
Kontrola głębokości wtopienia w czasie rzeczywistym w procesie spawania laserowego z wykorzystaniem interferometrycznego pomiaru odległości − cz. I
Z artykułu dowiesz się:
- jakie wyzwania stoją przed procesem monitorowania spawania laserowego,
- jaką rolę odgrywa w procesie monitorowanie podczas spawania,
- jakie systemy do monitorowania warto stosować.
Kontrola jakości złączy spawanych jest kluczowym czynnikiem zapewnienia bezpieczeństwa spawanych podzespołów i całych konstrukcji. I to niezależnie od branży, wykonywanego produktu i zastosowanej metody spawania.
Proces spawania jest procesem specjalnym w ujęciu norm ISO serii 9000. Zatem to proces, w którym zgodność otrzymanego wyrobu nie może zostać zweryfikowana łatwo lub w sposób ekonomicznie uzasadniony. Wszelkie sygnały, które można pobierać do monitorowania procesu spawania, są sygnałami pochodzącymi od zaistniałych zdarzeń, których nie można cofnąć. Regulacja procesu spawania w układzie sprzężenia zwrotnego na podstawie pobieranych sygnałów może być bardzo trudna i ograniczona. Jest to zależne od oczekiwanego efektu sterowania.
Sygnały monitorujące mogą być wykorzystane jako informacja, która będzie podstawą do np.:
- wstrzymania wysyłki wadliwego elementu do klienta,
- skierowania wadliwego elementu do naprawy,
- w przypadku powtarzających się niezgodności, podjęcia działań korygujących w procesie spawania.
Monitorowanie procesu spawania nie może zapewnić produkcji bez niezgodności. Może jednak znacząco ograniczyć ilość wykonywanych wadliwych elementów, a przede wszystkim ograniczyć wysyłkę do klienta elementów niespełniających jego wymagań. Ma to ogromne znaczenie dla producentów ze względu na:
- budowę niezawodnej marki firmy,
- udaną współpracę z klientami,
- ograniczenie kosztów związanych z ewentualnymi naprawami czy też karami umownymi.
Monitorowanie procesu spawania laserowego
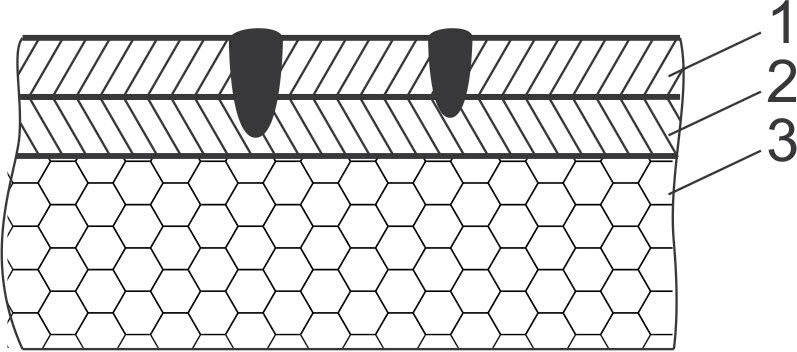
Proces spawania laserowego jest procesem trudnym do monitorowania. Na osiągniętą głębokość wtopienia oraz jakość spoiny ustalaną poprzez określenie odpowiedniego poziomu jakości zgodnie z normą PN-EN 13919 arkusz 1 i 2 [1, 2] wpływa wiele zmiennych kontrolowanych lub niekontrolowanych przez użytkownika.
W zależności od lokalizacji obszaru monitorowanego proces ten możemy podzielić na monitorowanie [3, 4]:
- przed spawaniem – pre-process monitoring (np.: śledzenie lub rozpoznanie styku łączonych elementów, rozpoznanie prawidłowego położenia elementów spawanych, lokalizacja poszczególnych spoin, prawidłowość zamocowania elementów do spawania, obecność szczeliny i jej zmienność);
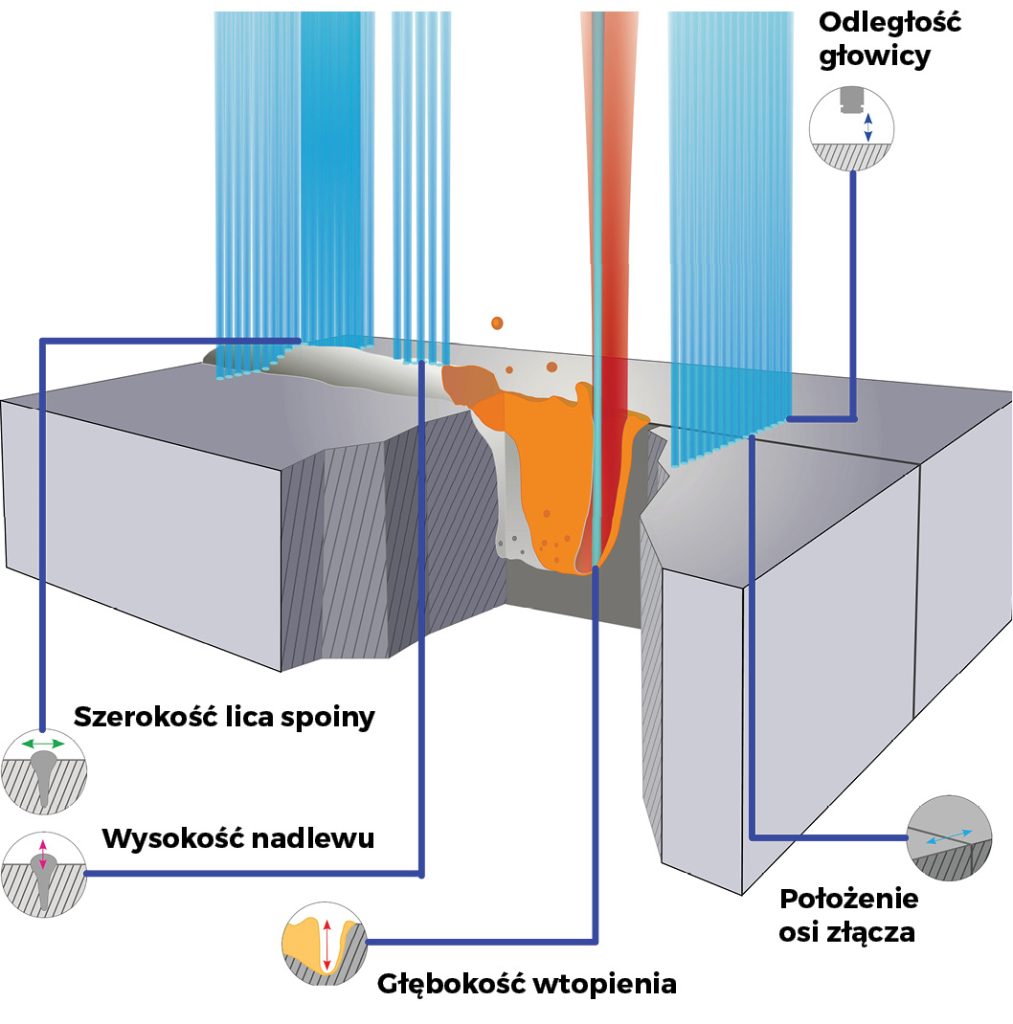
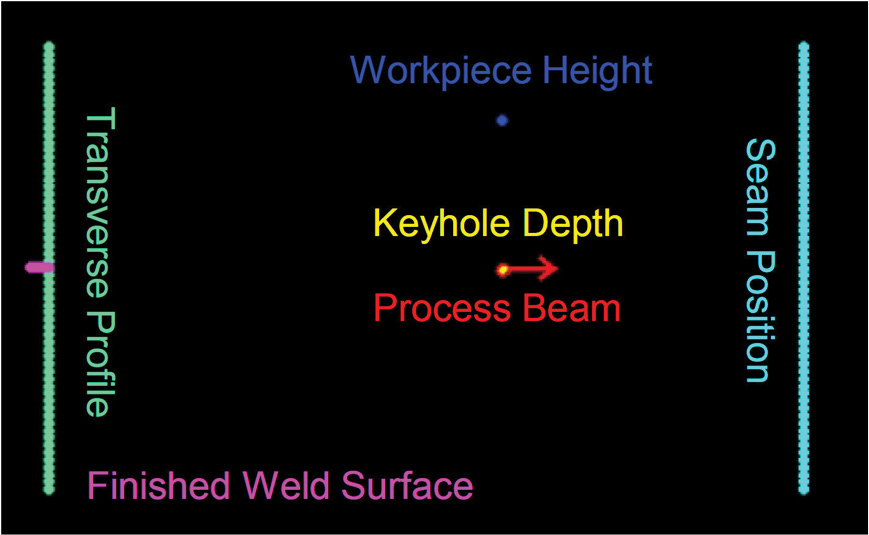
- w trakcie spawania – in-process monitoring (głębokość wtopienia, parametry geometryczne ciekłego jeziorka, wystąpienie zakłóceń procesu i możliwość pojawienia się potencjalnych niezgodności, pojawienie się niezgodności wewnętrznych, tworzenie się rozprysku);
- po procesie spawania – post-process monitoring (wizualne niezgodności geometryczne spoiny).
Proces monitorowania podczas spawania – in-process monitoring
Szczególną uwagę należy zwrócić na proces monitorowania podczas spawania – in-process monitoring. Monitorowanie przed spawaniem oraz po spawaniu jest bardzo ważną częścią całego procesu monitorowania, lecz w tym zakresie jest szeroki wybór różnego rodzaju rozwiązań, począwszy od czujników mechanicznych, poprzez czujniki optyczne i programy analizy obrazu, a na zaawansowanych systemach prześwietlania promieniami Rentgena w czasie rzeczywistym czy zautomatyzowanych badaniach ultradźwiękowych dających informację o wewnętrznych niezgodnościach kończąc [3].
Galeria


Co tydzień otrzymaj od nas porządną dawkę wiedzy o branży przemysłowej!



































