
Wielokryterialna optymalizacja programów sterujących na obrabiarki CNC poprzez korektę wartości wybranych parametrów procesu skrawania. Cz. I
Identyfikacja podsekwencji
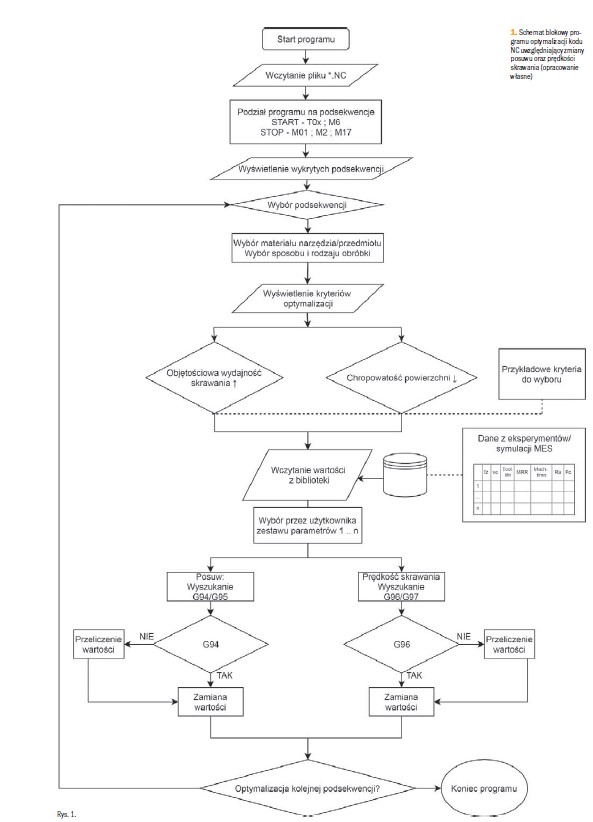
Zakładając, że każdy rodzaj obróbki przeprowadzony zostanie przy użyciu innego narzędzia, początek danej podsekwencji w programie sterującym najłatwiej zidentyfikować można poprzez wystąpienie komendy zmiany narzędzia M6/M06 a także następującym po niej wywołaniem narzędzia przy pomocy komendy Tn, gdzie n oznacza numer narzędzia w magazynie. Ponowne wywołanie narzędzia również należy interpretować jako zakończenie danej operacji i rozpoczęcie kolejnej. Koniec podsekwencji jest identyfikowany przez wystąpienie komendy zatrzymania wrzeciona M5/M05 bądź opcjonalnego stopu programu M01 umieszczanej w niektórych programach sterujących.
Podział programu sterującego na podsekwencje jest zabiegiem relatywnie prostym, jednakże niezbędnym w toku dalszej optymalizacji procesu. Ze względu na różnice w programach sterujących, zależne od zastosowanego na obrabiarce systemu sterowania, warta uwzględnienia wydaje się opcja manualnego podziału programu na podsekwencje przez użytkownika końcowego.
Korekta wartości posuwu narzędzia
i prędkości skrawania w programach sterujących na obrabiarki
sterowane numerycznie
Wartość posuwu narzędzia w programach sterujących CNC podana [...]





Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!


































