
Spawanie laserowe złączy zakładkowych jedno- oraz różnoimiennych − analiza problemu
Rodzaje badań
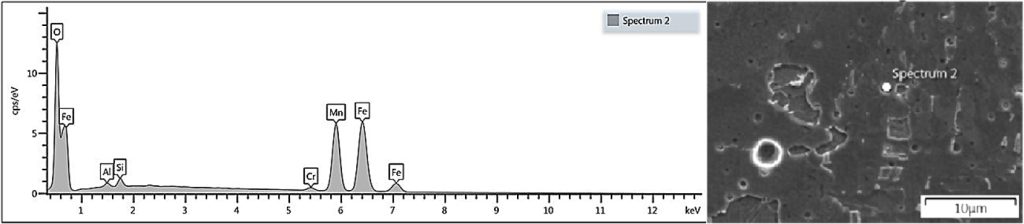
Wykonane złącza zakładkowe zostały poddane badaniom mechanicznym oraz metalograficznym w celu określenia właściwości wykonanych połączeń oraz struktury spoin. W ramach badań mechanicznych przeprowadzono statyczną próbę rozciągania oraz pomiar twardości. W ramach badań metalograficznych przeprowadzono identyfikację mikrostruktury oraz analizę wydzieleń i składu chemicznego.
Do spawania wykorzystano głowicę procesową o ogniskowej równej 270 mm, z współosiowym przepływem gazu osłonowego, którego wydatek wynosił 15 l/min. Spawanie wykonano w oparciu o przeprowadzone przetopy próbne obu stali, o grubościach 8 mm. Oszacowano średnie parametry spawania, przyjmując wartości, które pozwoliły na wykonanie przetopu na głębokość 3/4 grubości materiału. Moc wyjściową lasera przyjęto jako 6 kW (maksymalna moc zastosowanego lasera), w celu wykonania złącza z jak największą prędkością. Założony przetop udało się uzyskać dla prędkości równej 1 m/min.
[...]


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!


































