
Systemy cięcia laserowego. Jak w pełni wykorzystać ich potencjał?
Jesteś posiadaczem wycinarki laserowej? Prowadzisz firmę usługową, a może produkcyjną? W takim razie dobrze wiesz, że każda przerwa w pracy maszyny, każda niewykorzystana godzina, a nawet minuta oznacza dla Ciebie stratę. Być może w skali jednej zmiany produkcyjnej nie jest ona znacząca, ale jeśli pomnożysz ją przez 365 dni, kalkulator może pokazać całkiem pokaźną kwotę. To zysk, który mógłby przecież trafić do Twojego portfela. Z pomocą przychodzi system raportujący od Eagle – My-ERS.

Krok 1: przygotowanie do analizy z My-ERS
Dokonując zakupu wycinarki laserowej, firmy, szczególnie te świadczące usługi cięcia laserowego, oczekują, że będzie ona pracować na ich zysk. To jasne. Inwestujemy po to, aby zwiększyć swoje możliwości produkcyjne i tym samym, aby zarobić więcej. Każda przerwa w pracy maszyny, niezależnie, czy spowodowana awarią, brakiem materiału, czy wynikająca z pracy operatora, sprawia, że ilość wyprodukowanych detali zmniejsza się. Nie zawsze jednak wiemy, z czego wynikają przerwy w pracy systemu cięcia laserowego, dlaczego spada wydajność maszyny, a przecież chcielibyśmy, aby cięła więcej. Chcąc zagłębić się w temat, zdiagnozować problem i poprawić produktywność całego systemu, należałoby odpowiedzieć sobie na kilka podstawowych pytań.
- Jaki procent czasu maszyna cięła, a jaki pozostawała bezczynna?
- Jaki procent czasu pracy operatora maszyna cięła?
- Ile programów udało się ukończyć podczas jednej zmiany?
- Jaki materiał był cięty najczęściej?
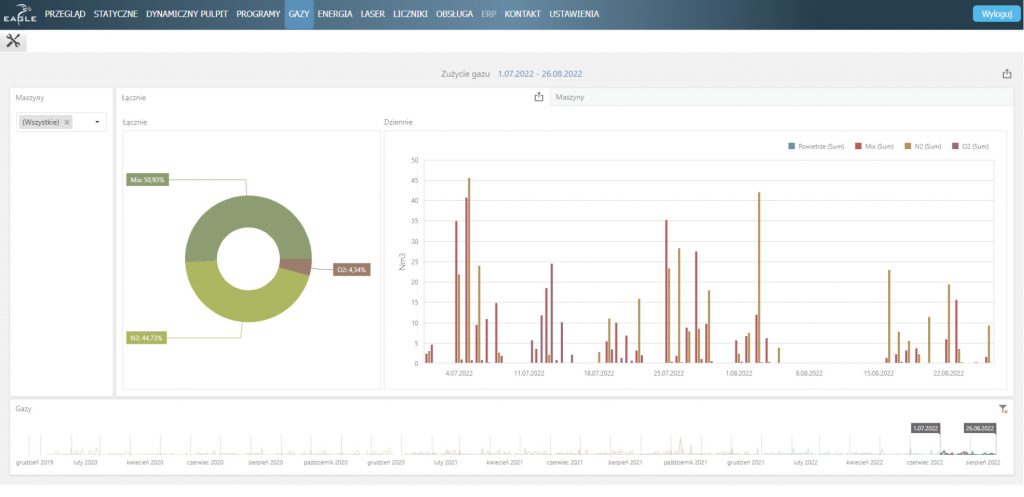
- Jakiego gazu maszyna zużyła najwięcej?
- Z jaką mocą maszyna cięła najczęściej?
- Ile procent czasu było przeznaczone na ustawienia?
- Przez jaki czas maszyna cięła w trybie ręcznym, ile w automatycznym?
To tylko kilka pytań, dzięki którym możemy wyciągnąć wiele ciekawych wniosków i wdrożyć odpowiednie działania. Gdzie znajdziemy odpowiedzi na te pytania? Polski producent systemów cięcia laserowego w technologii fiber – Eagle, proponuje swój system raportujący działający w chmurze, czyli My-ERS. System, który swoją oficjalną premierę miał wiosną zeszłego roku, oferuje ogrom możliwości w zakresie analizy danych. Warto wspomnieć, że za swoją innowacyjność został nagrodzony Złotym Medalem targów ITM.
Krok 2: analiza danych w My-ERS
Narzędzie, jakim jest My-ERS, oferuje możliwość analizy danych w prosty i przyjemny sposób. Dodatkowo, dzięki umiejscowieniu w chmurze, użytkownik ma dostęp do najważniejszych danych z każdego miejsca na świecie. Co więcej, dzięki szerokim możliwościom personalizacji pulpitu czy raportów, proces analizy jest o wiele wygodniejszy i łatwiejszy. Czas na analizę.
Dane, które użytkownik widzi w systemie, są cenną bazą do wyciągnięcia wniosków. Oferuje on trzy poziomy dostępu: właściciela, managera i technologa. Każdy z nich ma przecież inną perspektywę i skupia się na analizie innego zakresu danych. Przyjrzyjmy się więc bliżej każdemu z nich. Z perspektywy właściciela najważniejszymi danymi, które widzi, jest między innymi wydajność maszyny. Przez jaki czas maszyna cięła, dlaczego cięła na przykład tylko przez 80% całego czasu? Jaki procent stanowił czas, w którym maszyna była w trybie czuwania? Z kolei manager skupia się głównie na danych dotyczących operatorów. Ile programów zakończył każdy z nich podczas swojej zmiany? Ile czasu przeznaczył na ustawianie, a ile na cięcie? Technologa interesują za to głównie programy i materiały. Jakie materiały i grubości były cięte najczęściej? Ile materiału zostało zużyte w danym zakresie czasu?
Nic tak nie przemawia do wyobraźni jak liczby. Posłużmy się więc przykładem. Przypuśćmy, że jeden wykonany program przynosi firmie 1000 złotych zysku. Jeden z operatorów wykonuje dziesięć programów podczas jednej zmiany, drugi z kolei wykonuje ich osiem. Prosta kalkulacja podpowiada nam, że gdyby operator ten wykonywał dziesięć programów zamiast ośmiu, firma miesięcznie (przyjmując, że pracuje 5 dni w tygodniu po 8 h) zyskałaby 40 tys. zł. Manager analizujący raport powinien zadać sobie pytanie, z czego wynika różnica w pracy operatorów? Co mogę zrobić, aby drugi operator zwiększył wydajność swojej pracy? To tylko jeden z wielu przykładów praktycznego wykorzystania bogactwa danych, jakie otrzymujemy dzięki systemom takim jak My-ERS. Poddając analizie poszczególne obszary dotyczące zużycia energii, materiałów, gazów, wykonanych programów, mocy, z jaką pracował laser, czy pracy operatorów, zdobywamy cenne informacje, które powinny posłużyć nam jako narzędzie do wyciągnięcia odpowiednich wniosków, a następnie wdrożenia w życie odpowiednich działań.
Czytaj też >> Głowica, moc i przyspieszenie – przepis na laserowy sukces?
Krok 3: personalizacja & bieżące raportowanie w My-ERS
Regularne przeglądanie raportów i analiza danych to podstawa, jeśli chcemy iść w kierunku wzrostu wydajności. Owszem, hasła raport, wykres czy tabela nie kojarzą się z czymś szczególnie porywającym. Jednak nudne, czarno-białe tabele i wykresy to już przeszłość. W My-ERS możesz kreować swoje własne, personalizowane raporty, filtrować dane, zmieniać nazwy i kolory. Wszystko po to, aby proces analizy nie był męczącym obowiązkiem, a przyjemnością.
Pamiętaj o regularnym zaglądaniu do systemu. Warto też ustawić sobie automatyczną wysyłkę konkretnego raportu na swoją skrzynkę mailową. System zadba o to, abyś był na bieżąco z danymi, które są dla Ciebie najistotniejsze. Regularna analiza danych pozwoli na szybsze wyłapanie nieprawidłowości i zastosowanie działań naprawczych.
Krok 4: wnioski
Nadszedł czas na wyciągnięcie wniosków. Jeśli zrobisz to umiejętnie, będziesz w stanie na tej podstawie dokonać odpowiednich zmian i podjąć decyzje, które pozytywnie wpłyną na wydajność Twojej produkcji. Pamiętaj jednak, że dane są tylko danymi. Często dokonując analizy, nie bierzemy pod uwagę wielu różnych czynników, które mogły spowodować dany stan rzeczy. Być może jeden z operatorów na danej zmianie wykonał 25% mniej programów cięcia niż zazwyczaj, ponieważ magazyn miał opóźnienia i nie dostarczył mu towaru? Może nie był w stanie zrealizować założonych celów z uwagi na przerwy w dostawie prądu? Masz wycinarkę o mocy 4 kW i cięcie niektórych grubości zajmuje zbyt dużo czasu? Być może potrzebujesz maszyny o wyższej mocy. Zauważyłeś, że coraz większy odsetek wykonywanych zleceń to cięcie aluminium? Świetnie, skontaktuj się z logistyką, która utrzyma odpowiedni zapas materiału na magazynie.
Skoro wyciągnąłeś już wnioski, czas podjąć decyzje, dzięki którym poprawisz efektywność całego procesu. System raportujący My-ERS od Eagle to narzędzie, które może Ci w tym pomóc. Warto wspomnieć, że narzędzie oferowane przez tę polską markę jest kompatybilne również z innymi maszynami różnych producentów.
www.eaglelasers.com


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































