
Zastosowanie modelowania rozmytego TSK do oceny zużycia narzędzia w procesie wiercenia stopu Ti6Al4V – cz. II
Proces wiercenia materiałów ciągliwych, do których zalicza się Ti6Al4V, często wiąże się z niewystarczającym odprowadzeniem wiórów, co prowadzi do wystąpienia zakłóceń procesu obróbki.
Dokładność wymiarowo-kształtowa otworu i jakość powierzchni
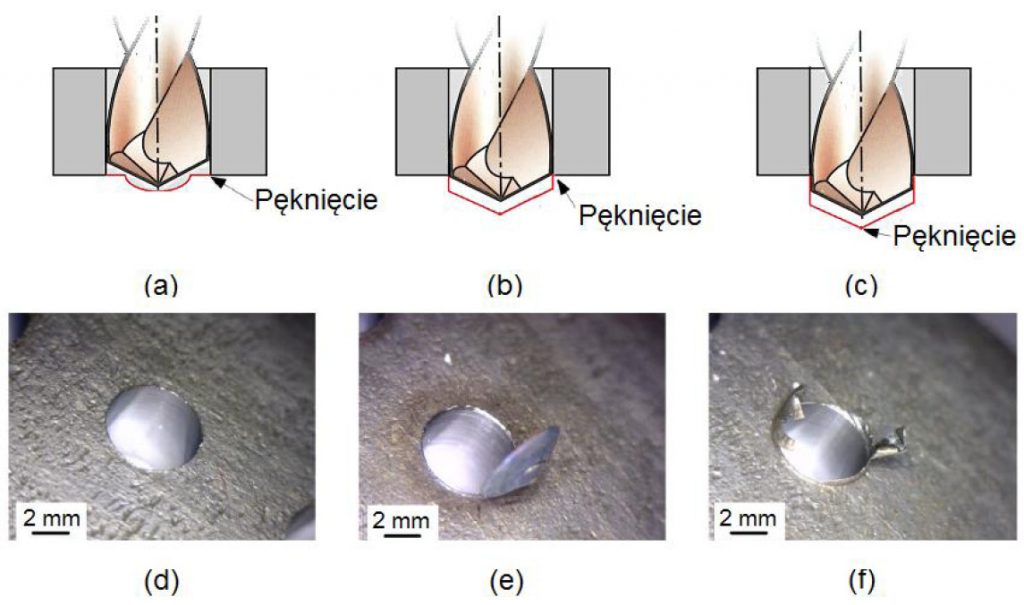
Tworzenie się zadziorów podczas wiercenia jest niepożądanym zjawiskiem ze względu na trudność ich całkowitego usunięcia. Szacuje się, że do 30% kosztów typowych komponentów jest spowodowane gratowaniem. Zadziory powstają w wyniku odkształcenia plastycznego i propagacji pęknięć na etapie wyjścia ostrzy narzędzia skrawającego z materiału obrabianego w procesie wiercenia. Ostateczną morfologię zadziorów określa się przez wielkość plastycznego odkształcenia a także mechanikę pękania obrabianego materiału. Dlatego o mechanizmie powstawania zadziorów, oprócz parametrów skrawania, decydują w głównej mierze właściwości obrabianego materiału. W badaniach zaobserwowano istnienie trzech form powstawania zadziorów podczas wiercenia, jak pokazano też na rys. 8.



Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!


































