
Uchwyty tokarskie
Dopracowany w kontekście dokładności wykonania mechanizm na bazie spirali Archimedesa jest stosowany w tokarskich uchwytach samocentrujących czteroszczękowych (fot. 3). Doświadczenie wskazuje, że w ujęciu kinematyki zapewnienie wyosiowania przedmiotu obrabianego w uchwycie czteroszczękowym jest trudniejsze niż w przypadku uchwytu trójszczękowego. Wynika to z faktu, że szczęki w parach schodzą się naprzeciwlegle, co w zestawieniu z istniejącymi stanowi o niedokładności ich zejścia. Uchwyty czteroszczękowe umożliwiają obróbkę przedmiotów o przekroju koła i kwadratu.
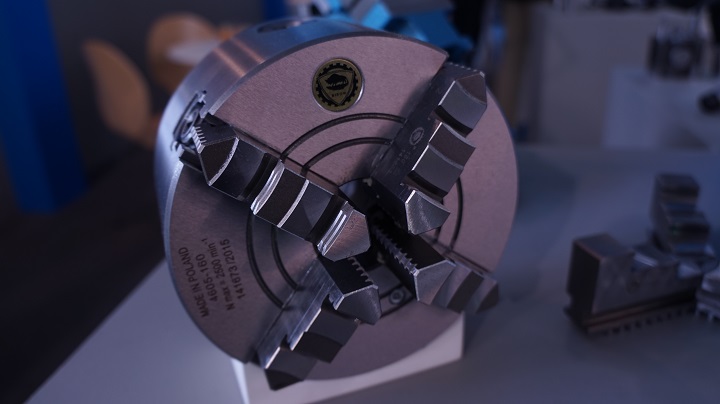
czteroszczękowy
– producent: Bison Bial – targi Machtool 2016
Można przyjąć, że uchwyt czteroszczękowy bez samocentrowania ma większą użyteczność. Brak samocentrowania zapewnia dowolność w ustaleniu przedmiotu. Zastosowanie szczęk specjalnych dodatkowo podnosi funkcjonalność rozwiązania.
Zdolność do m.in. asymetrycznego ustalenia i zamocowania przedmiotu umożliwia obróbkę powierzchni cylindrycznych, w tym otworów nieosiowych. Operator ma możliwość indywidualnego osiowania przedmiotu obrabianego.
Jednak z niesymetrycznym ustaleniem i zamocowaniem przedmiotu obrabianego [...]




Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!


































