
Podstawy prostowania płomieniowego
Prostowanie płomieniowe jest procesem technologicznym, w wyniku którego odkształcenia w konstrukcjach spawanych usuwa się szybko i bez uszkodzenia materiału. Opis procesu skupia się na podstawowych zasadach prostowania płomieniowego.
1. Wprowadzenie
Spawanie jest procesem, który na skutek wprowadzonego ciepła powoduje naprężania wyzwalane w procesie chłodzenia w postaci odkształceń. Prostowanie płomieniowe jest procesem wydajnym i sprawdzonym do naprawy odkształconych części w procesie spawania. Opiera się na zasadzie fizycznej, zgodnie z którą metale rozszerzają się pod wpływem ogrzewania i kurczą się po ochłodzeniu. Jeśli rozszerzalność jest ograniczona, narastają naprężenia ściskające i powodują odkształcenia plastyczne, gdy temperatury są wystarczająco wysokie. Po ochłodzeniu odkształcenia plastyczne pozostają, w praktyce do szybkiego nagrzania określonej części obrabianego przedmiotu stosuje się płomień acetylenowo-tlenowy. Po ochłodzeniu metal kurczy się bardziej, niż mógłby się rozszerzyć po podgrzaniu, w związku z czym wszelkie powstałe odkształcenia można wyprostować. Chociaż można stosować różne gazy, najwyższą temperaturę i intensywność płomienia umożliwiające szybkie nagrzewanie osiąga się przy użyciu acetylenu i tlenu. Wybór właściwego urządzenia zależy od typu i grubości materiałów. W zasadzie cienkie blachy o grubości do 25 mm można prostować standardowym palnikiem. Dla prostowania grubych blach, takich jak pokłady czy sekcje płaskie na statku, stosuje się urządzenia z trzema lub większą liczbą dysz palnika zamontowanych na specjalnym oprzyrządowaniu z kołami, które umożliwia łatwe przemieszczanie się wzdłuż powierzchni.
2. Naprężenia, skurcze
Mechanizm odkształcenia elementów jest porównywalny przy spawaniu i prostowaniu płomieniowym. W obu zastosowaniach ma miejsce lokalnie ograniczony dopływ ciepła, który następnie prowadzi do rozszerzania się strefy grzejnej. Zimny obszar obok strefy grzejnej ogranicza rozszerzanie, prowadząc do spęczania w strefie podgrzewania.
Aby ułatwić odkształcenie plastyczne strefy grzanej, należy osiągnąć granicę plastyczności materiału nieco powyżej granicy sprężystości.
Elementy, które po ostygnięciu złącza spawanego nie odkształcają się lub odkształcają się jedynie nieznacznie, są narażone na wyższe naprężenia szczątkowe po spawaniu, ponieważ naprężenia skurczowe nie prowadzą do deformacji elementów.
Później naprężenia te można uwolnić poprzez obciążenia dynamiczne lub obróbkę skrawaniem. Jednakże naprężenia szczątkowe pozostające prowadzą do późniejszego niepożądanego odkształcenia. Naprężenia, które uwalniają się po spawaniu, powodując odkształcenia, wskazują na minimalne naprężenia szczątkowe. Elementy te pozostają stabilne. Podczas spawania powstają cztery naprężenia skurczowe: wzdłużne, poprzeczne, po grubości, kątowe, które można zaobserwować w postaci odkształcenia, w zależności od poziomu sztywności.
3. Wpływ ciepła
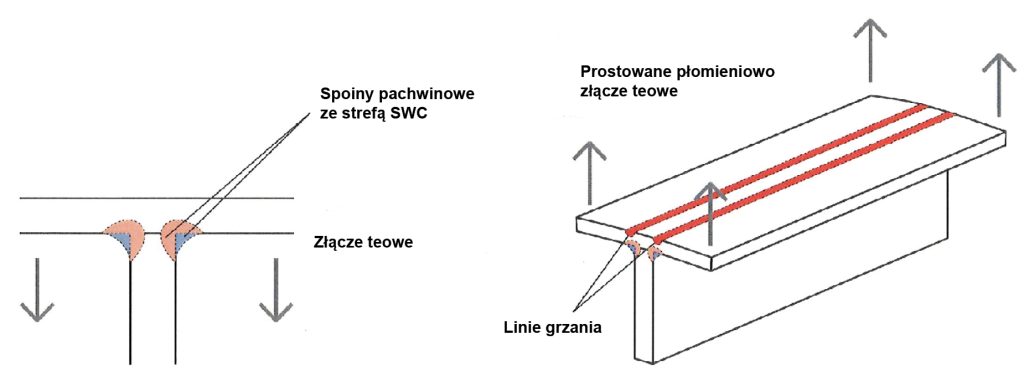
Kiedy elementy są ze sobą spawane, materiał próbuje się rozszerzyć pod wpływem doprowadzonego ciepła. Zimny obszar elementu zapobiega temu rozszerzaniu i materiał ulega spęczaniu. Gdy metal spoiny stygnie, kurczy się, podobnie jak materiał w strefie wpływu ciepła (HAZ). Nakładanie się tych skurczów powoduje odkształcenie elementu. Przy prostowaniu płomieniowym eliminowanie odkształceń odbywa się poprzez indukcję ciepła do elementu, ale w przeciwieństwie do spawania, w innym miejscu. Długie odcinki elementu są specjalnie podgrzewane. Powstaje wówczas spęczanie, które powoduje zmianę wymiarów podczas procesu chłodzenia. Procesy te można wyjaśnić za pomocą spawania złącza teowego. Spoiny pachwinowe wraz z strefą wpływu ciepła powodują zmiany w obszarze środnika i mocnika. Elementy kurczą się, co prowadzi do zniekształcenia kątowego. Prostowanie płomieniowe za pomocą metody liniowej odbywa się po przeciwnej stronie spoiny pachwinowej w miejscach, w których mocnik wymaga skrócenia. Liczba linii podgrzewania, a także ich długość zależy od odkształcenia, wymiarów i stanu naprężeń pozostających i własnych elementu.
4. Zasada prostowania płomieniowego
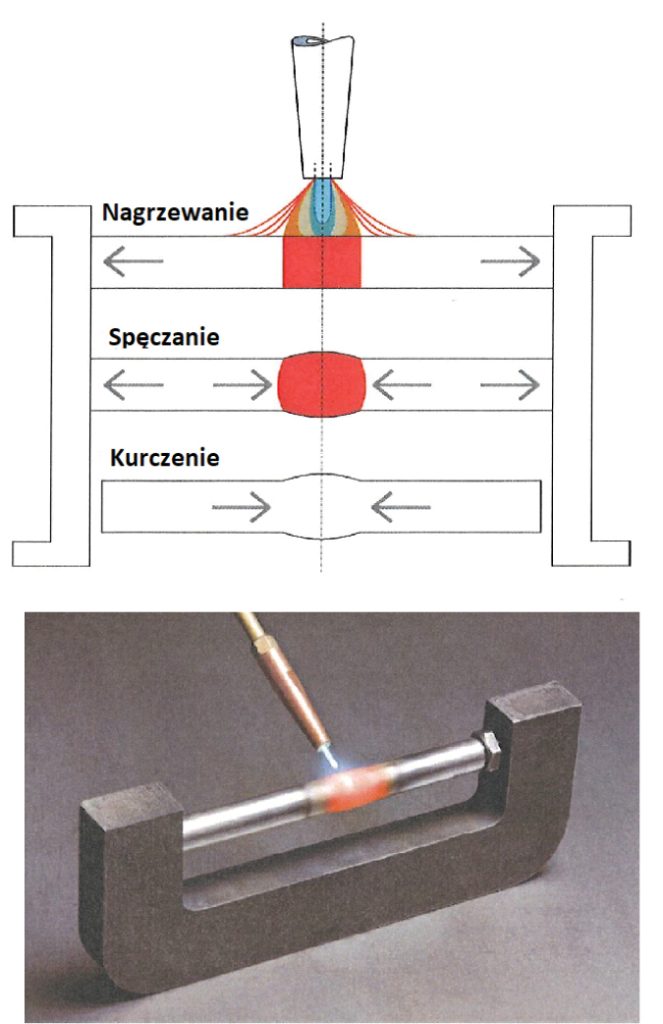
Podczas prostowania płomieniowego elementy są precyzyjnie, lokalnie podgrzewane do wymaganej dla materiału temperatury prostowania płomieniowego, w której następuje odkształcenie plastyczne. W wyniku ograniczonej rozszerzalności cieplnej odkształcenie pozostaje. Podczas chłodzenia przedmiot obrabiany ulega skróceniu wokół części odkształcanej, prowadząc do pożądanej zmiany długości lub też kształtu. Występują trzy czynniki: ogrzewanie – spęczanie – kurczenie się. W przeciwieństwie do mechanicznego odkształcania za pomocą prasy lub młotka, które wydłużają odcinki obrabianego przedmiotu, użycie płomienia zawsze prowadzi do skrócenia strefy nagrzewanej elementu.
Janusz Ziółkowski
Ekspert Biura Certyfikacji Wyrobów i Osób
Polski Rejestr Statków S.A.
Galeria


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































