
Zastosowanie termografii aktywnej do badań nieniszczących stalowych paneli typu sandwich spawanych laserowo
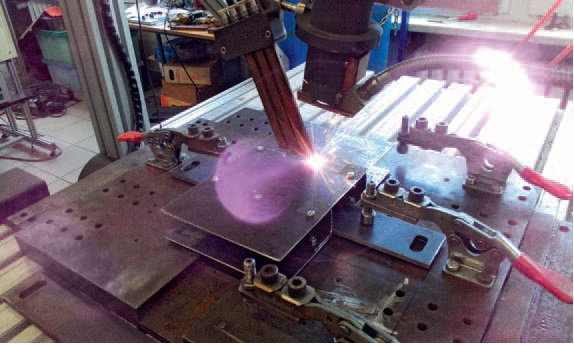
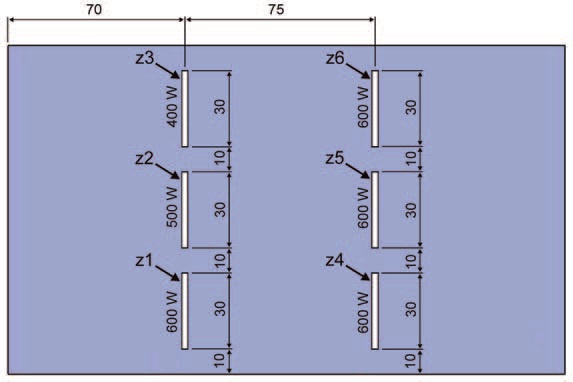
Wykonane próby spawania pokazały, że w przypadku zastosowanych wartości mocy powyżej 450 W (dla danej grubości blachy 1,2 mm) uzyskuje się prawidłowe przetopienie obu łączonych elementów. Natomiast dla wartości mniejszych bądź równych 400 W występuje wada w postaci braku przetopienia. Niezależnie od zastosowanej mocy wiązki lasera w zakresie od 400 do 600 W uzyskano niemal identyczny wygląd lica spoiny. Na rys. 3 pokazano próbkę do badań podczas spawania laserowego. Przed badaniami termograficznymi wytworzoną próbkę pokryto czarną matową farbą o współczynniku emisyjności równym około 0,9.
Stanowisko i przebieg badań termografii aktywnej
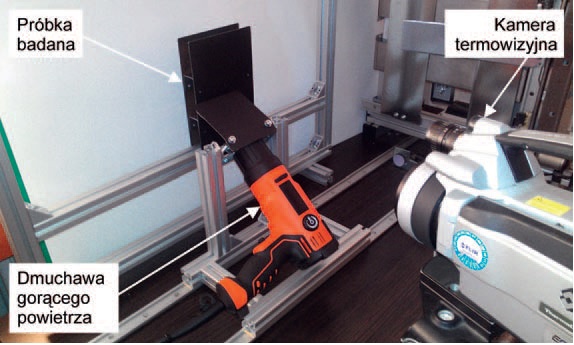
Badania termograficzne wykonano, stosując prototypowe stanowisko badawcze własnej konstrukcji (rys. 4). Składało się ono z uchwytu do mocowania próbki, ze źródła ciepła w postaci dmuchawy gorącego powietrza, a także z kamery termowizyjnej FLIR ThermaCAMTM SC640 (Flir Systems, USA). Stanowisko to zaprojektowano tak, aby można wykonywać badania w układzie pomiarowym jednostronnym. Kamera termowizyjna, a także źródło ciepła są po tej samej stronie względem próbki badanej. Zastosowaną do nagrzewania dmuchawę gorącego powietrza wyposażono w płaską dyszę wylotową. Posiadała ona otwór w kształcie prostokąta o wymiarach 75 x 5 mm.
W prezentowanym eksperymencie zastosowanie płaskiej dyszy wylotowej o podanych wymiarach wynikało także z konieczności równomiernego nagrzewania obszaru o długości znacząco większej od długości pojedynczego złącza. Dmuchawa gorącego powietrza została posadowiona na platformie przesuwnej. Dzięki temu możliwe było przemieszczanie jej wzdłuż badanych złączy podczas rejestracji obrazów termograficznych. Opisywane źródło ciepła wraz z dyszą wylotową gorącego powietrza zostały dobrane podczas realizacji wcześniejszych prac dotyczących opracowania procedury badań nieniszczących stalowych paneli typu sandwich z zastosowaniem termografii aktywnej [5]. Analizę uzyskanych sekwencji obrazów termograficznych prowadzono, stosując oprogramowanie ResearchIR 4 MAX (Flir Systems, USA).
Procedury pomiarowe
Badania wykonywano, stosując dwie różne procedury pomiarowe. W pierwszej źródło ciepła ustawiono tak, aby dysza wylotowa gorącego powietrza obejmowała łącznie obszar o długości w przybliżeniu równej długości dwóch wybranych złączy. Przy czym próbkę nagrzewano przez około 50 s (w procedurze tej źródło ciepła pozostawało nieruchome podczas rejestracji obrazów). W drugiej źródło ciepła przesuwano względem prowadnic liniowych. Zaczęto od pozycji, w której dysza wylotowa gorącego powietrza znajdowała się całkowicie poza obszarem badanej próbki. W procedurze tej czas nagrzewania analizowanego obszaru próbki nie przekraczał 20 s.
Pierwszą procedurę pomiarową (1) stosowano w celu rejestracji zmian temperatury w czasie w dwóch wybranych punktach pomiarowych (T1 i T2). Umożliwiało to z kolei wyznaczenie kontrastu temperaturowego ΔT(t). Parametr ten stanowi różnicę dwóch wartości temperatury (T2 – T1) pomiędzy dwoma umownymi punktami. Pierwszy punkt zlokalizowany jest w obszarze bez wady, natomiast drugi punkt zlokalizowany jest w obszarze zawierającym wadę. Drugą procedurę pomiarową (2) stosowano w celu termograficznego zobrazowania złączy wzdłuż zdefiniowanej linii prostej leżącej w osi tych złączy. Stanowiło to symulację rzeczywistych badań stalowych paneli typu sandwich w poprodukcyjnej kontroli jakości. Ze względu na ich znaczne rozmiary – konieczne jest dla nich przemieszczanie źródła ciepła.
Wyniki badań
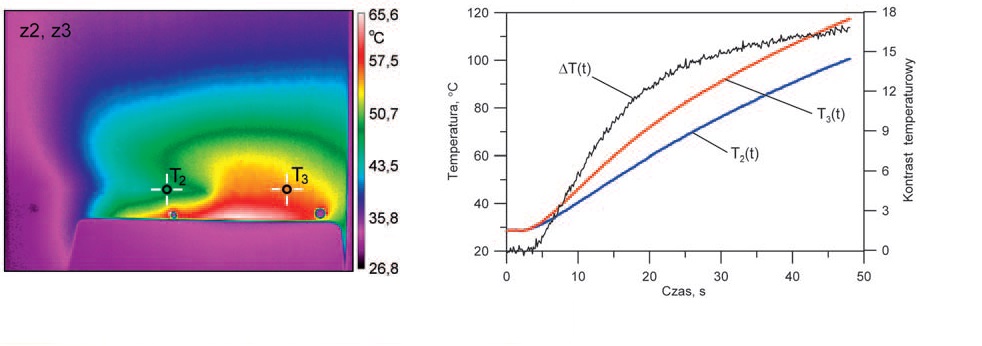
Zarejestrowane sekwencje obrazów termograficznych poddano typowej analizie polegającej na wyznaczeniu kontrastu temperaturowego. W tym celu zdefiniowano punkty pomiaru temperatury, które były zlokalizowane w miejscach charakterystycznych wzdłuż osi złączy. Na przykład dla dwóch wybranych sąsiadujących ze sobą złączy z2 i z3 określono dwa punkty pomiarowe, odpowiednio T2 i T3. Punkt T2 położony był w środku długości złącza z2. Punkt T3 – w środku długości złącza z3 (złącze wadliwe), jak na rys. 5a.
Na rys. 5b przedstawiono wykresy zmian temperatury i kontrastu temperaturowego w czasie dla punktów pomiarowych T2 i T3. Obrazują one efektywność odprowadzania ciepła (z powierzchni blachy do ceownika) w obszarze ciągłości materiałowej złącza z2.
Galeria


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































