
Właściwości warstwy wierzchniej wybranych stopów metali po cięciu laserem
Analiza wyników: pomiary chropowatości
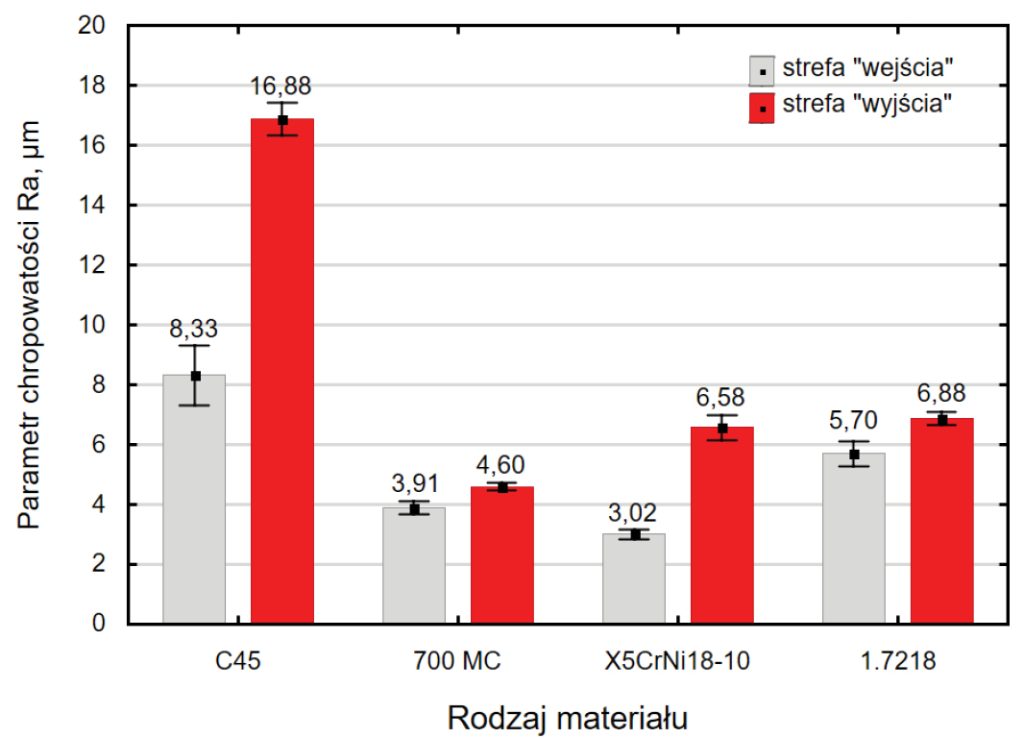
Wyniki z pomiarów chropowatości powierzchni 2D (rys. 2-4) potwierdzają różnice w jakości powierzchni pomiędzy materiałami inżynierskim oraz strefami „wejścia” jak również „wyjścia” wiązki lasera. Analizując parametr chropowatości powierzchni Ra (rys. 2), należy zauważyć, że wartości tego parametru dla strefy „wyjścia” są od 15 do 54% większe niż dla strefy „wejścia”. Największe różnice występują w przypadku stali niestopowej C45 oraz nierdzewnej X5CrNi18-10. Dla stali 700 MC a także 1.7218 różnice w wartości analizowanego parametru chropowatości powierzchni dla stref mieszczą się w zakresie wartości odchylenia standardowego. Cięcie laserem materiałów o większej wartości wytrzymałości na rozciąganie Rm, przy stosowaniu takich samych parametrów technologicznych operacji, przynosi lepsze rezultaty w uzyskanej jakości powierzchni (mniejsze Ra jak również mniejsze różnice pomiędzy strefami). Uzyskane rezultaty potwierdzają zdjęcia badanych powierzchni (tab. 2).



Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!


































