
Wpływ nowoczesnych technologii na rozwój tłoczenia elementów karoserii samochodowej cz. II
Gatunki blach przeznaczone do łączenia spoiną laserową dobierano przy założeniu, że szczegółowej analizie należy poddać blachy najczęściej stosowane do tłoczenia elementów karoserii samochodowej. Do badań wybrano gatunki: DC03, DC04, DX54D+Z, DX56D+Z, H260YD+Z, H340LAD+Z. Wybrane gatunki uwzględniają różnego typu stale, a mianowicie: P – fosforowe, LA – mikrostopowe, BH (ang. bake hardening), tzn. stale, w których wzrost granicy plastyczności osiąga się podczas tłoczenia oraz wypalania lakieru, oraz IF (ang. interstitial free steels) – stale bez atomów w położeniach międzywęzłowych. Charakterystykę podstawowych właściwości badanych blach zebrano w tab. 1. Wsad do badań przygotowano, łącząc spoiną laserową, zarówno blachy składowe tej samej grubości, co miało na celu usunięcie zróżnicowanej nośności materiału po obu stronach spoiny na proces plastycznego płynięcia, jak również blachy różnej grubości w zakresie 0,7-1,5 mm.
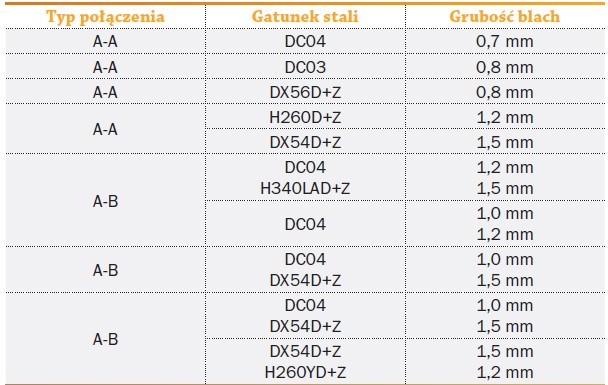
Warianty wykonanych połączeń blach
W tab. 1 przedstawiono warianty wykonanych połączeń blach różnego gatunku a także grubości. Spoiny wykonano przy użyciu lasera CO2 typu VFA 2500 o nominalnej mocy maksymalnej równej 2,5 kW [21-22].



Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!


































