
Kontrola głębokości wtopienia w czasie rzeczywistym w procesie spawania laserowego z wykorzystaniem interferometrycznego pomiaru odległości − cz. I
Rozwiązanie problemów monitorowania spawania
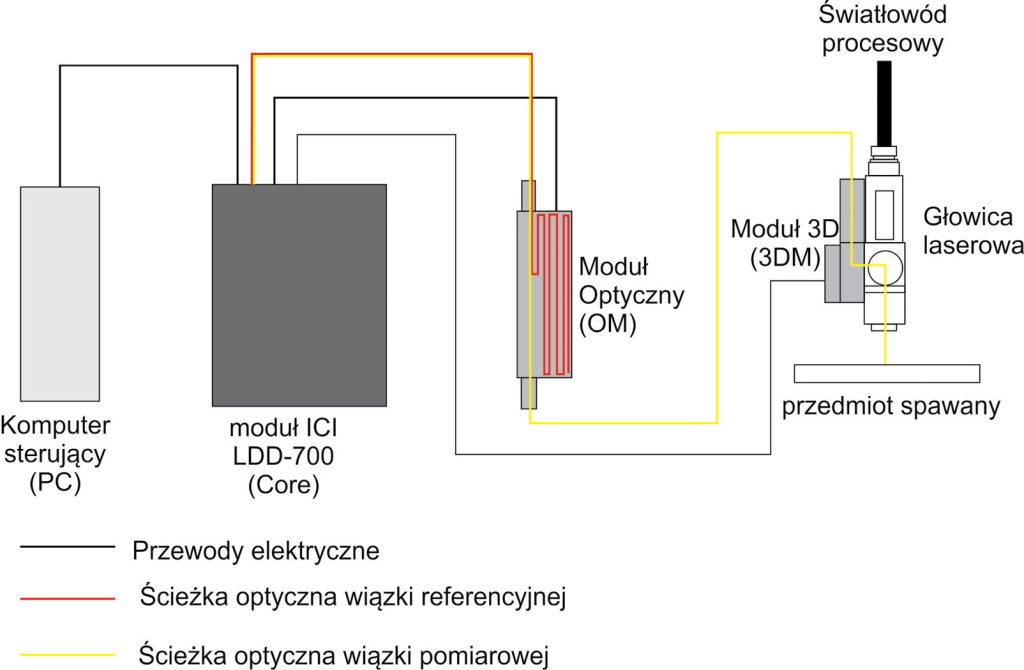
Naprzeciw problemom monitorowania głębokości wtopienia wychodzą systemy stosujące czujniki ICI (inline coherent imaging). Umożliwiają one dokonanie pomiaru w czasie rzeczywistym położenia dna kanału gazodynamicznego na całej długości spawania. Takim innowacyjnym systemem opartym na czujnikach ICI jest system LDD-700, wprowadzony do praktyki przemysłowej przez IPG Photonics. LDD-700 jest systemem pomiarowym, który wykorzystuje dodatkową wiązkę laserową wprowadzoną w tor optyczny laserowej głowicy spawalniczej. Dokonuje pomiaru odległości w obszarze przed spawaniem, w obszarze oczka spawalniczego oraz za obszarem spawania.
Pomiar ten jest interferometrycznym pomiarem odległości. Oznacza to, że dodatkowa laserowa wiązka pomiarowa jest rozdzielana na dwie wiązki. Każda z tych wiązek ma inną trasę – o innej długości. Pierwsza wiązka – wiązka wzorcowa − wraca do czujnika po przebyciu określonej drogi we wzorcowym torze optycznym. Druga wraca do czujnika po odbiciu się od elementu spawanego, rys. 2. Wiązki łączą się przed dojściem do detektora. Różnica w odległości przebytej przez każdą wiązkę wprowadza przesunięcie fazowe między nimi. Tworzy charakterystyczny obraz interferencyjny pomiędzy początkowo identycznymi falami, który jest wykrywany przez detektor.
Wyniki pomiaru
Na wyniki pomiaru wykonane systemem LDD-700 nie mają wpływu inne sygnały tworzące się podczas monitorowania spawania laserowego. Mogą to być np. tworząca się plazma nad oczkiem, ilość odbitego światła wiązki procesowej itp. Wiązka pomiarowa za pomocą specjalnego modułu 3DM dołączonego do głowicy procesowej może być z dużą częstotliwością przemieszczana w różne miejsca obszaru spawania. Dokonuje pomiaru z bardzo dużą rozdzielczością.
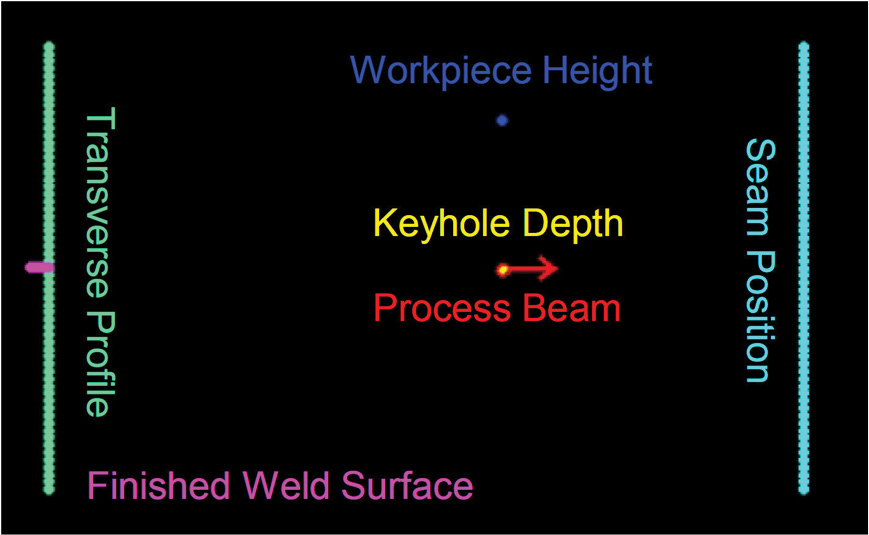
Takie rozwiązanie umożliwia pomiar rzeczywistej głębokości tworzącego się kanału, tzw. oczka. Umożliwia także dokonanie różnorodnych pomiarów przed obszarem oczka (np. wysokość głowicy od materiału spawanego – położenie ogniska wiązki laserowej, detekcja i pomiar szerokości szczeliny, nieosiowość ustawienia elementów w złączu doczołowym, detekcja szczeliny w złączu doczołowym lub zakładkowym) oraz za oczkiem, czyli w obszarze powstałej spoiny (np. wysokość lub wklęśnięcie nadlewu, szerokość lica, podtopienia itp.). To sprawia, że jest to najbardziej odporny na czynniki zewnętrzne system monitorowania spawania, rys. 3 i 4.
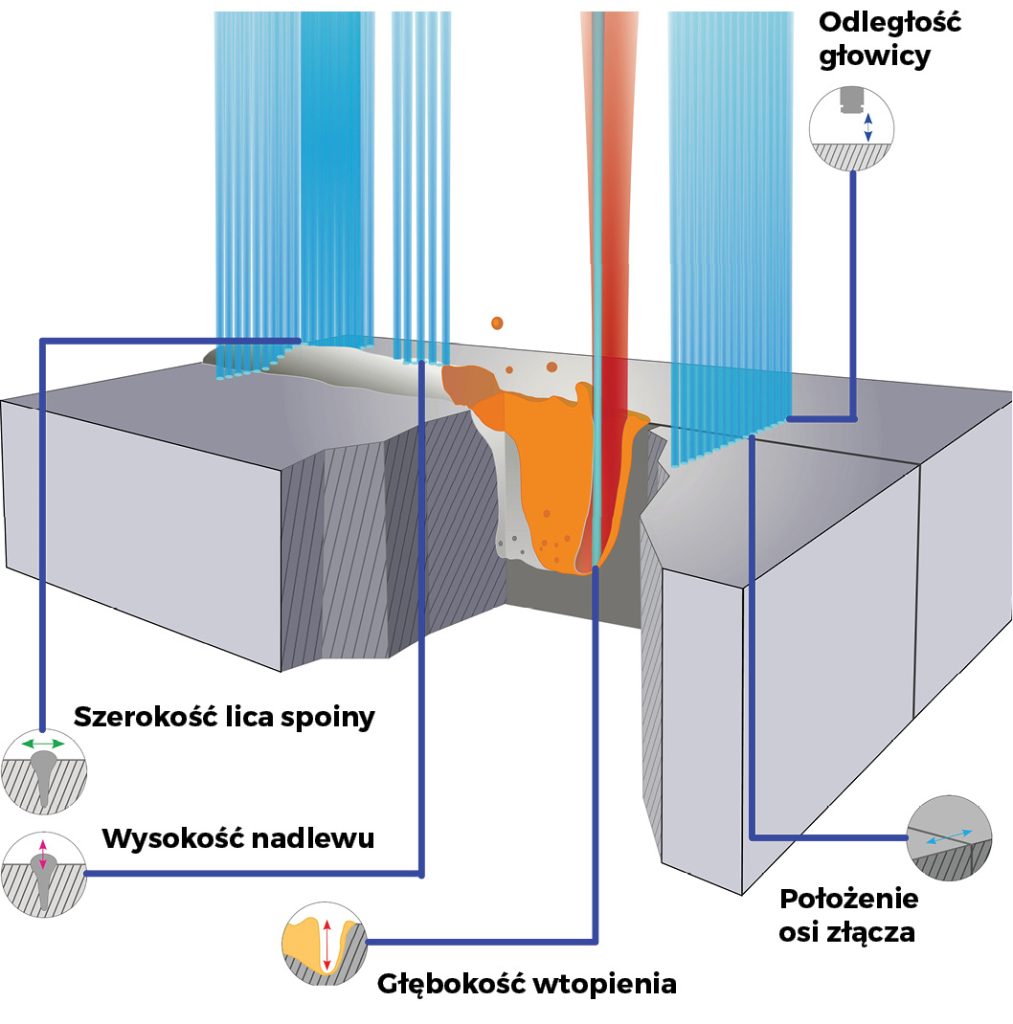
Dodatkowo pomiar głębokości dna oczka jest porównywany z pomiarem położenia głowicy od materiału spawanego. Różnica tych dwóch pomiarów pozwala na zmierzenie głębokości kanału gazodynamicznego w odniesieniu do powierzchni spawanego materiału. Mając na uwadze, że jest to system, który mierzy odległość, można go wykorzystać do różnych innych pomiarów. Pomiary te w konsekwencji dadzą użytkownikowi potrzebną informację. Jest to np. detekcja poprawności położenia całego detalu spawanego, wprowadzenia korekty trajektorii spawania poprzez zastosowanie dodatkowego cyklu przejazdu głowicy w celach pomiarowych.
Temat będzie kontynuowany.
mgr inż. Grzegorz Chrobak
IPG Photonics Sp. z o.o.
dr inż. Sebastian Stano
IPG Photonics Sp. z o.o.
dr hab. inż. Aleksander Lisiecki, prof. Pol. Śl.
Politechnika Śląska
Galeria


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































