
Podesty – elementy i styki montażowe oraz detale konstrukcyjne
Podział belek wieloprzęsłowych
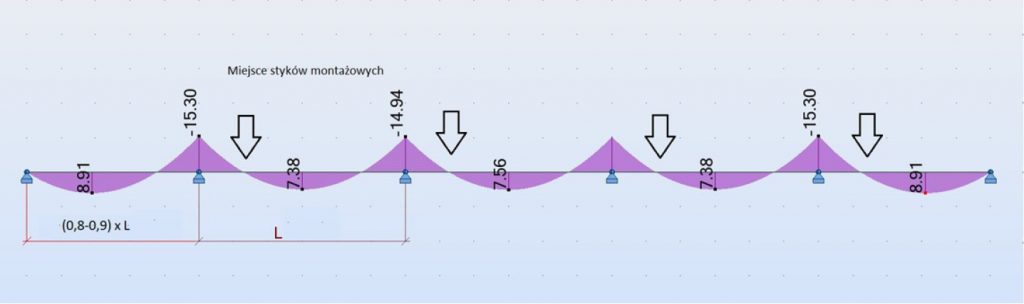
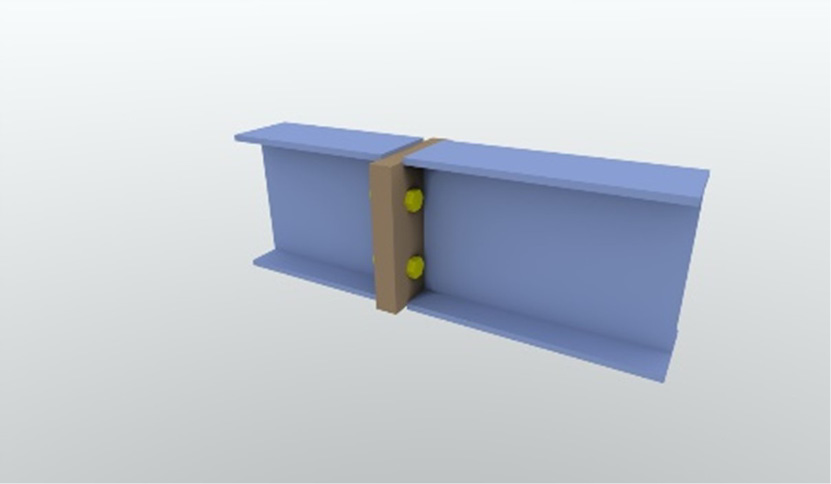
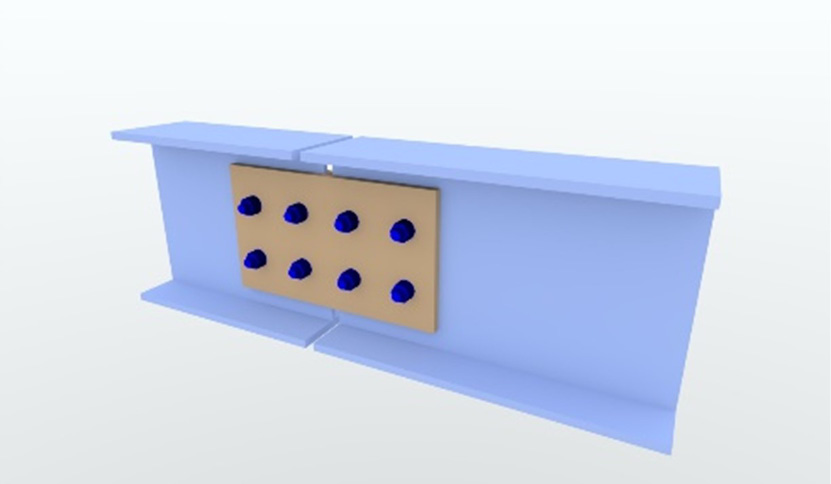
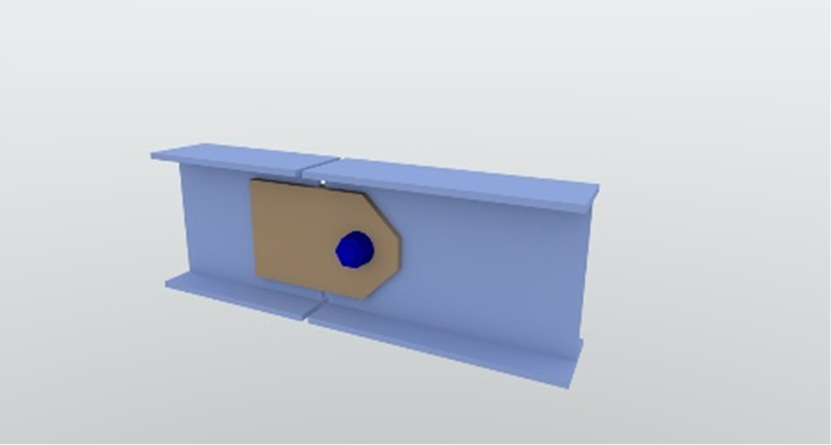
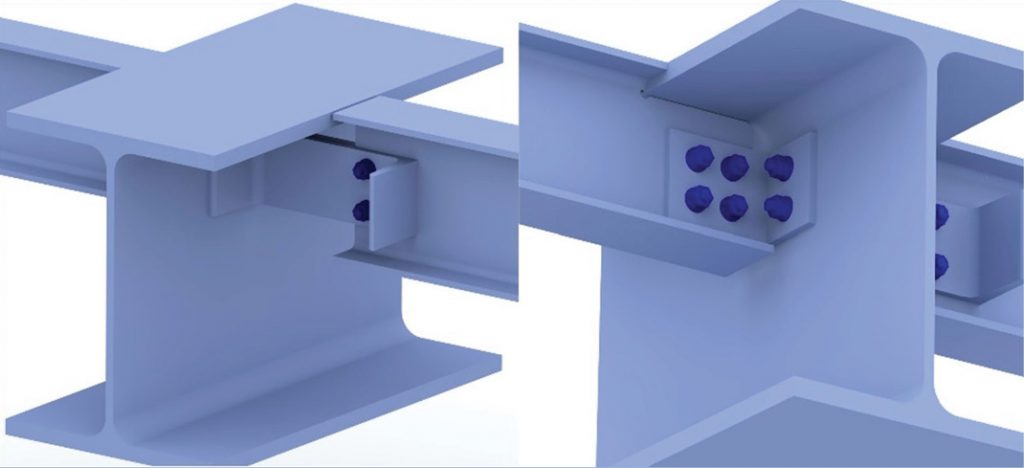
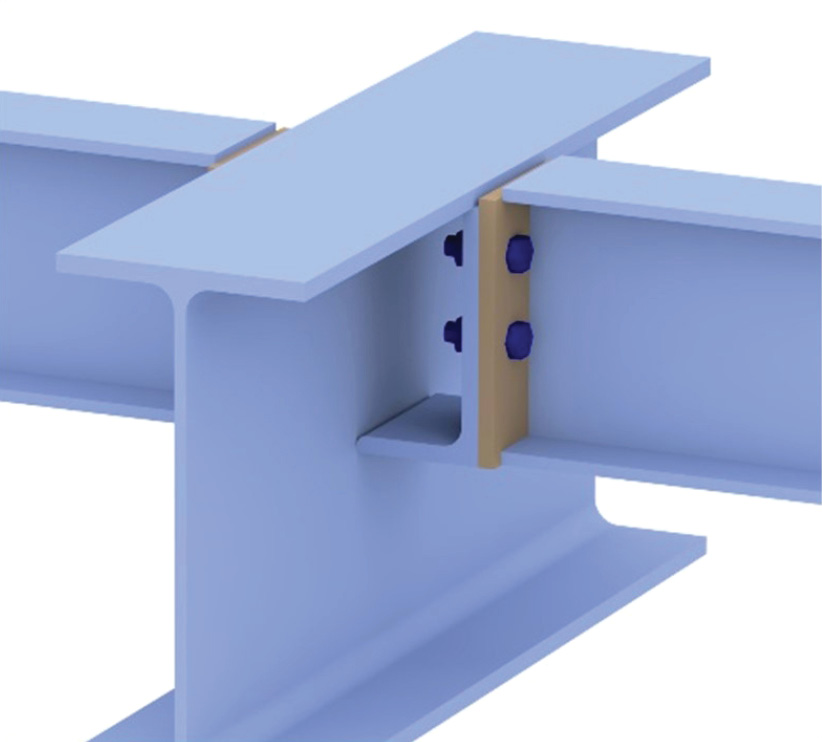
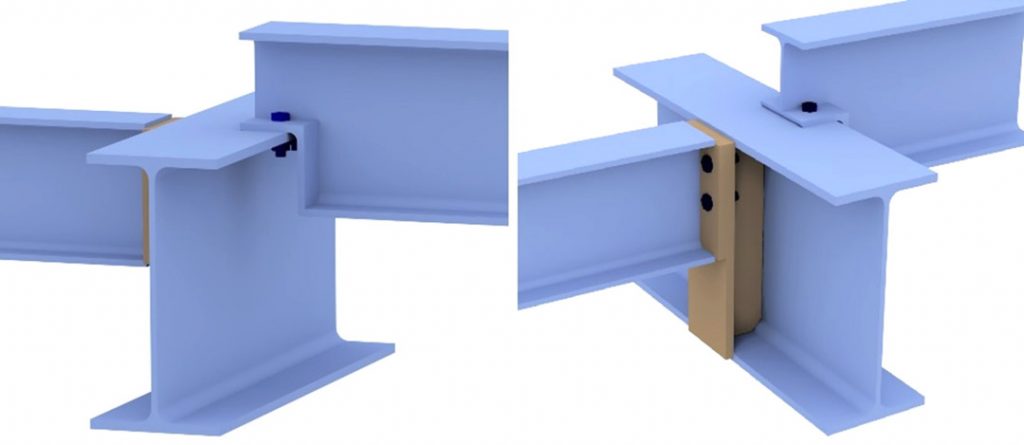
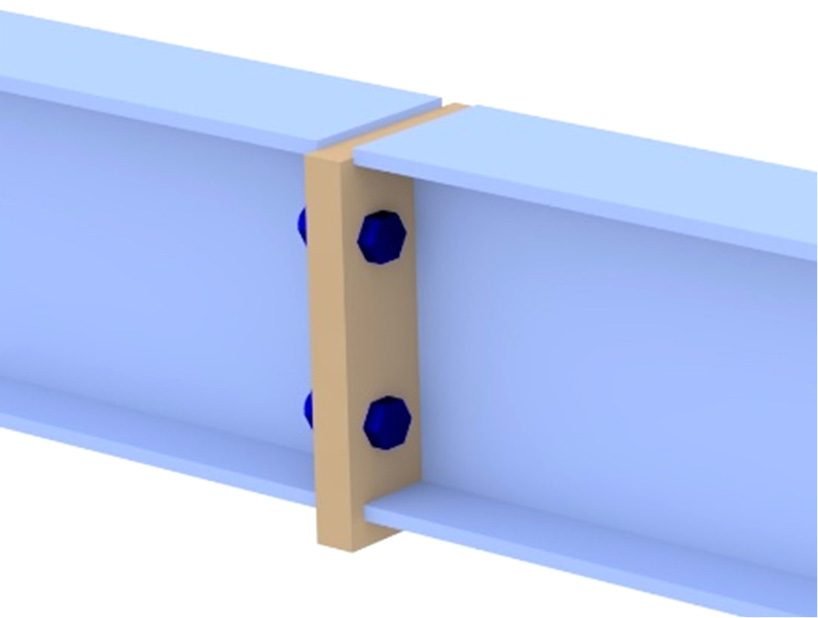
Podziału belek podłużnych wieloprzęsłowych najlepiej dokonać wg analogii do belek gerberowskich. Styki znajdują się wówczas w miejscach minimalnego momentu zginającego (rys. 4). Mogą przenosić momenty zginające (rys. 5) lub być przegubami – bez przenoszenia momentów (rys. 6-7). Projektując belki ciągłe, należy pamiętać, że największy moment zginający wystąpi w skrajnych przęsłach. Aby nie różnicować profili, skrajne przęsła powinny być o około 10-20% krótsze od wewnętrznych. Nie zawsze będzie taka możliwość, więc wówczas w skrajnych przęsłach będziemy musieli zastosować większe profile.
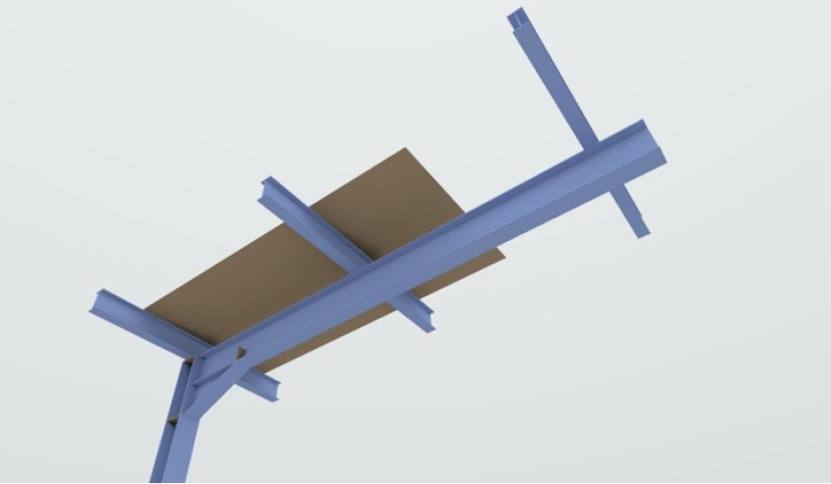
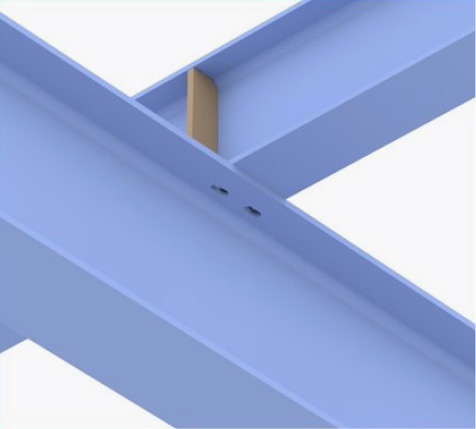
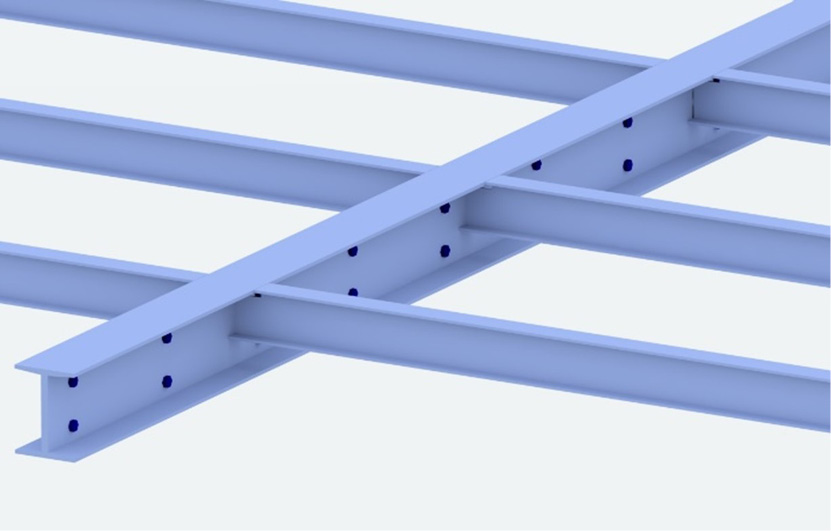
Aby przyspieszyć montaż, pojedyncze belki podłużne można łączyć w segmenty o łącznej szerokości do 2,45 m (ze względów transportowych). Najczęściej segment ma kształt drabinki i składa się z 2 ceowników skrajnych (głównych belek podłużnych) i belek poprzecznych (drugorzędnych), które stanowią wypełnienie pod pokrycie podestu. Długość segmentów ustala się jak dla pojedynczych belek podłużnych. Część segmentów można wykonać ze skratowaniem poziomym – będą pełnić funkcję stężenia poziomego podestu. Aby jeszcze bardziej przyspieszyć montaż, segmenty mogą mieć już wcześniej zamocowane pokrycie. Łączenie segmentów (w kierunku szerokości podestu) odbywa się poprzez skręcenie ze sobą „pleców” ceowników. Należy tutaj zaznaczyć, że podesty montowane z segmentów charakteryzują się większym wskaźnikiem zużycia stali na 1 m2, ale umożliwiają szybsze zakończenie prac montażowych.
Ideę tego rozwiązania przedstawiają rys. 8-10.
Podział ustrojów nośnych posadowionych na posadzce hali
Podział na elementy wysyłkowe ustrojów nośnych również powinien uwzględniać długości handlowe. Należy także uwzględnić przebieg momentów zginających. Najkorzystniej dokonać podziału konstrukcji w miejscu o najmniejszym momencie zginającym.
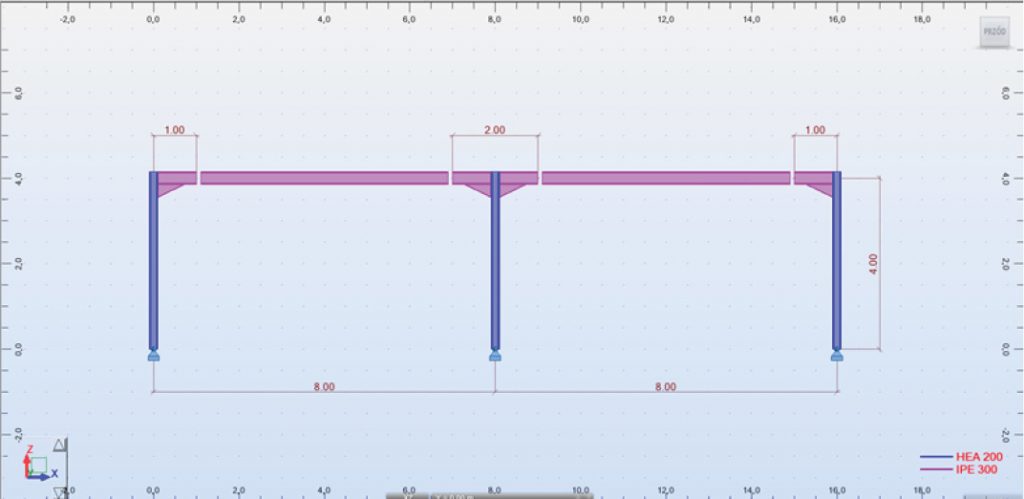
Na rys. 11 zamieszczono przykładowy podział na elementy wysyłkowe ram dwunawowych o rozpiętości 2 x 8 m i wysokości słupów 4 m. Najczęściej spotykanym rozwiązaniem jest podział (4 styki) przedstawiony na rys. 11.
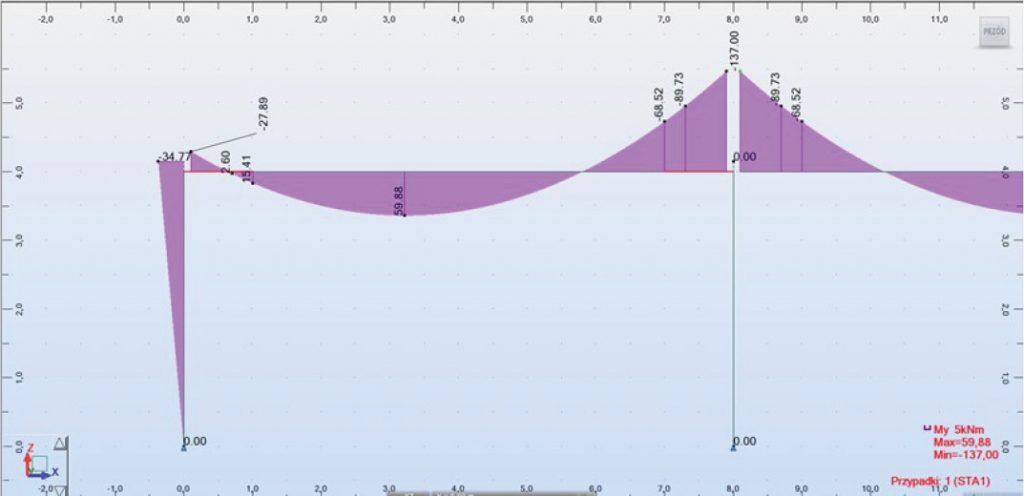
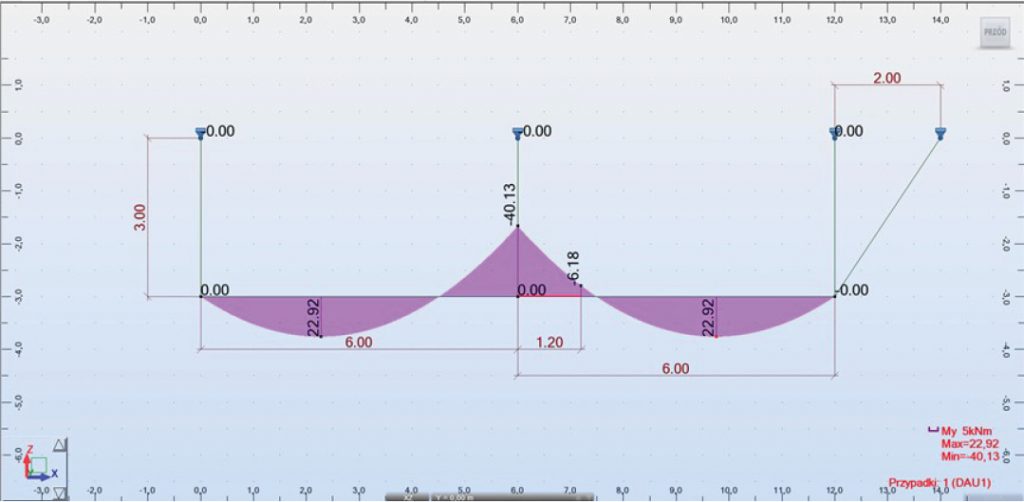
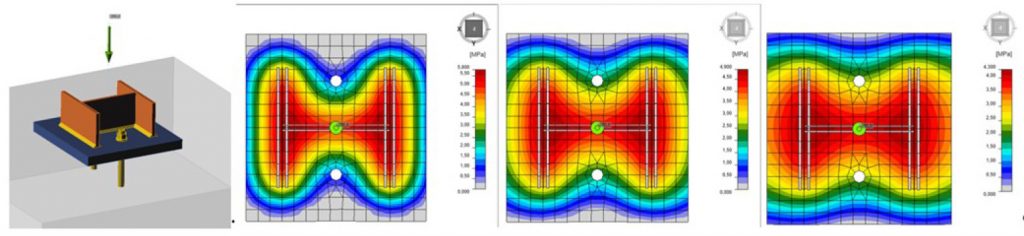
Styki montażowe wypadają w miejscu minimalnych (ujemnych) momentów zginających (rys. 12) – obliczenia statyczne wykonano programem ARSA 2014. Nad słupami skrajnymi występuje moment zginający M1 = ~35 kNm, a nad słupem środkowym – M2 = 137 kNm. Nie jest to optymalne rozwiązanie. Styki montażowe muszą przenieść bardzo duże momenty zginające. Skutkuje to zwiększoną liczbą śrub oraz rozbudowanym połączeniem (grubsze i większe blachy doczołowe).
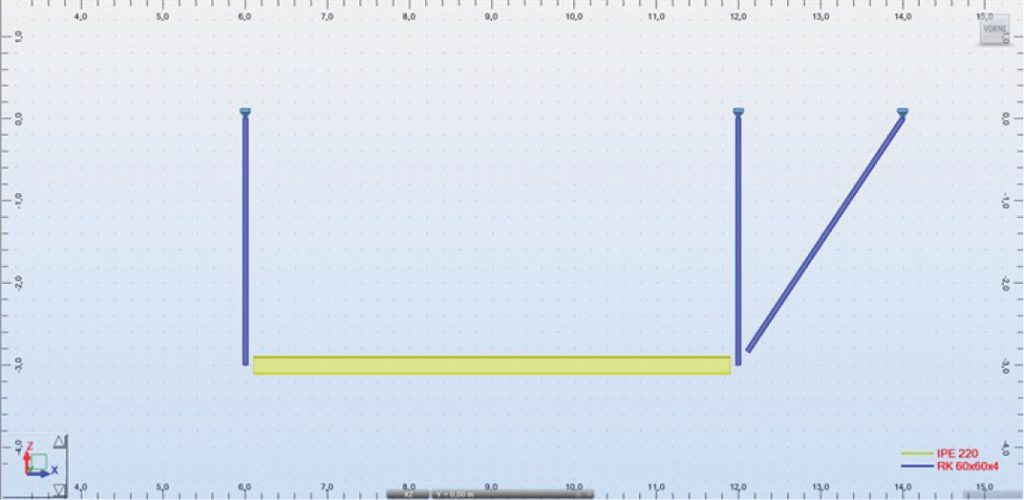
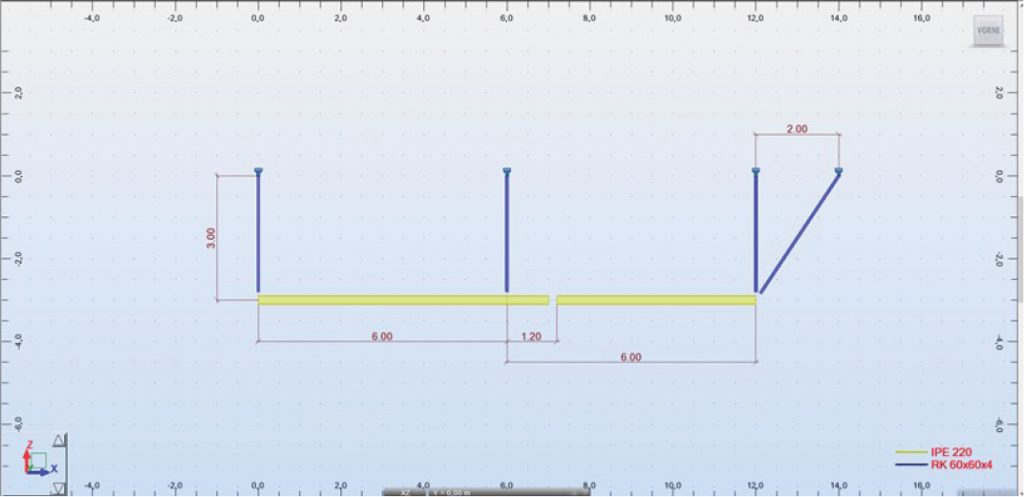
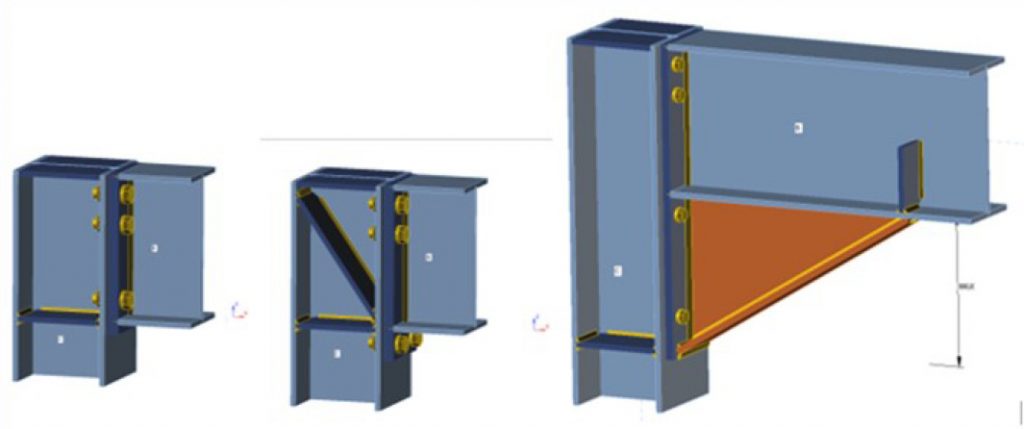
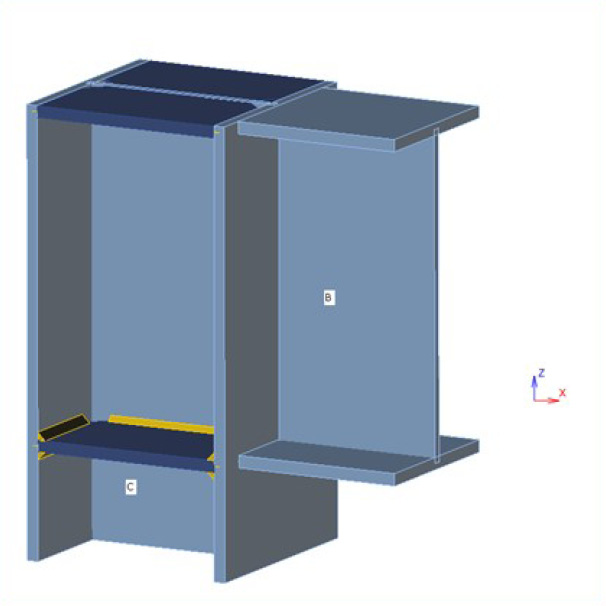
Natomiast na rys. 13 zamieszczono alternatywny podział na elementy wysyłkowe (także 4 styki). Słupy jako elementy wysyłkowe będą miały dodatkowo przyspawany odcinek rygla ~ 1 m (słupy skrajne) lub ~ 2 m (słup środkowy).
Galeria








Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































