
Zastosowanie techniki SLM na wykrojniki blach
Model kalibracyjny
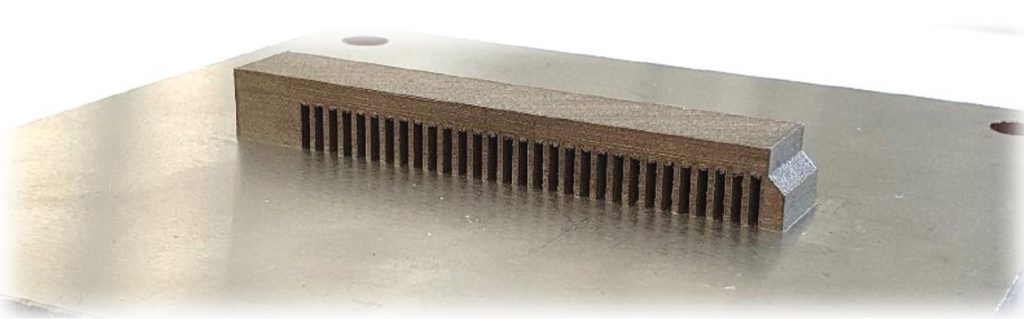
Przed przystąpieniem do prac obliczeniowych w SIMUFACT wykonano więc wydruk modelu kalibracyjnego (rys. 3). Model kalibracyjny, jak i wszystkie komponenty przedstawione w pracy, wykonano na urządzeniu AM 125 firmy Renishaw, stanowiącego wyposażenie Laboratorium Naukowo-Dydaktycznego Nanotechnologii i Technologii Materiałowych Politechniki Śląskiej w Gliwicach [11].
W zaplanowanym procesie wytworzenia zespołu tnącego z dostępnych na rynku stali narzędziowych wybrano proszek stali typu maraging M300 firmy BÖHLER oznaczony W722 (1.2709). Należy on do grupy stali utwardzanych wydzieleniowo, która charakteryzuje się dobrym połączeniem własności wytrzymałościowych i udarności. Ponadto materiał ten jest łatwo drukowalny. Oznacza to, że nie jest wymagane w procesie SLM dodatkowe podgrzewanie stołu czy komory roboczej. Ma to wpływ na czas wytworzenia, a także koszt wykonania narzędzia. Producent deklaruje, iż prawidłowo dobrana obróbka cieplna (przesycanie i starzenie) umożliwia otrzymanie twardości gotowego elementu na poziomie [...]



Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!


































