
Pasy napędowe w układach napędowych maszyn roboczych
Układy pasów w przekładni pasowej przenoszą więc obciążenie w następujący sposób:
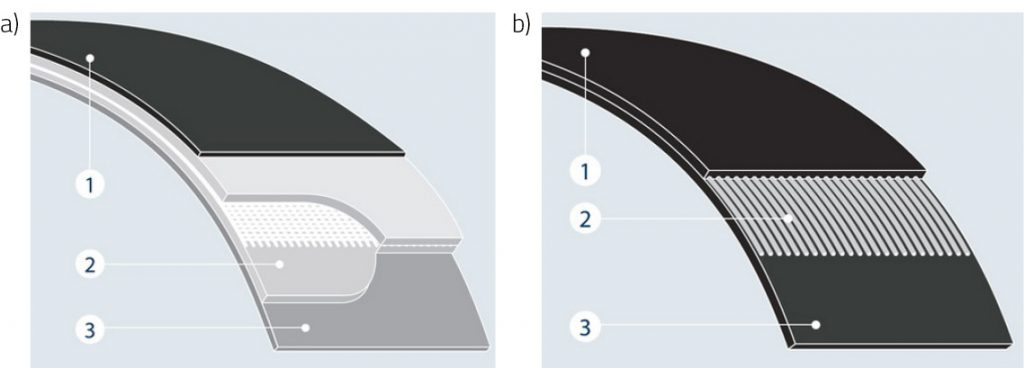
- cierny – siłami tarcia między pasem napędowym a kołem pasowym, w wyniku siły napięcia,
- kształtowy – przy pomocy równomiernie umieszczonych powtarzalnych kształtów po wewnętrznej stronie obwodu pasa, kształtów współpracujących z zagłębieniami na kole pasowym.
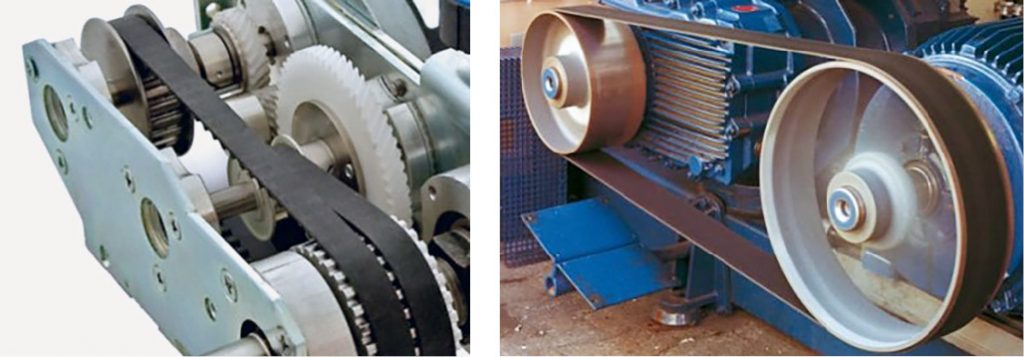
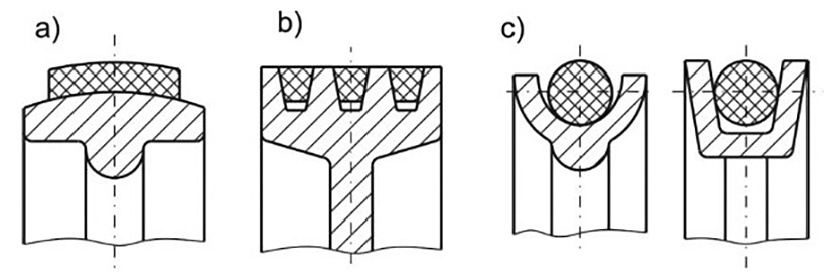
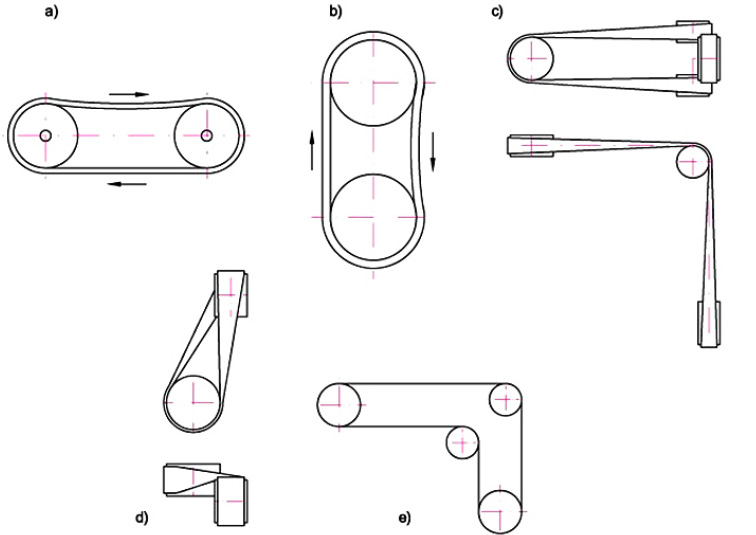
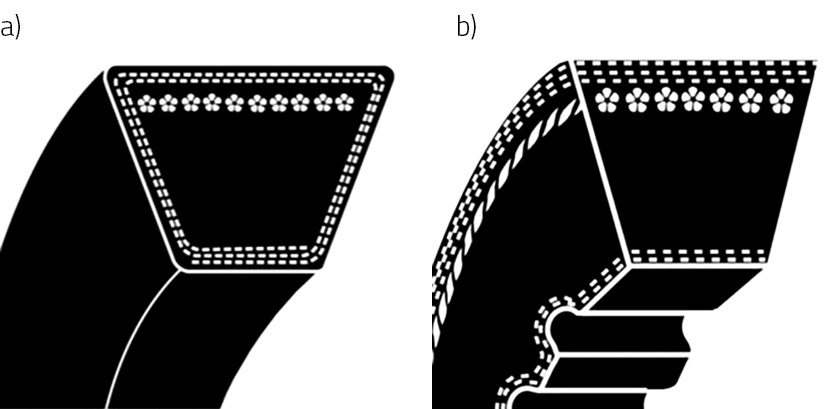
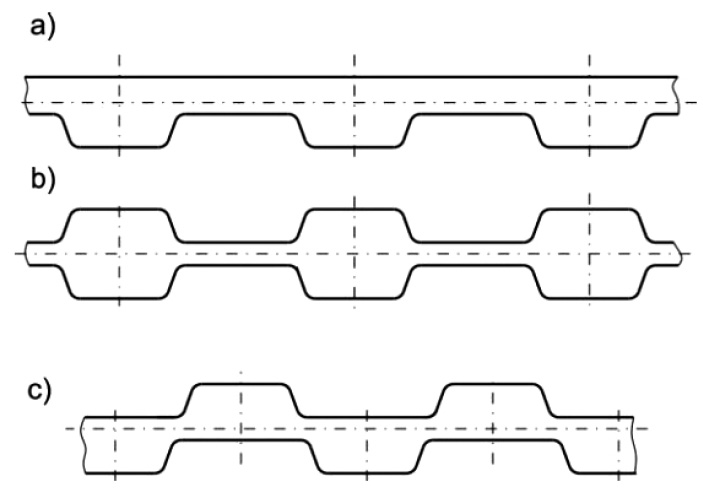
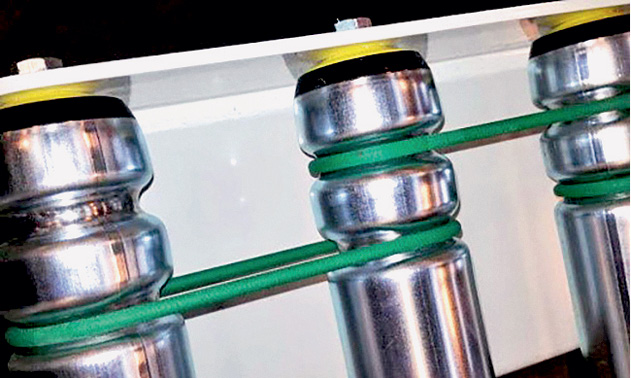
W aplikacjach przemysłowych przekładnie pasowe pracują przy prędkościach przewijania pasa osiągających poziom prędkości od 50 do 120 m/s, przy mocy dochodzących do 50 kW i wyższych. W przekładniach pasowych o większych mocach stosuje się zasadniczo pasy napędowe o konstrukcji płaskiej lub klinowej. Natomiast w przekładniach pasowych o małej mocy (w napędach rolek maszyn magazynowych) stosuje się pasy okrągłe. Układy napędowe z pasami płaskimi i okrągłymi wykorzystuje się jako pojedyncze (rys. 3a-c), natomiast pasy klinowe najczęściej jako zespołowe lub jako połączenie równoległe pasów pojedynczych (rys. 4).
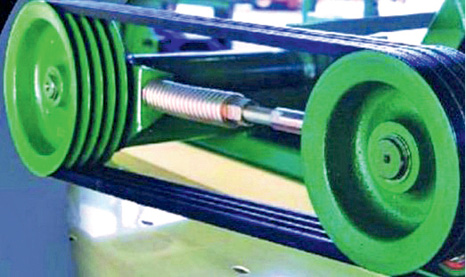
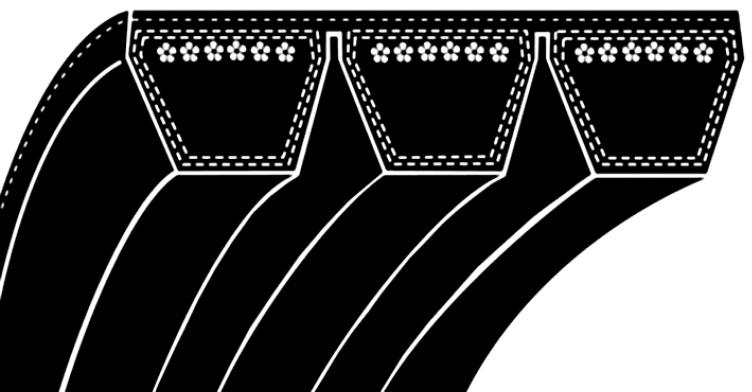
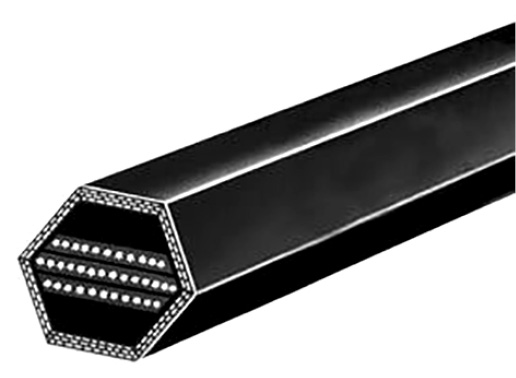
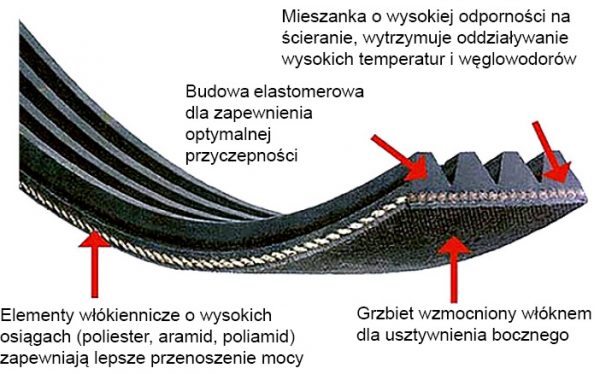
Przy dużej liczbie równolegle pracujących pasów klinowych występują ograniczenia w równomiernym ich obciążeniu siłami rozciągającymi, dlatego stosuje się bardzo często w takich układach pasy klinowe zespolone w postaci pasów rowkowanych typu „Poly” (rys. 5).
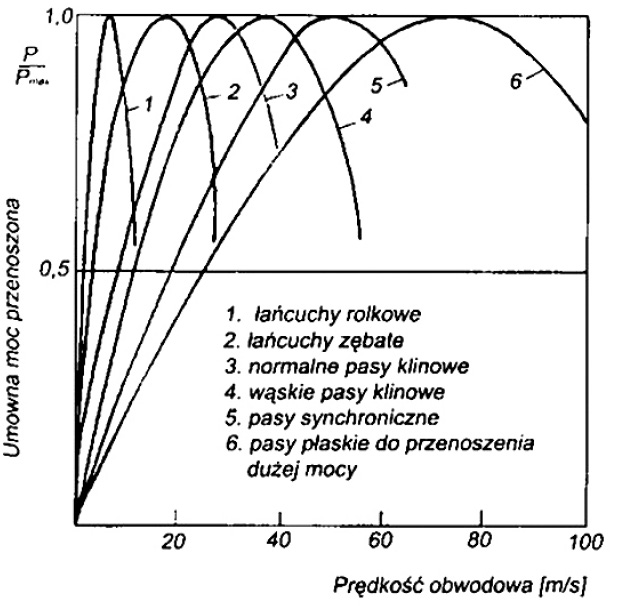
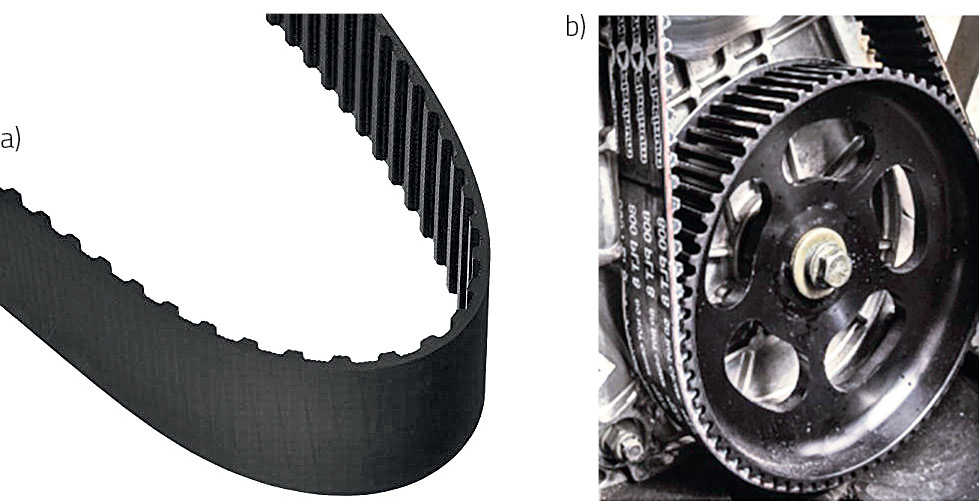
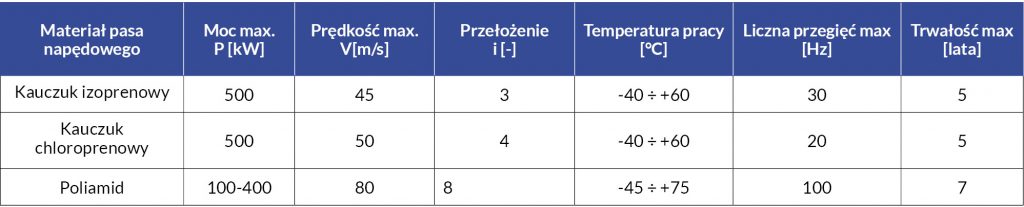
Przekładnie z pasami rowkowanymi stosuje się przy prędkościach biegu pasa do 50 m/s i przełożeniach do i = 20 przy mocy do P = 100 kW. Na rys. 6 przedstawiono porównanie prędkości obwodowych różnych napędów cięgnowych dla jednakowych, unormowanych mocy (rys. 6).
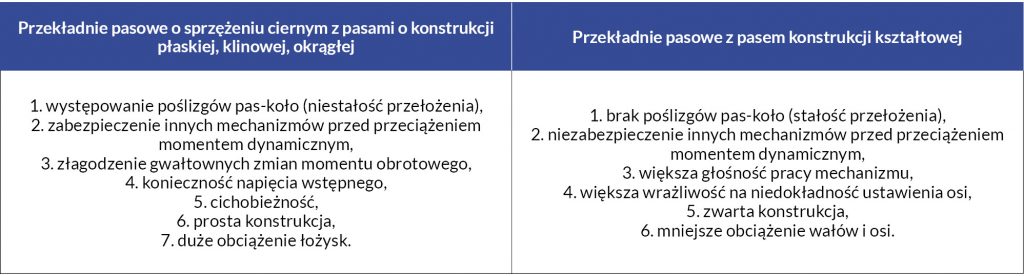
Przekazanie strumienia mocy z wykorzystaniem sprzężenia ciernego lub kształtowego w napędach cięgnowych w znacznym stopniu determinuje pożądane lub niepożądane własności i właściwości napędu. W tab. 1 zestawiono cechy napędów cięgnowych o sprzężeniu ciernym i kształtowym.
Podstawowy dobór pasów napędowych
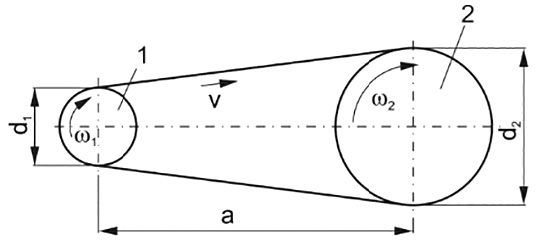
Przekładnie pasowe umożliwiają przenoszenie momentu obrotowego między wałami rozmieszczonymi względem siebie na znacznej odległości (rys. 7 wymiar a). Długość ta bardzo często jest większa niż suma długości średnic obydwu kół pasowych i osiąga niekiedy kilka metrów. Możliwa jest także praca przekładni w poziomie i pionie (rys. 8). Osie wałów mogą być położone równolegle lub prostopadle względem siebie, a także mogą być zwichrowane (rys. 8) [4].
Przekładnie pasowe przenoszą ruch obrotowy w tym samym kierunku lub dzięki skrzyżowaniu pasa, w przeciwną stronę. Możliwe jest także napędzanie wałów o osiach ustawionych prostopadle względem siebie albo kilku wałów położonych równolegle (rys. 8).
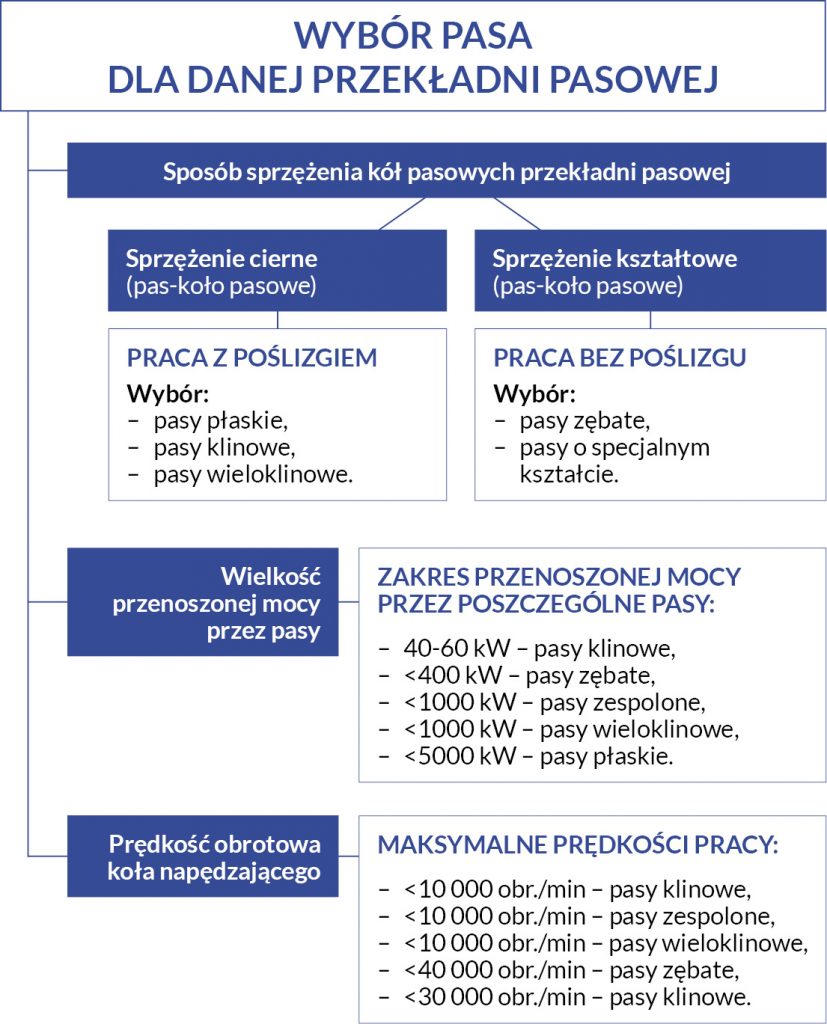
Doboru praktycznego pasów do danej przekładni pasowej dokonuje się, uwzględniając możliwości eksploatacyjne danego pasa napędowego. Na początku określa się sposób przenoszenia momentu obrotowego. Następnie określa się wielkość przenoszonego przez przekładnię obciążenia, na podstawie zainstalowanej mocy lub momentu obrotowego. Następnie określa się pozostałe parametry eksploatacyjne, jak prędkość przewijania pasa (przeginanie) oraz przełożenie przekładni (rys. 9) [3-5].
Galeria


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































