
Cięcie w asyście sprężonego powietrza – to się zdecydowanie opłaca! W ciągu godziny można zaoszczędzić nawet 650 zł*
Jak wiemy, gazy wspomagające cięcie są koniecznością dla uzupełnienia procesu egzotermicznego, a tym samym efektywniejszego przenoszenia ciepła niż sama wiązka laserowa. Zarówno ich cena, jak i zużycie są wysokie – koszt azotu potrafi stanowić nawet 90% całkowitych kosztów operacyjnych cięcia. Ciągle rosnące ceny skłaniają do szukania rozwiązań obniżających wydatki eksploatacyjne.
Popularne i wykorzystywane gazy wspomagające
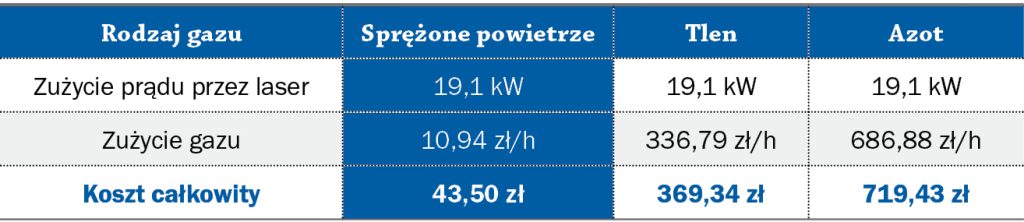
Najbardziej popularne wykorzystywane gazy wspomagające to tlen oraz azot. Tańszą, znaną, ale jeszcze mało popularną alternatywą, jest cięcie z asystą sprężonego powietrza, które składa się w większości właśnie głównie z tlenu i azotu. Jego pozyskanie jest tańsze i pozwala zmniejszyć nawet 16-krotnie koszty cięcia (patrz tabela z kalkulacją poniżej). Jego dodatkową zaletą jest również większa przepustowość i szybsze cięcie (stal nierdzewna o nawet 22%*), a tym samym wymiernie podnosi wydajność.
W połączeniu z technologią laserową, sprężone powietrze spełnia kilka ważnych funkcji podczas procesu cięcia laserowego:
- ukierunkowany przepływ powietrza usuwa nadtapiany materiał ze szczeliny cięcia,
- przepływ sprężonego powietrza chłodzi strefę cięcia,
- chroni elementy optyki przed zabrudzeniem,
- zapobiega zapłonowi gazów powstałych przy cięciu.
Powyższe efekty zapewniają wysokiej jakości wyniki cięcia i wpływają także na:
- czyste powierzchnie materiałów,
- spód materiału jest wolny od osadów z dymu,
- mniej oznak utleniania,
- mniejsze szerokości cięcia,
- jednolite krawędzie cięcia.
Koszt całkowity cięcia laserowego ze wsparciem powietrza jest ośmiokrotnie niższy od kosztów cięcia z użyciem tlenu i aż szesnastokrotnie niższy w przypadku cięcia z użyciem azotu.
* Podane wartości są orientacyjne, a wyliczenia zostały przybliżone i uwzględniają ceny z października 2022 r. w województwie opolskim.
Efekty cięcia powietrzem
Powietrze jest generalnie stosowane przy cięciu cienkich blach. Jednak z powodzeniem może ciąć też grubszą stal nierdzewną, gdzie elementy (ich krawędzie) zostają poddane dalszej obróbce. Krawędź cięcia jest co najmniej porównywalna z częściami ciętymi tlenem lub azotem. Jakość krawędzi po cięciu w osłonie powietrza jest więcej niż zadowalająca dla większości powłok proszkowych. Eliminuje też potrzebę dodatkowych operacji czyszczenia (brak tlenków).
Czytaj też >> Gazy osłonowe do spawania tytanu, cyrkonu i ich stopów
Jaką sprężarkę kupić?
Wydajną, śrubową i o dużej pojemności (min. 500 l). Przede wszystkim powinna generować odpowiednio wysokie ciśnienie oraz zapewniać dużą czystość powietrza. Wymagania te spełnia na przykład sprężarka Weni Solution model: AC-20HP-500 16 bar. Jakość potwierdzona serią norm DIN ISO 8573.1, dostępna „od ręki” na magazynie w Polsce z możliwością prezentacji; sprzedawana na preferencyjnych warunkach ze spłatą nawet za 3 miesiące – więcej pod kontaktem z biurem handlowym:
tel. 77 433 71 30.

Podsumowując: czy opłaca się ciąć powietrzem?
Metoda ta to skuteczna i oszczędna alternatywa. Koszty 1 godziny pracy lasera światłowodowego przy zastosowaniu sprężonego powietrza są 80% niższe* niż przy zastosowaniu azotu. Koszty poniesione na zakup odpowiedniej sprężarki powinny się zwrócić nawet po kilku miesiącach. Dziś, kiedy zakłady produkcyjne analizują każdy koszt i wszystkie obszary operacji, aby je obniżyć i podnieść wydajność, może się okazać, że powietrze może zapewnić wymierne zmniejszenie kosztów oraz podniesienie wydajności.
www.weni.eu
Galeria




Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































