
Wybrane współczesne metody monitorowania i diagnostyki procesów obróbki ubytkowej oraz pomiaru geometrii wyrobów i narzędzi – cz. I
Charakterystyka wyposażenia laboratoryjnego – pomiary mikrogeometryczne
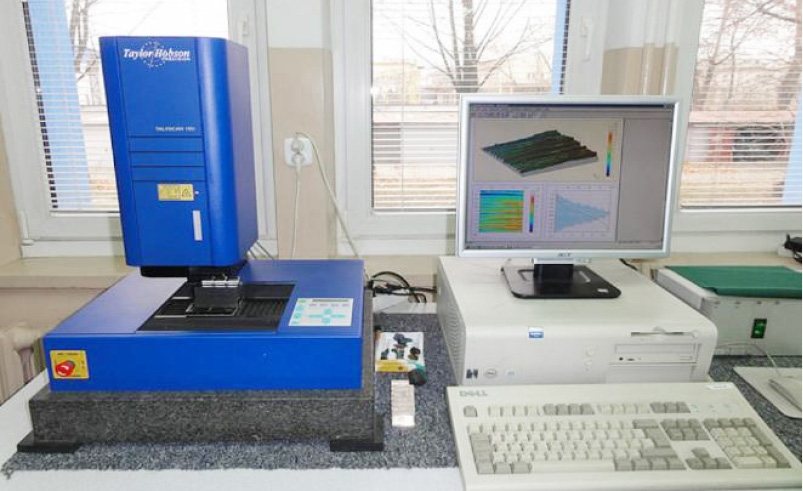
Na profilometrze TalyScan 150 (rys. 6) pomiary można realizować metodą stykową lub optyczną za pomocą lasera triangulacyjnego. Rozdzielczość pozioma głowicy indukcyjnej w kierunkach X i Y wynosi odpowiednio 0,5 µm i 5 µm. Z kolei rozdzielczość pionowa – 60 nm. W przypadku lasera triangulacyjnego rozdzielczość pionowa wynosi 1 µm. Profilometr MarSurf XR 20 (rys. 6) jest wyposażony w szereg końcówek pomiarowych o różnym wysięgu igły i promieniu jej zaokrąglenia. Duży obszar roboczy i możliwość pochylenia głowicy także zwiększają znacznie możliwości pomiarowe urządzenia.

Mikroskop różnicowania ogniskowego InfiniteFocus (rys. 7) jest wyposażony w szereg obiektywów o powiększeniu od x2,5 do x100 i umożliwia pomiar zarówno [...]





Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!


































