oprócz długości samego procesu produkcyjnego uwzględniono również czas ustawienia maszyn i przygotowania niezbędnego sprzętu. Wyniki pomiaru czasu przedstawiono w tab. 3. Dodatkowo element wykonano również na maszynach konwencjonalnych, obsługiwanych ręcznie przez wykwalifikowaną osobę (takie same parametry i narzędzia jak dla CNC), a całkowity czas wyniósł 53 min 10 s.

Wyniki pomiaru czasu wyraźnie pokazują, że w tym przypadku obróbka skrawaniem jest mniej czasochłonną technologią niż wytwarzanie addytywne. Ewentualna obróbka wykańczająca wydruku 3D, której tu nie stosowano, dodatkowo wydłużyłaby czas całego procesu.
Następnym branym pod uwagę kryterium porównania technologii był koszt wytworzenia jednego elementu. Zawiera informacje takie jak:
- koszt użytego materiału,
- koszt energii,
- koszty dodatkowe.
Koszty
Koszt zakupu jednej szpuli filamentu PETG (na której znajduje się około 1 kg materiału) to ok. 26 €. Wydrukowany element został zważony i na podstawie tych informacji obliczono koszt użytego materiału. Cena za metr bieżący półwyrobu do obróbki subtraktywnej wahała się od 84 do 145 € w zależności od producenta. Biorąc pod uwagę fakt, że zastosowano wałek PET 113 mm, obliczono koszt materiału potrzebnego do wykonania badanego elementu. Wyniki obliczeń przedstawiono w tab. 4.

Do obliczenia kosztu energii elektrycznej potrzebnej maszynom do wyprodukowania badanych elementów przyjęto średni koszt 1 kWh we Wrocławiu, wynoszący 0,22 € (stan na styczeń 2021 r.). Pobór mocy drukarki 3D został zmierzony bezpośrednio za pomocą watomierza. Niestety nie było to jednak możliwe w części dotyczącej obróbki subtraktywnej. Dlatego moc pobieraną przez obrabiarki obliczono na podstawie teoretycznego wzoru. Wzór ten w przybliżeniu określił ilość pobieranej energii elektrycznej. Znając moc pobieraną przez maszyny w ciągu jednej godziny, można obliczyć całkowity koszt energii elektrycznej zużywanej podczas produkcji elementu. Całkowity koszt energii elektrycznej dla druku 3D wyniósł ~ 0,14 €, a dla obróbki skrawaniem 0,44 €.
Koszty zakupów narzędzi
W artykule nie uwzględniono kosztów związanych z zakupem specjalistycznych narzędzi, urządzeń a także maszyn. Całkowity koszt wytworzenia detalu technologią druku 3D wyniósł 3,43 €, zaś z wykorzystaniem obróbki skrawaniem 10,25 €. Obliczone koszty wyprodukowania badanego elementu jednoznacznie wskazują na przewagę technologii druku 3D w tym aspekcie. Nawet przy założeniu, że cena półfabrykatu była najmniejsza z możliwych, całkowity koszt obróbki skrawaniem detalu jest około 3 razy wyższy. W niniejszej pracy nieuwzględnione zostały koszty związane z zakupem specjalnych narzędzi, oprzyrządowania oraz maszyn. Biorąc pod uwagę ceny drukarek 3D oraz obrabiarek, wytwarzanie przyrostowe wypada pod tym względem o wiele korzystniej.
Badania porównawcze
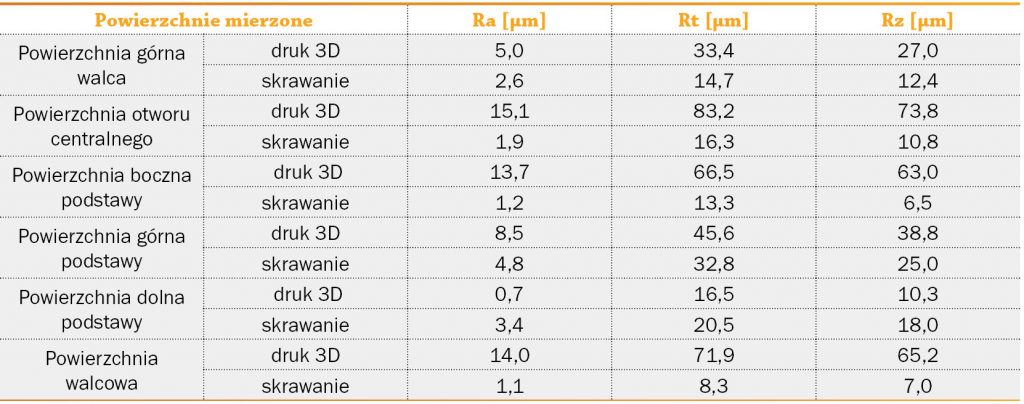
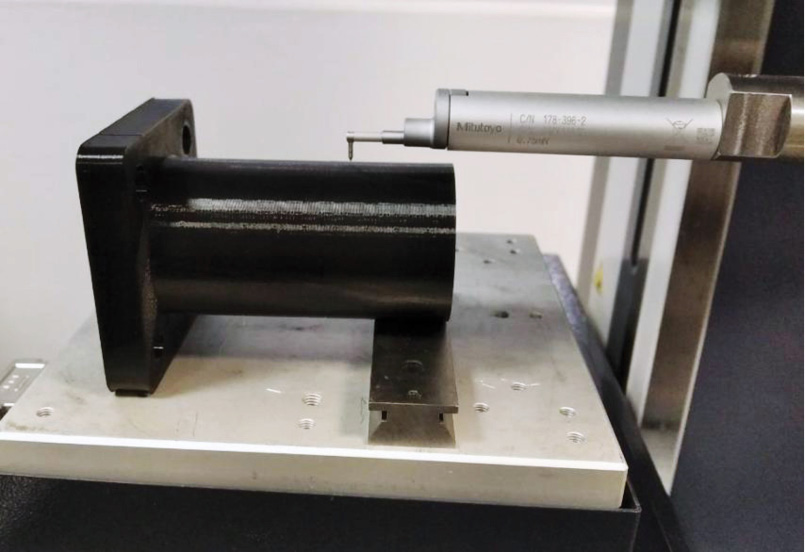
Porównanie chropowatości powierzchni badanych elementów (tab. 5) odbyło się zgodnie z zaleceniami zawartymi w normie PN-ISO 4288:1998 na stanowisku Mitutoyo Surftest SV-3200 (rys. 8).
Na rys. 9 przedstawiono porównanie jakości powierzchni uzyskanych dwoma technologiami.
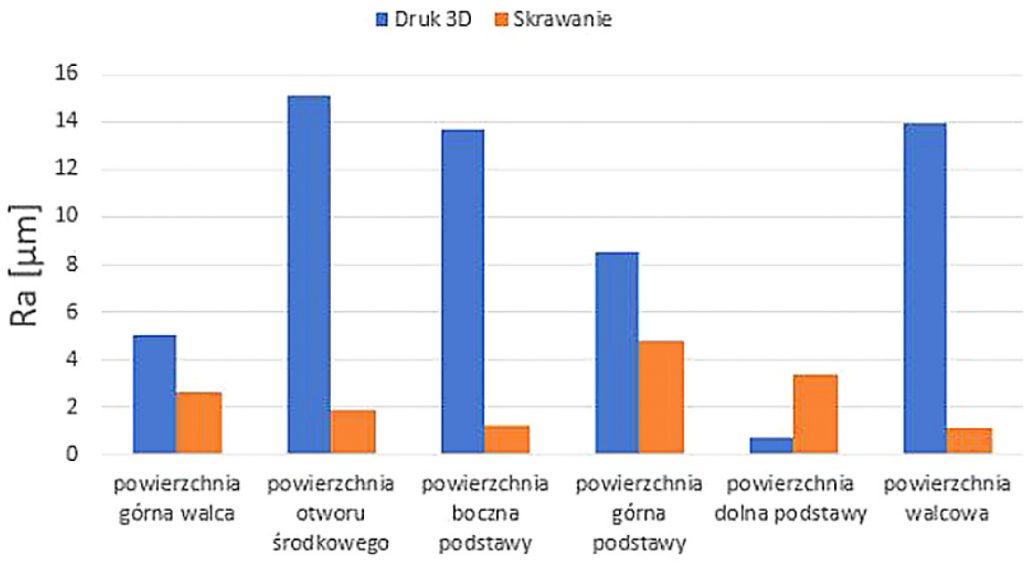
Chropowatość powierzchni oraz jakość
Jakość i chropowatość powierzchni to najszerzej i najczęściej opisywany aspekt badań nad drukiem 3D. W pracach [15, 26-28] dokonano przeglądu i opisu wielu aspektów i testów. Autorzy opisali podobne problemy z jakością powierzchni, jakie napotkano przy tworzeniu tego artykułu. Doświadczenie w pracy z wybranym materiałem uchroniło autorów przed problemami takimi jak zerwanie drutu i zapychanie się dyszy, przepalenia, niedokładność kształtu, słabe połączenie warstw [26, 28]. W celu wizualnego porównania wybranych powierzchni wykonano również zdjęcia mikroskopowe (rys. 10).
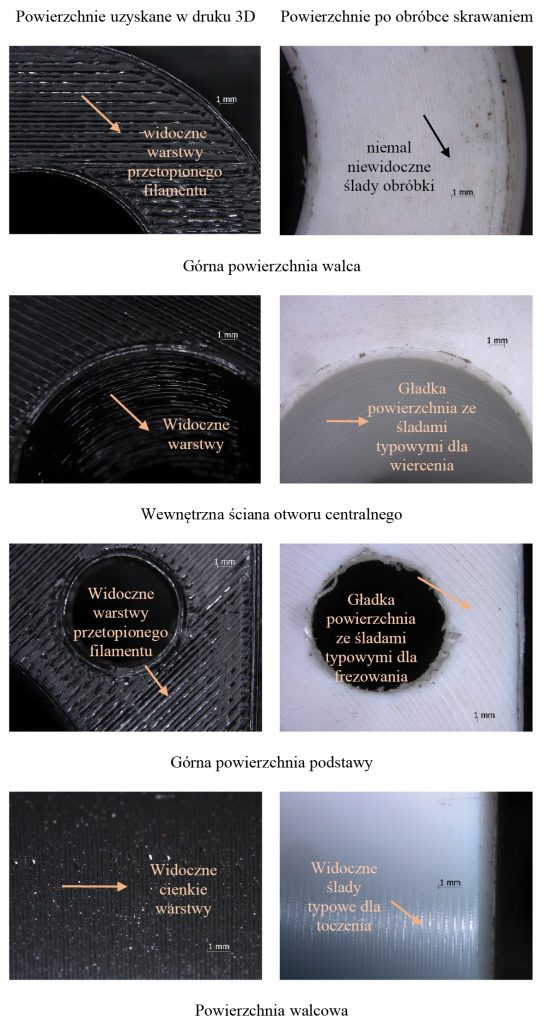
Jak widać na zdjęciach mikroskopowych jakość powierzchni drukowanego elementu nie jest zadowalająca. Obserwacja struktury powierzchni detalu pokazuje wyraźne granice pomiędzy warstwami. Może to oznaczać, że materiał nakładanych warstw nie przenikał się całkowicie, co nie pozwoliło na stworzenie jednolitej struktury. Wynikać to może z niedokładności posuwu urządzenia drukującego, jakości filamentu, warunków temperaturowych. Ten sam problem został też szeroko opisany w [28].
Galeria



Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy!
- Nie ominą Cię najciekawsze newsy z branży przemysłowej
- Przeczytasz bezpłatnie artykuły z czasopism: „STAL. Metale & Nowe Technologie”, „Utrzymanie Ruchu”, „Nowoczesne Hale”, „Fastener”
- Będziesz wiedział, na jakich wydarzeniach spotka się nasza branża
- Dowiesz się wcześniej o premierach wydawniczych i najlepszych promocjach
- Wyślemy Ci kody, dzięki którym nasze czasopisma i książki kupisz taniej
Mogą zainteresować Cię również






Przemysł maszynowy może zwiększyć produktywność nawet o połowę dzięki innowacjom i sztucznej inteligencji
Producenci maszyn i urządzeń mogą zwiększyć produktywność o 30-50 proc. Ułatwia to sztuczna inteligencja, narzędzia cyfrowe i wdrażanie rozwiązań wspierających gospodarkę obiegu zamkniętego i redukcję odpadów. Tak wynika wynika z najnowszego raportu firmy doradczej Bain &...

Automatyka zabezpieczająca w instalacjach energetycznych
Z artykułu dowiesz się: jak prawo charakteryzuje konieczne elementy bezpieczeństwa instalacji energetycznej,kto ponosi odpowiedzialność za bezpieczeństwo takiej instalacji,z czym wiąże się scalenie urządzeń ciśnieniowych na ...

Nity plastikowe i nity metalowe – które wybrać i dlaczego?
Proces nitowania pozwala na stałe łączenie poszczególnych elementów konstrukcyjnych. Same nity są spoiwem o doskonałym zacisku. Poznaj właściwości nitów plastikowych oraz metalowych, aby wybrać odpowiednie do konkretnego łączenia. D...


Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. Politechnika Krakowska zyskała nowoczesne laboratorium, które umożliwia bard...

Kluczowe spotkanie branży logistycznej – MODERNLOG 2024 już w czerwcu!
Już niebawem Poznań stanie się centralnym miejscem spotkań sektora logistycznego. Podczas 4 dni targów odbędą się pokazy najnowszych rozwiązań technologicznych, prezentacje maszyn i systemów operacyjnych, a także prelekcje i panele dyskusyjne z ekspertami. Kluczowe wydarzenie ...

Co trzeci przetwórca tworzyw sztucznych inwestuje w park maszyn i urządzeń
Polskie przedsiębiorstwa przetwarzające tworzywa sztuczne zwiększyły swoją zdolność do konkurowania. Świadczy o tym wzrost sub-indeksu MiU dla tej branży o 6,15 pkt. Jest to efekt m.in. zwiększenia nakładów na modernizację parku maszyn i urządzeń (MiU) oraz automatyzację pro...

Wybrane maszyny i urządzenia stosowane w procesach gięcia
W niniejszym artykule dokonano przeglądu maszyn i urządzeń wykorzystywanych w procesach gięcia rur, profili, drutu oraz sprężyn. Przedstawiono charakterystykę giętarek wybranych producentów dostępnych na rynku polskim. Urządzenia podzielono na: giętarki trzpieniowe, giętarki b...

Metody łamania wiórów w obróbce skrawaniem – cz. II
Z artykułu dowiesz się: jakie są sposoby łamania wiórów;od czego zależy wybór metody łamania;jakie są wady i zalety poszczególnych metod. Dobór odpowiedniej metody łamania...

Hakerzy z kolejnymi sposobami na atakowanie
Atakujący próbują wykraść cenne dane, takie jak szczegóły płatności od organizacji i klientów, ale także dane wizualne uzyskane na przykład z kamer. W tym sektorze odnotowuje się dwa razy więcej pobrań złośliwego oprogramowania z...

Elementy hali stalowej – charakterystyka
Hale stalowe są jednymi z najbardziej popularnych obiektów budownictwa przemysłowego. Z tego też powodu elementy konstrukcyjne hali stalowej są bardzo dobrze poznane i opisane w wielu źródłach literaturowych, co pozwala na optymalne wykorzystanie ich nośności.

Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Z artykułu dowiesz się: jakie są wady i zalety technologii cięcia laserowego;od czego zależą właściwości materiału po cięciu;jakie badania przeprowadzono. Proces wytwarzan...

Analiza procesu spawania plazmowego – cz. I
Z artykułu dowiesz się: jaki jest wpływ parametrów spawania na jakość złączy;gdzie stosuje się technologię spawania plazmowego PTA;jak zachodzące w łuku plazmowym zjawiska wpływają na proces cięcia.

Szybko rośnie udział odnawialnych źródeł w krajowym miksie energetycznym. Potrzebne przyspieszenie w inwestycjach w sieci przesyłowe
W ubiegłym roku odnawialne źródła energii stanowiły już ponad 40 proc. mocy zainstalowanej w krajowym miksie energetycznym. Odpowiadały za 27 proc. całkowitej produkcji energii. Tym samym Polska pobiła kolejne rekordy, ale w kontekście rozwoju OZE na rodzimym rynku wciąż poz...
Logo na elewacji – zmora Kierownika Budowy i GW
W branży budowlanej, zwłaszcza w przypadku budynków przemysłowych, takich jak hale i obiekty wielkopowierzchniowe oznakowania są tak samo istotne jak pozostałe elementy wyposażenia. Jednak, gdy nadchodzi moment umieszczenia logo na ...


Bezpieczeństwo pracy z laserami czyszczącymi
Na czym polega technologia czyszczenia laserowego i jakie są jej zalety? Co wyróżnia lasery czyszczące spośród innych technologii? Uniwersalność procesu czyszczenia laserowego sprawia, że może być z powodzeniem stosowan...

Spadły ceny produkcji sprzedanej przemysłu. Co z branżą obróbki metali?
Według wstępnych danych w marcu 2024 r. ceny produkcji sprzedanej przemysłu spadły zarówno w stosunku do lutego 2024 r. – o 0,1%, jak i w porównaniu z analogicznym miesiącem poprzedniego roku – o 9,6%.




Kalendarium wydarzeń
Relacje

Politechnika Krakowska ma nowe laboratorium
25 kwietnia na Wydziale Mechanicznym Politechniki Krakowskiej odbyło się uroczyste otwarcie Laboratorium Ultraprecyzyjnych Pomiarów Współrzędnościowych. &...
Sprawdź więcej
Seminarium Obróbki Laserowej 22 marca 2024
22 marca 2024, podczas targów STOM, odbyło się Seminarium Obróbki Laserowej, organizowane przez Politechnikę Świętokrzyską. Zapraszamy do zapoznania się z fo...
Sprawdź więcej
Konferencja „Stal, Metale, Nowe Technologie”
20 marca, drugiego dnia targów STOM, odbyła się konferencja „Stal, Metale, Nowe Technologie”, której organizatorem była redakcja portalu dlaprodukcji.pl i dw...
Sprawdź więcej
„Hutnictwo żelaza i stali w Polsce. Wyzwania i szanse dla szarej i zielonej stali”
23 listopada w Centrum Informacji Naukowej i Bibliotece Akademickiej w Katowicach odbyła się konferencja „Hutnictwo żelaza i stali w Polsce. Wyzwania i szans...
Sprawdź więcejKatalog produktów

Dołącz do newslettera!
Co tydzień otrzymasz od nas porządną dawkę wiedzy o branży przemysłowej!





















