
Zastosowanie metod sztucznej inteligencji (AI) w procesach produkcji stali
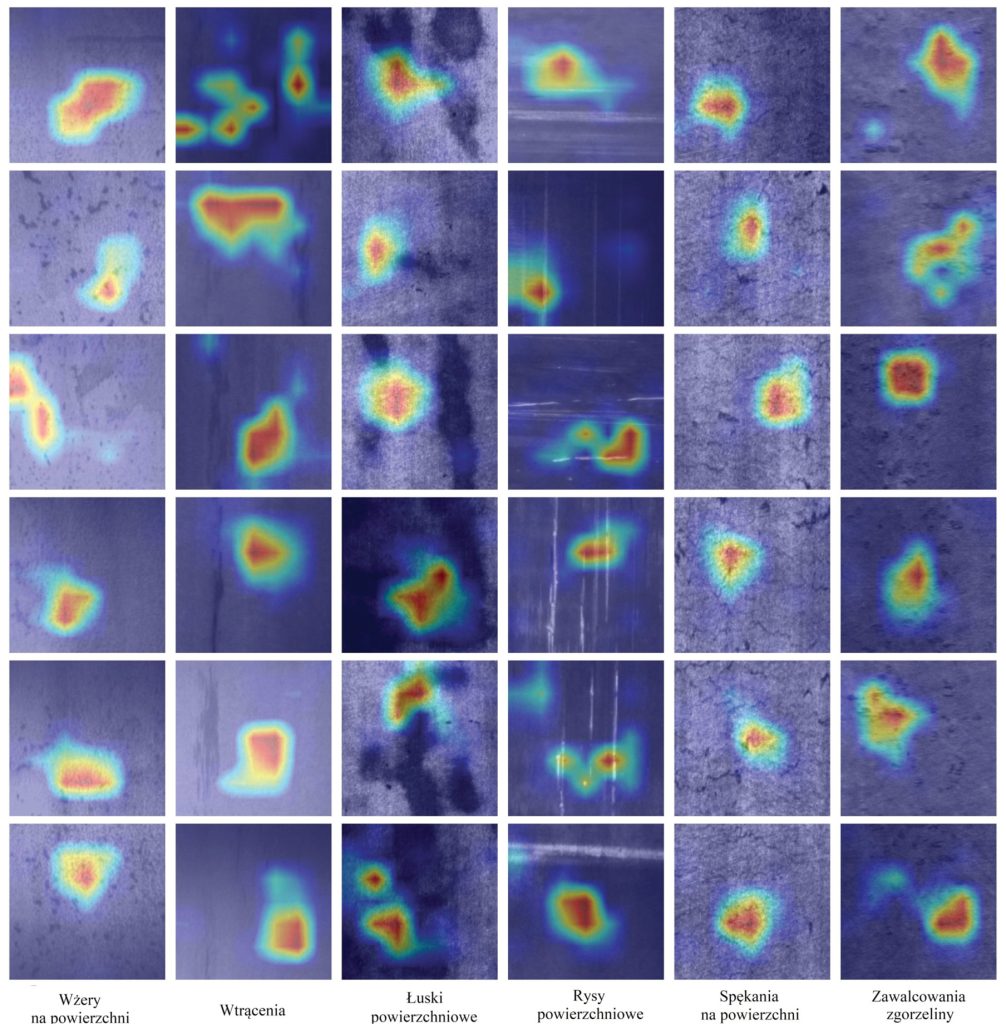
Mapy aktywizacji klas
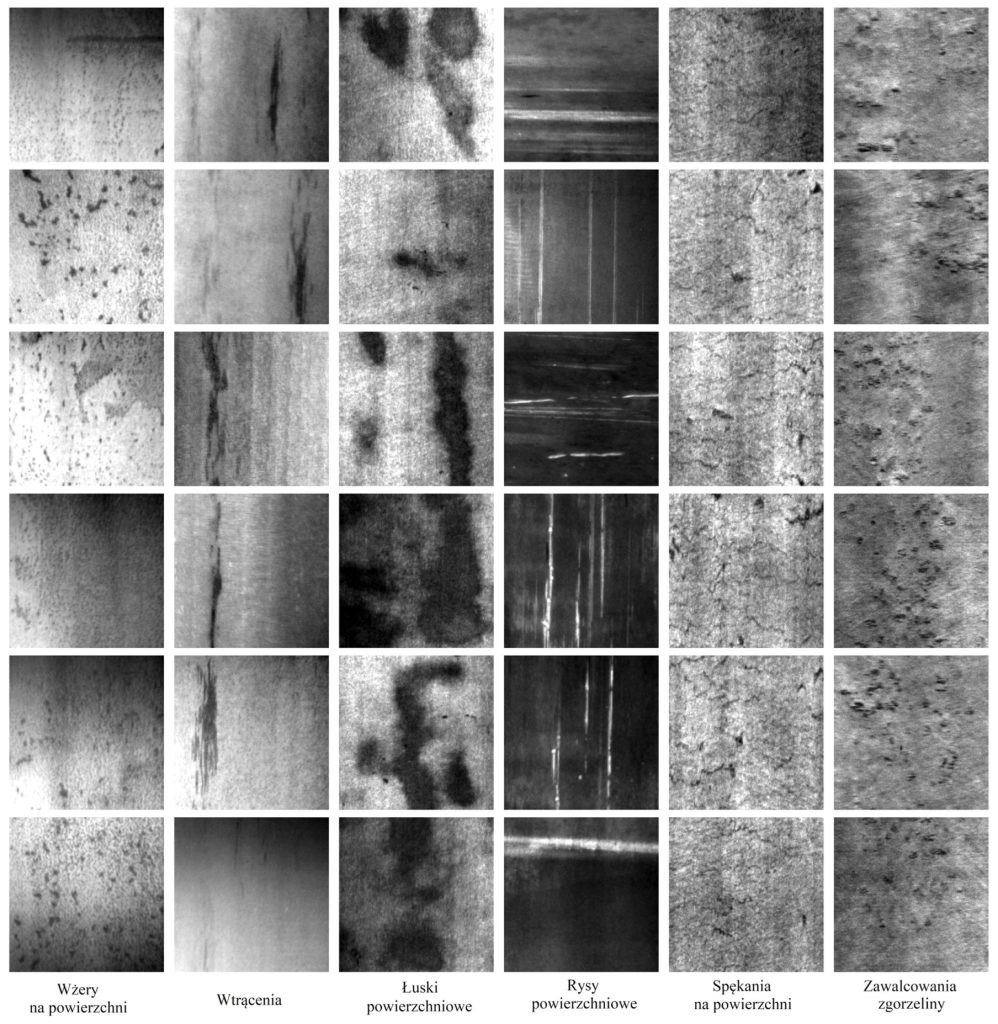
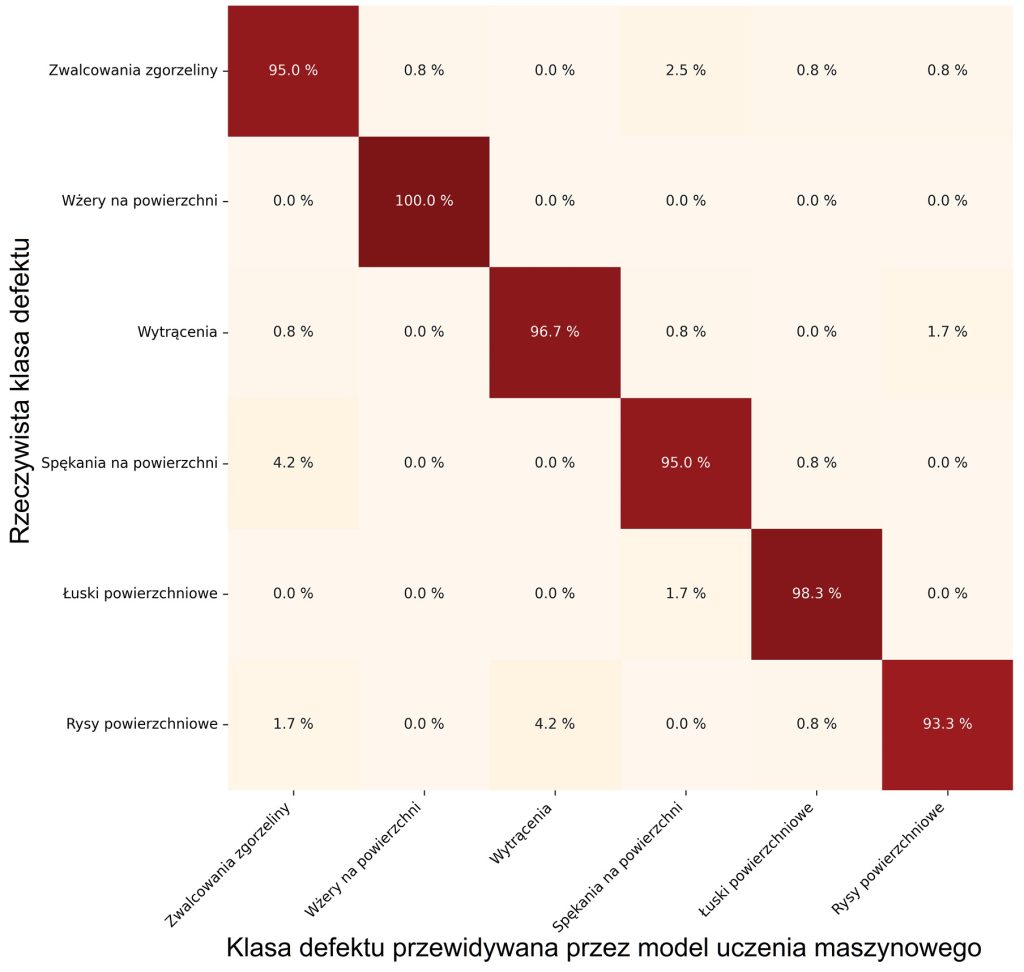
Podsumowując, dokładność klasyfikacji dla większości klas wyniosła powyżej 95%. Z kolei na rys. 4 przedstawiono mapy aktywacji klas. Mapy te pokazują miejsca, które były istotne dla głębokiej sieci neuronowej podczas klasyfikacji. Porównując rys. 2 i 4, można stwierdzić, że sieć niekoniecznie bierze pod uwagę te same obszary, które wziąłby przy klasyfikacji pod uwagę człowiek kontrolujący jakość wyrobu. Nie ma to jednak negatywnego wpływu na jakość klasyfikacji.
Podsumowując, zarówno wykrywanie, jak i klasyfikacja defektów na powierzchniach stalowych w różnych stadiach procesu są jak najbardziej możliwe. Od strony informatycznej szczególnie obiecujące są w tym przypadku rozwiązania oparte na metodach sztucznej inteligencji. Warto przy tym pamiętać o różnych aspektach takich jak ograniczony czas na klasyfikację (zwykle rzędu kilkunastu-kilkudziesięciu ms) czy też zagadnienia sprzętowe (chłodzenie kamery, odpowiednie oświetlenie itp.), por. [17].
Podejście metodyczne 2: Wpływ parametrów procesu hutniczego na jakość lub właściwości produktu końcowego
Drugie podejście metodyczne w artykule, związane z zastosowaniem metod sztucznej inteligencji w kontroli procesów hutniczych, to z kolei próba powiązania parametrów procesu z parametrami opisującymi produkt na danym etapie produkcji. Parametrami procesu mogą być przykładowo temperatura, udział wybranych pierwiastków stopowych, czas przebywania stali w danej temperaturze itp. Z kolei parametry opisujące produkt to na przykład ilość defektów powierzchniowych czy właściwości mechaniczne (granica plastyczności, wytrzymałość na rozciąganie itp.). Szczególnie istotne jest w tym przypadku przeprowadzenie optymalizacji. Jej celem może być na przykład minimalizacja kosztu produktu przy zachowaniu jego wysokich parametrów użytkowych czy też minimalizacja ilości defektów.
Badania
Carneiro wraz z zespołem badawczym [18] zastosowali metody uczenia maszynowego do analizy danych zbieranych w fabryce rur bezszwowych Vallourec w Brazylii. Do próby aplikacji metody uczenia maszynowego użyto dwóch zbiorów danych. W tym: systemu śledzenia materiału w procesach hartowania i odpuszczania jak również systemu zarządzania danymi laboratoryjnymi. W skład danych wejściowych wchodziły między innymi:
- parametry geometryczne rury,
- skład chemiczny,
- temperatura na wyjściu z pieca,
- czasy przebywania elementu w piecu.
Wielkościami przewidywanymi były granica plastyczności, wytrzymałość na rozciąganie a także twardość. Przeanalizowano różne typy uczenia maszynowego i różny dobór zmiennych wejściowych (nie zawsze użycie wszystkich zmiennych wejściowych daje najlepsze wyniki).
Uzyskane wyniki wykazały, że jakość predykcji dla różnych właściwości mechanicznych zmienia się w zależności od systemu uczenia maszynowego i strategii wyboru zmiennych wejściowych. Przedstawiono również koncepcję optymalizacji zużycia trudno dostępnych pierwiastków i energii przy zachowaniu akceptowalnej jakości wyrobu.
Optymalizacja procesu
Z kolei w pracy [19] zastosowano metodę sztucznej inteligencji w celu optymalizacji procesów hutniczych. Przedstawiono dwa przypadki. Pierwszy to optymalizacja procesu w celu zmniejszenia ilości defektów powierzchniowych, a drugi to minimalizacja kosztu produkcji poprzez optymalizację temperatury procesu. W pierwszym przypadku skupiono się na redukcji ilości jednej z głównych wad obserwowanych w produkcji blach i taśm stalowych, to jest powierzchniowych defektów typu liniowego jak również pęknięć typu V (ang. slivers) powstałych w efekcie występowania wtrąceń niemetalicznych w stali w trakcie ciągłego odlewania, które najczęściej po procesie ujawniają się jako uszkodzona warstwa na powierzchni taśm.
Jak wskazano powyżej, defekty te powstają już na etapie ciągłego odlewania. Jednak najczęściej są wykrywane dopiero po walcowaniu i procesie galwanizacji. Dlatego też, w celu przewidywania, jakie parametry procesu prowadzą do powstania wyżej wymienionych powierzchniowych defektów liniowych i pęknięć, należało najpierw zgromadzić bazę danych, która precyzyjnie połączy dane z procesu ciągłego odlewania z danymi ze stalowni i odpowiednio połączy warunki procesu wytwarzania z występowaniem defektów.
Galeria


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































