
Pasy napędowe w układach napędowych maszyn roboczych
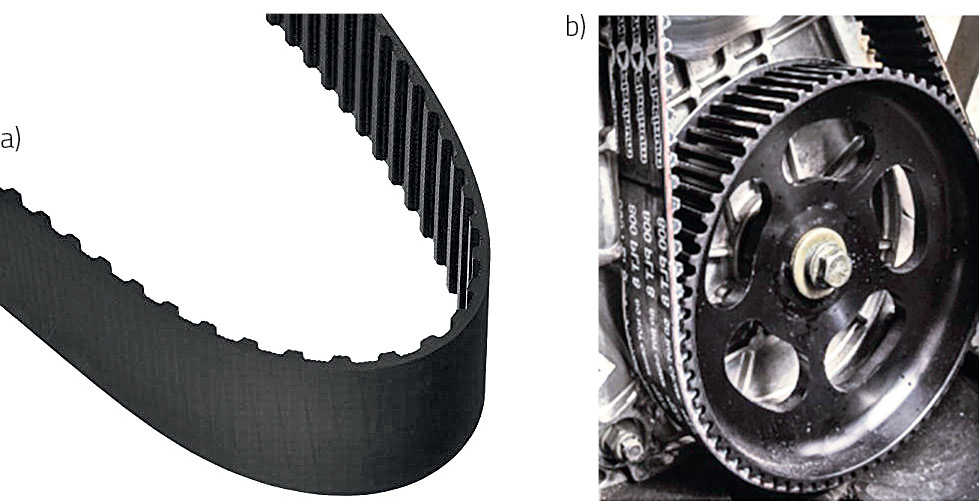
Pasy zębate nie wymagają bardzo dużego napięcia wstępnego, co nie obciąża w dużym stopniu wałów i łożysk, jak w przypadku innych pasów. W celu zwiększenia możliwości przenoszenia mocy zwiększa się kąt opasania mniejszego koła, stosując dodatkowe rolki napinające.
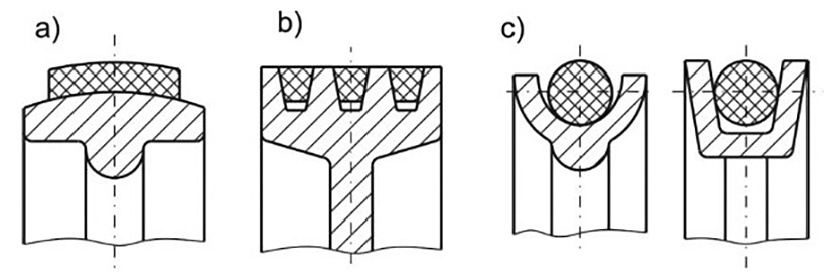
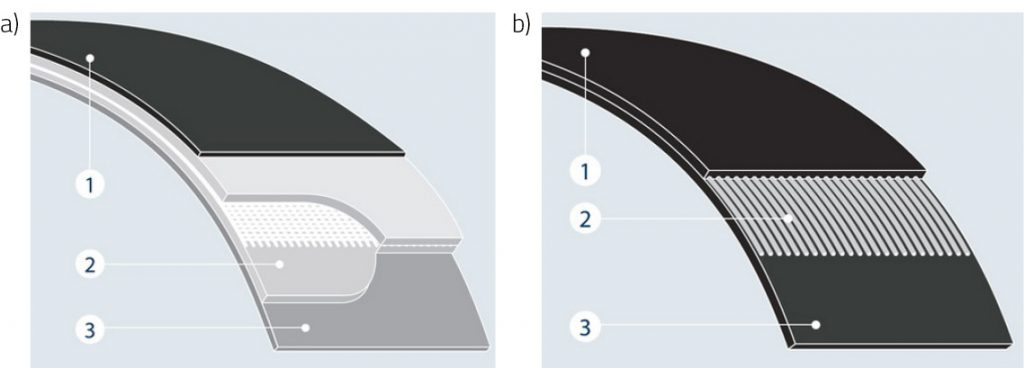
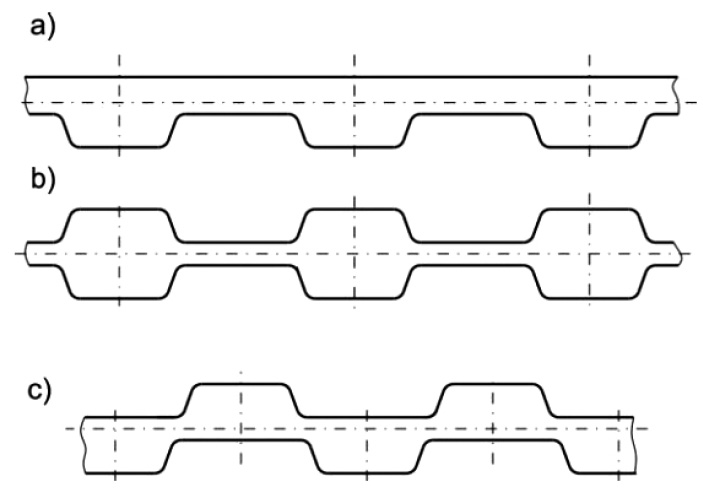
Pasy zębate wykonuje się z wysokiej jakości zwiniętych śrubowo włókien nośnych o dużej wytrzymałości zmęczeniowej, głównie szklanych, stalowych, a także aramidowych. Profile występów pasów zębatych wykonuje się z wysokogatunkowych mieszanek kauczuku polichloroprenowego, które następnie wulkanizuje się razem z grzbietem w jedną warstwę nośną. Najczęściej spotyka się następujące profile występów: trapezowych, okrągłych, podwójny i ewolwentowy. Pasów o zarysie trapezowym używa się w silnikach spalinowych. Podobnie pasów o zarysie półokrągłym, z tą różnicą, że ze względu na większą objętość zęba i większą odporność na przeciążenia, służą one do napędu układów rozrządu silników spalinowych. Poza tym charakteryzują się bardziej równomierną pracą.
Przekładnie zębate powszechnie stosuje się do przekazywania mocy napędów głównych, pomocniczych, regulacyjnych, a także sterowniczych. Wykorzystuje się je w napędach rozrządu silników spalinowych samochodów osobowych. Stosuje się tam zęby trapezowe o większej wysokości i objętości niż w tradycyjnych pasach zębatych. Pasy zębate stosuje się także w silnikach wysokoobrotowych trakcyjnych i stacjonarnych. Oprócz motoryzacji stosuje się je często w budowie maszyn, zwłaszcza włókienniczych, budowlanych i drukarskich. Służą do napędu pomp, sprężarek i podzespołów obrabiarek. Ponadto pasy te wykorzystuje się we współczesnych maszynach biurowych, np. drukarkach, sprzęcie AGD lub napędach urządzeń precyzyjnych.
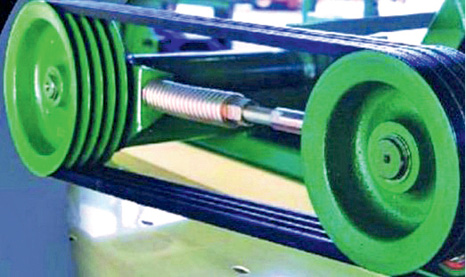
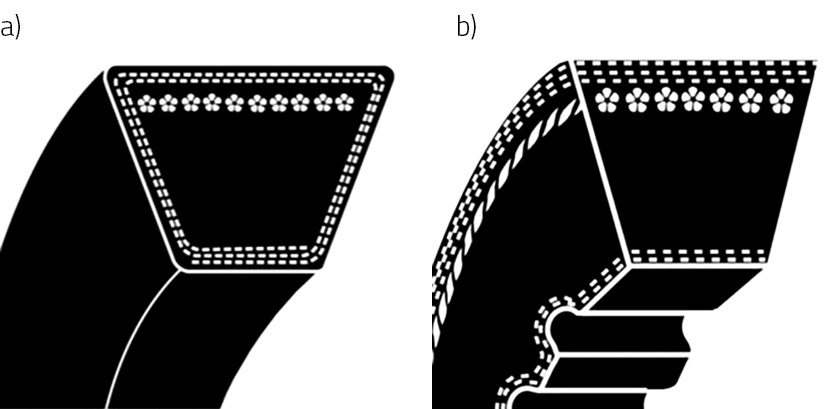
Pasy obustronnie klinowe
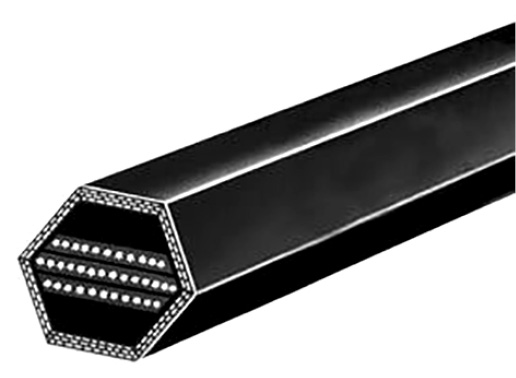
Pasy klinowe obustronnie posiadają postać dwóch pasów klinowych złączonych ze sobą zewnętrznymi powierzchniami (rys. 15).
Pasy tego typu posiadają także wzmocnienie w środkowej części. Ich zaletą jest przenoszenie napędu na kilka wałów równocześnie bez względu na kierunek ich obrotów. Szerokość podziałowa pasów obustronnie klinowych odpowiada szerokości klasycznych pasów klinowych. Stąd możliwe jest więc stosowanie znormalizowanych kół pasowych.
Pasy okrągłe
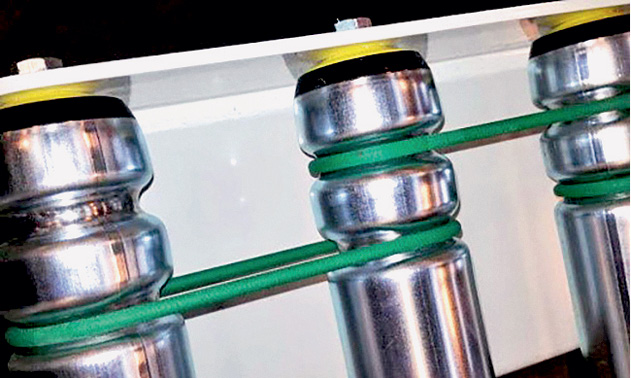
Służą one do przenoszenia niewielkich mocy z wysokimi prędkościami obrotowymi (rys 16).
Wykonywane się z jednorodnych mieszanek gumowych lub z tworzyw sztucznych odpornych na ścieranie i starzenie. Jeżeli przekładnia posiada wiele wałów obracających się w przeciwnych kierunkach, także w układzie przestrzennym, to stosuje się pas okrągły wzmocniony włóknami nośnymi. Pasy okrągłe wykonywane są o średnicach d = 3÷10 mm. Koła pasowe posiadają bieżnie półokrągłe o tym samym promieniu w przekroju co cięgno pasa. Zaleca się konstruować średnice kół pasowych tak, aby stosunek średnic koła do pasa wynosił D/d>30 [5].
Podsumowanie
Obecnie producenci pasów napędowych inwestują w rozwój pasów poprzez szereg badań nad nowymi materiałami. Spowodowane jest to oczekiwaniami producentów maszyn i zakładów produkcyjnych. Jest to podyktowane także szerokimi zaletami przekładni pasowych takimi jak: płynność ruchu i cichobieżność, zdolność łagodzenia gwałtownych zmian momentu dynamicznego i tłumienia drgań skrętnych kół pasowych, prosta konstrukcja, duża swoboda w rozstawie osi kół pasowych, możliwość transmisji mocy na znacznym dystansie i przy różnym ustawieniu osi współpracujących wałów. Pasy napędowe produkuje się w dużej różnorodności konstrukcyjnej, a kolejne ich generacje mają coraz nowocześniejszą budowę i są coraz wytrzymalsze. Spełniają również wygórowane wymagania, które dyktuje rozwój maszyn przemysłowych.
Piśmiennictwo
- Dietrich M.: Podstawy konstrukcji maszyn. t.1-3, WNT, Warszawa, 1995, 1999.
- Osiński Z.: Podstawy konstrukcji maszyn. PWN, Warszawa, 2003.
- Markowski T., Mijał M., Rejman E.: Podstawy konstrukcji maszyn. Napędy mechaniczne. Wyd. Politechniki Rzeszowskiej. Rzeszów, 2003.
- Domek G., Krawiec P.: Przekładnie cięgnowe z pasami klinowymi, Wyd. Politechniki Poznańskiej. Poznań.
- Dudziak M.: Przekładnie cięgnowe. PWN Warszawa, 1997.
- https://www.motioncontroltips.com.
- http://www.differencebox.com.
- https://www.enitra.pl.
- https://www.forbo.com.
- http://www.kaioubelt.com.
- https://www.globalindustrial.com.
Może Cię również zainteresować >>
Galeria


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































